李泽琨
摘 要:中国商代及商以前金银器制作技术是冶金技术研究的重点之一。文章主要对早期金银器的制作中的模具材料进行研究,从早期金银器的制作技术入手,将传统工艺调查与冶金技术模拟实验相结合,检验了浇注模具材料的可行性,比较分析不同材料在制作中的可行性,探讨古代工匠对冶金技术的选择。
关键词:早期金银器;原料熔化浇注;模具;实验考古
DOI:10.20005/j.cnki.issn.1674-8697.2022.03.036
甘肃玉门火烧沟遗址出土的金、银耳环及鼻饮是中国已知最早使用金、银加工制作成贵金属器物,距今约4000年。古人很早便发现与使用金,而银的发现与使用则相对较晚,因为金在自然界以游离态存在,而银则绝大部分是以化合态的形式存在于银矿石中。
我国早期金银制作技术研究取得了许多成果,安志敏、安家媛通过对不同时期、地区的金器研究,对制作工艺技术进行了总结。①张静、齐东方对古代金银器的原料来源、器物种类、工艺技术展开研究。②林梅村对中国黄金制品的来源与制作技术进行了系统的比较。③华觉明对我国传承至今的多种金属制作技术及其技术渊源进行了深入的调查与整理。④诸多学者对商以前金银器的制作技术有着深入的研究,但在对早期金银器的锤锻成形前的熔化原料及浇注环节的关注度不高且相关研究较少。
在传承至今的金银首饰器制作技术中,工匠在耳环、臂环、手镯等饰品的制作过程中,常选择先熔化原料再浇注入模具中制成便于锤锻加工的金属锭,待冷却后进行初步锤锻,再进行锤锻或其他工艺技术。传统工匠在锤锻前进行原料熔化的原因有两点:一是金银原料来源复杂且分散,需要通过先将金属熔化并提纯;二是为节省后续制作的“成本”,通过熔化原料获取有合适的金属锭。在我国黔东南地区开展苗族传统工艺调查中,张建世指出原料的提纯与成形,在无条件获得工业化的成品银料前对生产和制作银器是非常重要的环节,也是工匠成功制作一件精美银器的基础。⑤古代工匠在进行金银器制作的锻打、锤鍱工艺前,因其所使用的工具受限于当时工具材质及功能,工匠通常选择先将原料熔化并浇注成形,以提高后续的金银首饰器制作的效率,也能一定程度上降低制作的难度。因此,熔化原料并浇注成形在整个制作过程中对古代工匠而言是不可忽视的一环。
1 浇注模具材料分析
金银原料熔化浇注的模具,传统工匠常将其称为“模子”,其形状可以参考现代手工业的各类铁质油槽。这类模具与古代铸造使用的范有明显区别,范通常用于生产加工有具体形制的器物,且在浇注后金属器物形状基本不变化。而模具则仅用于使熔化后的原料冷却成一定的形状,之后工匠再通过锻打、锤揲等工艺技术加工成所需的器物,金属形状完全改变。早期金银器、铜器制作技术研究中,孙淑云、韩汝玢对四坝文化铜器铸造技术的研究表明,当时的金属工匠已经掌握了石范与陶范的铸造技术,且与出土的金、银耳环形制相似的铜耳环由铸造、锻打、热锻多种方式制作而成。⑥陈建立对玉门火烧沟墓地的15件金耳环进行微痕观察,发现金耳环表面有锤锻、打磨痕迹。⑦上述学者的研究中,制作史前时期金银器的工匠掌握多种技术,对不同的材料有明确的认识,对比相同类型的耳环,以青铜合金为原料的耳环以铸造为主,材料稀有且珍贵的金耳环则可能为锤锻技术制作。四坝文化的考古材料中大量铸造铜器,展现出当时工匠对铸造所需的石范、陶范的认识,将两种材质作为金银原料熔化浇注模具是可能的。
现存传统金银工匠主要使用铁质模具进行熔料成形的环节,因其具有经久耐用、形状规整、表面光洁、容易脱范且无粘连诸多优点。云南大理地区白族传统工匠的工艺调查研究中,那些以加工金、银为生的工匠通过“走村窜寨”的形式为周边提供金、银加工,工匠往往携带铁锤、铁砧、铁錾子、坩埚等重要工具。⑧笔者在传统工艺调查中了解到白族工匠在无铁制模具的条件下进行熔料浇注时,常选择就地取材利用。通过走访调查多位工匠后,了解到常使用的模具材料有砂、灰、木、黏土等。根据对传统工匠的采访,可以了解到砂、灰、木质材料的模具更容易获取,模具制作技术简单快捷,可以根据原料的量进行调整,也相对便于后续的锻打、锤揲加工技术。华觉明指出生产方式与劳作习惯影响了传统工匠善于利用所处环境中的一切可用条件,简便易行地对金属进行加工,并达到最佳的效果。⑨三种材料的模具被使用于原料熔化浇注环节的可行性及其技术特点,可以通过实验考古的研究方法进行检验。
2 浇注模具实验
本次实验考古前查阅了相关文献及研究论文,结合已有的民族考古学研究成果,并对云南鹤庆地区从事金银器加工的传统工匠进行专题工艺技术调查,提出了四坝文化时期古代工匠在进行锻打、锤揲工艺技术前的原料熔化浇注环节可能使用砂、灰、木质材料为模具。通过实验考古的办法对前述“假设”进行验证,模拟四坝文化的考古材料所展现的条件进行实验。通过观察实验过程与结果,尝试回答“如何去做”“留下怎样痕迹”“技术的特点”等问题。因此,在砂、灰、木质材料模具的实验考古中,首先需要了解现代传统工匠是如何获取与使用材料。
工匠使用砂作为模具会就近选取河砂,筛出细腻的河砂花费的时间与使用的筛选工具相关,工匠会根据情况制作简易快捷的筛砂工具。筛出细砂后盛入容器中并压实,工匠会在砂表面做出所需形状的腔。工匠通常是从熄灭的火炉中取灰作为模具材料,同样使用筛子或粗布片筛取出均匀细腻的灰,工作过程与砂并无不同。工匠选取平整而尺寸合适的木材,对木质并无特殊的要求,使用前需在木材平整的一面凿出所需的腔,工匠会对木材的表面进行碳化处理。
3 实验操作与观察
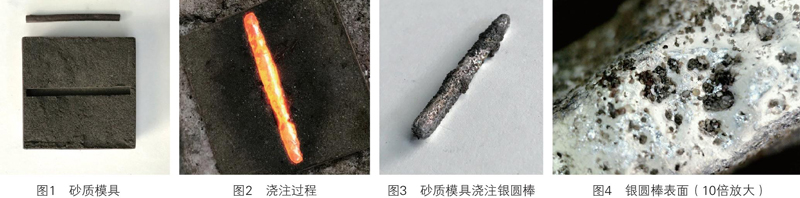
3.1 砂质模具实验
将筛选后的细砂放入容器中并填压紧实,用树枝在细沙上压出槽(图1),之后将砂表面烘至干燥即可。将银料熔化并快速倒入砂型中,可以观察到液态银在浇入砂模具时预制槽的形状基本未发生变化(图2),浇入后会飞溅出极少量的球状小银珠。银在模具中凝固时间为40秒左右,得到圆柱体细银棒。gzslib202204051834使用砂质模具获得的银圆棒形状较为规整,正面无丝状纹路,整体表面较粗糙,银棒底面粘连有大量砂的熔融物,并呈现出较多的坑洼、孔洞(图3、图4)。粘连的“砂”紧实,用水与毛刷反复刷洗仍难以完全清理,传统工匠通过将银棒加热至红色后立即丢入酸性液体中,并反复多次以清洁表面,再用于首饰器物的后续加工制作。
3.2 灰质模具实验
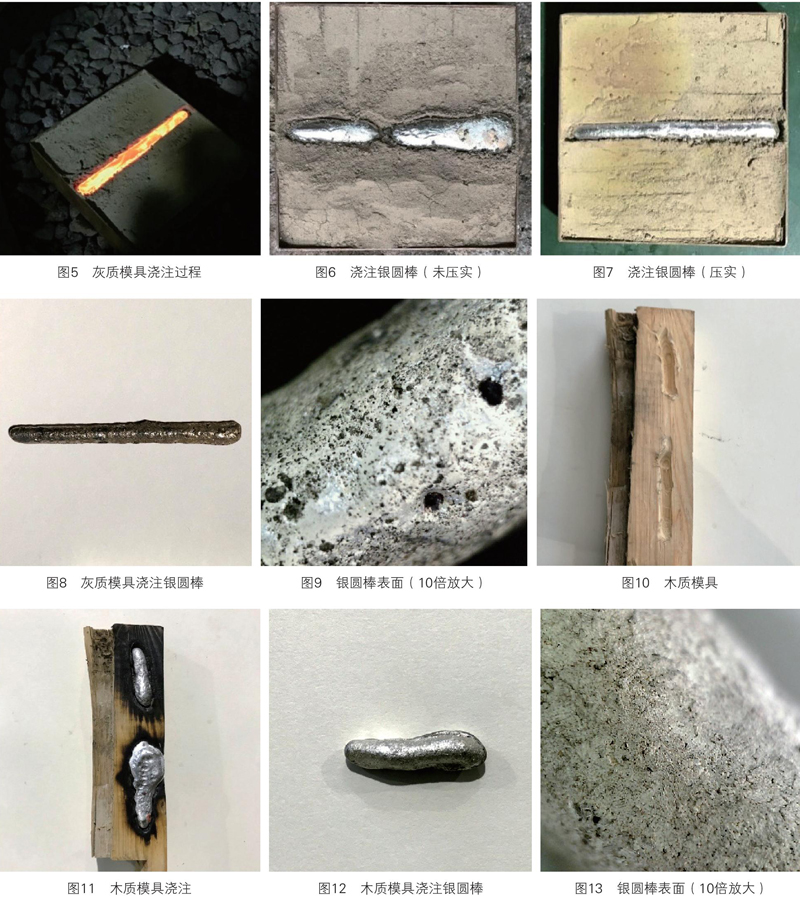
使用当地取暖用的火盆中的灰,其主要燃料为木柴、秸秆及其他可燃废弃物。先将火盆中较大的灰渣盛入容器并捣碎做底,之后筛选细腻的灰填入其中,用木棍压出槽。首次实验时,因灰盛入容器后较为平整而忽视了压实过程,熔化银液浇入灰槽后,槽的形状完全被打破,无法得到所需的圆柱体细银棒(图5)。第二次实验时,首先将灰尽可能地压至紧实,再将熔化的银液浇入处理后的灰槽后,液态的银未打破槽的形状,也未发生如细砂实验时液态银飞溅的现象(图6)。灰散热较砂更慢,凝固时间为50多秒,得到圆柱体细银棒(图7)。
使用灰质模具得到的银棒形状匀称规整(图8)。正面无丝状纹路且表面较平整较光滑,底面有少量粘连的草木灰中的杂质,底面整体有少量的坑洼、孔洞(图9)。粘连的杂质较容易清洗,用水与毛刷反复刷洗可以清除干净。
3.3 木质模具实验
制作木质模具的木柴并无特殊要求,实验中使用一根较为平整的木柴,在其表面简单地凿出槽,使用合适的工具制作形状简单的槽需要的时间较短(图10)。在木质材料的实验中,制作两个槽对比碳化处理的作用,研究木质槽浇入液态银后发生的变化。第一个木质槽在浇注前对其表面进行碳化,之后将加热至液态的银浇入木质槽,过程中银引燃了木质槽的边缘,使银的散热变得更为缓慢,因此银液的凝固约60秒,获得与槽形状相同的银棒。第二个木质槽并未进行碳化处理,将高温液态银直接浇注其中,整个木质槽及周围开始燃烧并破坏了槽的形状,出现了较大的明火且液态银冷却固化的时间最长,过程约90秒,即可获得非圆柱体银块(图11)。
使用木质模具所获银圆棒形状与范腔基本一致。从侧面观察可观察到形成了一个较小的台面,是燃烧槽的边缘时形成的(图12)。银圆棒的正面表面粗糙且不平整,无丝状纹路,底面情况与正面相同,粗糙且不平整,但未见任何粘连且仅有极小的缩孔(图13),无须进行特殊的清理即可用于首饰器物的后续加工制作。
4 相关问题分析
观察与记录模拟实验可以发现,不同材质的模具在制作过程中所需时间、制作难度、材料获取的难易程度不同。其中灰质模具的准备过程最为简单,原料易于获得且可以重复使用;细砂模具与灰质模具相似,但能获取细砂是其使用的前提条件;木质模具的原料同样易于获取,但需要进行进一步的加工才能够使用,也要求工匠具备加工木材的能力与可用的工具,实验考古中因实验者无可用工具花费了大量时间用于加工槽,且槽的形状及表面会对后续工序产生一定程度的影响。如果用锤锻技术制作玉门火烧沟遗址出土的金银首饰器物,则熔化浇注后的原料形状越接近圆柱体越易于加工,相对省时省力。从浇注金属的形状与质量角度分析,三种材料的模具浇注后得到的金属均无大的变形,木质槽金属底面无大坑洼与孔洞,砂质、灰质的模具所获金属底面有不同数量的坑洼与孔洞。从浇注模具的制作角度分析,砂质、灰质用木棍挤压便可得,所需形状较木质更易得。从便于后续加工的角度分析,金属表面清洁情况会影响后续工艺,木质模具的银圆棒表面最干净,不用清洗可直接进行加工;砂质模具的银圆棒是最难清洁的,需要反复刷洗及加热泡酸;灰质模具浇注后的银圆棒也较清洁,简单清洗即可加工。值得注意的是,三种材质的模具被制作及使用后,可能很难发现相应遗存,通过实验考古观察传统工匠使用不同材料的模具,可以发现砂、灰、木三种材料因为易于获取,倘若短时间内没有再次使用的需求,模具会被丢弃,工匠不会有意识地保留模具,这些经过浇注金属的灰与火盆中的灰是并无明显区别的。砂因为有多种用途可能会被短暂保留待作它用,也可能将其倒回砂堆中。而木质模具使用后,常常被工匠当作一般的木柴用作燃料。如果三种材料有存在于冶金活动遗址中,相比于其他实物遗存并不明显且难以分辨与采集。
在考古材料中,陕西省户县古代铸钱遗址出土了一批北周“五行大布”钱树残枝的实物,北周时期有使用翻砂铸钱工艺。⑩文献资料中,《天工开物·镜》中云:“凡铸镜,模用灰沙。”《天工开物·钱》记载:“凡铸钱,模以木四条为空匡,木长一尺二寸,阔一寸二分。土炭末筛令极细,填实匡中,……又用一匡,如前法填实合盖之。”文献中描述的就是在铸镜子与钱的砂型铸造工艺。其中灰沙与木炭末应当是铸造时所用的砂与灰,推测至迟在明代,我国工匠掌握了砂型铸造工艺使用技术,可见成熟地运用砂于浇注环节的年代距离商以前的金、银首饰器的生产制作的年代较为远。木质模具在现代工匠的技术条件下,仅能见于西方的玻璃工匠的制作工艺技术中,工匠使用樱桃木木模为高温的玻璃塑形,木质模具易脱模且无须像金属模具需要用亚麻籽油等材料预制脱模剂。木质模具的相关研究资料匮乏。与石质、陶质、黏土模具相比,砂、灰、木质材料的模具虽材料容易获取且制作快捷简单,但在浇注槽形状的调整与修整过程中需要一定技巧,否则难以获得理想的形状,且砂、灰、木质材料的模具无法简单地反复重复使用,每次使用前都需要重新制作浇注槽。在对传统工匠的群体生产、生活方式的调查与研究中,一些地区的专职工匠是具有流动性,正与大理地区白族工匠的情况相同,使用这类简易模具是在不同的村落中流动生产的情况下做出的技术选择。因此,外观相同的金属制品可能有截然不同制作技术,对技术的选择与工匠的生产方式及环境资源有密切的关系。在稳定的金银器手工业作坊使用石、陶、黏土材料的模具且更高效,而砂、灰、木质材料的模具则可以满足流动的工匠群体的生产需要,能灵活地应对不同文化对金银器的不同需求,工匠因材料可以对模具做出快速调整。
5 小结
对金银器制作技术的浇注环节模具的模拟实验是对传统工艺调查结果进行检验,砂、灰、木质模具在早期金银器制作技术条件下具有可行性,通过对比分析不同材质的模具的优缺点,结合传统工匠在不同条件下做出的技术选择,为不同材质的模具的使用合理性做出解释,目的是为研究古代工匠的制作技术及隐含的生产方式提供新的思路。此外,通过对传统工匠的技术进行模拟与观察,有助于完善对古代冶金活动中各类技术的认识,解决在田野发掘与采集的工作中存在的局限性。因冶金活动环节众多且有大量的样品需要采集,冶金考古学家在田野考古采样中会以先前的经验与专业知识为基础开展工作,而传统工艺调查与模拟实验则提供了更多值得关注信息,能够协助冶金考古学家对冶铸遗址设计出更有针对性的采样方法与内容。因古代冶金技术的文字记载较少,在考古发掘需要尽可能揭示更多的技术信息,结合科技考古对出土冶金遗物进行分析研究,了解更多的古代冶金活动问题及其背后的社会和文化因素。
注释
①安志敏,安家瑗.中国早期黄金制品的考古学研究[J].考古学报,2008(3):291-310,415-416.
②张静,齐东方.古代金银器[M].北京:文物出版社,2008.
③林梅村.金曜风华·苍狼白鹿:梦蝶轩藏中国古代金饰:卷1[M].香港:香港中文大学出版社,2013.
④⑨华觉明,李晓岑,唐绪祥.金属采冶和加工技艺[M].郑州:大象出版社,2018.
⑤张建世.黔东南苗族传统银饰工艺变迁及成因分析—以贵州台江塘龙寨、雷山控拜村为例[J].民族研究,2011(1):42-50,109.
⑥孙淑云,韩汝玢.甘肃早期铜器的发现与冶炼、制造技术的研究[J].文物,1997(7):75-84.
⑦陈建立.中国古代金属冶铸文明新探[M].北京:科学出版社,2014:385-409.
⑧陈燕琳.适者生存—云南鹤庆新华村白族银铜手工技艺的生存特征[J].装饰,2016(12):120-123.



