祁会祥
山西体育中心主体育场罩棚钢结构为管桁架结构,主要包含V形支撑柱、主桁架、环桁架、次桁架、立面网格、系杆、水平支撑、马道等,主要钢材的材质为Q345B,局部采用 Q345GJC。
本工程现场焊接主要包括以下内容:
1)桁架上下弦对接及腹杆对接;2)钢管相贯焊缝焊接;3)内外环支座底板与十字插板之间的T焊缝焊接;4)十字插板与V形支撑柱之间熔透焊缝的焊接。
由于本工程除马道采用螺栓连接外,其余部位均采用焊接连接,故现场焊接工作量巨大,焊接质量十分重要,并关系到整体结构的质量和安全。
1 现场焊接特点及难点
1)本工程结构钢材以Q345B等合金高强钢为主,其焊接性能较好。只是随着强度级别的增加,淬硬性和冷裂倾向会随之增大。2)整个钢结构用量约7 100 t,高空环境条件下对焊工操作影响较大。高空风速较大,并且贯穿于现场焊接施工全过程,尤其是对气体保护焊的影响比较大。3)本工程为空间管桁架结构,杆件截面均为圆钢管,节点类型为相贯节点。杆件数量众多,焊接工作量大。4)本工程中主桁架肩部弧形段主弦杆和V形支撑柱采用了厚壁钢管。钢管厚度的增加一方面会加大焊缝金属熔敷量,从而造成焊接变形及应力的增大,同时焊缝裂纹敏感性相应加大。5)本工程现场焊接主要为钢管桁架的拼装焊接、钢管对接焊接等,焊接位置较为困难,不利于保证焊接质量。
2 焊接材料及焊接设备
2.1 焊接材料选用
本工程的钢材材质主要为Q345GJC和Q345B。根据焊接方法的不同,焊材选择见表1。

表1 焊材选择
保护气体为 CO2,纯度 99.98%(露点不大于-40℃),焊接材料采用氢含量较低的焊材。焊接材料的选用原则与母材强度等强,焊接不同类别的钢材时,选用与强度级别较低母材相匹配的焊材。
2.2 焊接及相关设备
现场主要焊接设备见表2。

表2 现场主要焊接设备
3 焊工资质及培训
3.1 焊工资质
1)焊工应具有相应的合格证书,并在有效期内。2)焊工应具备全位置焊接水平。3)严禁无证上岗,或者低级焊高级别。
3.2 焊工培训
1)焊工技术培训。对所有从事本工程焊接的焊工进行技术培训、考核,主要根据焊接节点形式、焊接方法、焊接操作及焊工位置,以达到工程所需的焊接技能水平。2)高空焊接技术培训。由于工程结构高度很高,在高空环境下,对焊工的素质提出了更高的要求。所以还必须有针对性的进行高空焊接培训,从而适应现场环境的需要,提高焊接质量。
4 焊接工艺
4.1 定位焊
1)应距设计焊缝端部30 mm以上,焊缝长度应为50 mm~100 mm,间距应为400 mm~600 mm。2)正式焊接开始前或正式焊接中,发现定位焊有裂纹,应彻底清除定位焊后,再进行正式焊接。3)对于焊接垫板,在构件固定端的背面定位焊。当两个构件组对完毕,活动端无法从背面点焊,应当在坡口内定位焊,当预热温度达到要求时,采用定位焊顺序为从坡口中间往两端进行,以防止垫板变形。
4.2 焊接预热、层间温度和焊接环境
1)对于厚度大于36 mm的低合金钢应采用焊前预热和焊后热处理措施,预热及焊后热处理的温度应根据焊接工艺试验评定报告确定。要平衡加热量,使焊接变形和收缩量减少。本工程厚板焊接焊缝适用的焊接预热温度和层间温度按JGJ 81-2002,GB 50205-2001和JB/T 4709-2000规定执行。2)焊接接头两端板厚不同时,应按厚板确定预热温度;焊接接头材质不同时,按强度高、含碳量高的钢材确定预热温度。3)厚板焊前预热及层间温度的保持优先采用电加热器,板厚25 mm以下也可用火焰加热器加热,并采用专用的接触式热电偶测温仪测量。4)预热的加热区域应在焊缝两侧,加热宽度应各为焊件待焊处厚度的1.5倍以上,且不小于100 mm;预热温度可能时应在焊件反面测量,测量点应在离电弧经过前的焊接点各方向不小于75 mm处,圆管杆件对接时不能在焊件反面测量,则应根据板厚不同适当提高正面预热温度,以便使全板厚达到规定的预热温度;当用火焰加热器时正面测量应在加热停止后进行。5)焊接返修处的预热温度应高于正常预热温度50℃左右,预热区域应适当加宽,以防止发生焊接裂纹。6)层间温度范围的最低值与预热温度相同,其最高值应满足母材热影响区不过热的要求,焊接层间温度低于250℃。7)预热操作及测温人员须经培训,以确保规定加热制度的准确执行。8)有焊后消氢热处理要求时,焊件应在焊接完成后立即加热到300℃~350℃。保温时间根据板厚按每25 mm板厚不小于0.5 h且不大于1 h确定,达到保温时间后用岩棉被包裹缓冷。其加热、测温方法和操作人员培训要求与预热相同。9)相对湿度80%以上,或因降雨、雪等使母材表面潮湿及大风天气(风速大于8 m/s),不得进行露天焊接;但焊工及被焊接部分如果被充分保护且对母材采取适当处置(如加热、去潮)时,可进行焊接。10)当采用 CO2半自动气体保护焊时,环境风速大于2 m/s时应采用适当的挡风措施或采用抗风式焊机。
4.3 焊接顺序
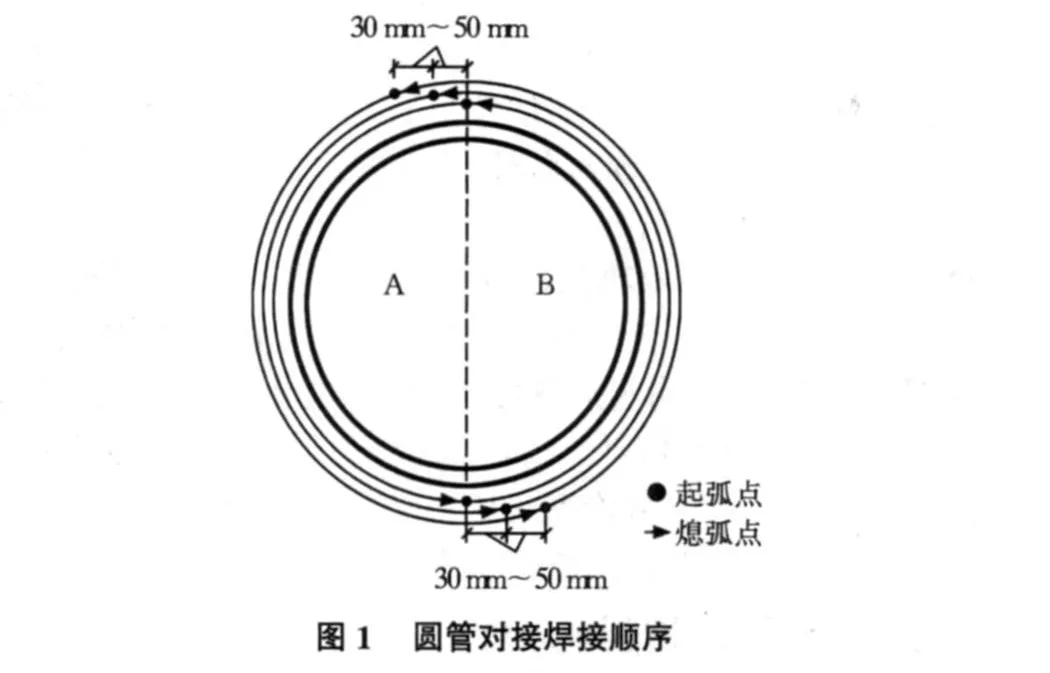
1)先焊主弦杆管与管之间的对接焊缝;2)再焊斜腹杆与主弦杆的相贯焊缝、腹杆与腹杆的对接焊缝;3)焊完一条后再转入另一条焊接,同一管子的两条焊缝不得同时焊接;4)焊接时应由中间往两边对称跳焊,防止扭曲变形(见图1)。
4.4 典型焊缝的焊接工艺
4.4.1 管—管对接
每条环焊缝由两名焊工对称施焊;采用多层多道焊;根部用φ 2.5 mm或φ 3.2 mm 焊条打底焊1层~2层,其他用φ 4 mm 或φ 5 mm焊条填充、盖面。
4.4.2 相贯口焊接
相贯焊缝应对称施焊,多层多道焊;熔透部位采用φ 2.5 mm的焊丝打底,或直接采用手工电弧焊φ 2.5 mm或φ 3.2 mm焊条打底,但要确保单面焊双面成型,其他采用φ 4 mm或φ 5 mm焊条填充、盖面;一个节点往往有多条相贯焊缝,焊缝集中。一条相贯焊缝焊接完毕冷却后,再焊相邻的相贯焊缝,以防止应力集中,减小焊接变形。焊接时,应先焊坡口大,变形大的区域,对于Y形节点,先焊A,D区,后焊C,B区,且先焊趾部再焊根部。T形节点先焊趾部,后焊侧边。
4.5 焊后处理
焊后处理包括后热及消氢处理,后热温度一般为150℃~250℃,消氢温度则是在300℃~400℃,加热好后保温一段时间。目的都是加速焊接中氢的扩散逸出,消氢处理比后热处理效果更好。根据以往工程的经验,对于一般拘束接头可采用焊后缓冷措施,不会产生氢致延迟裂纹。
4.6 焊缝质量检查
1)焊接过程中检查。在施焊过程中,焊接人员应时刻注意焊缝成型质量,并做出相应调整。经常检查焊接相关设施参数,若发现焊缝成型不够理想应立即做出调整,并报告现场焊接负责人。
2)外观检验。焊接完成后,首先清理表面的溶渣及两侧飞溅物,待焊缝冷却到环境温度后进行焊缝检验,Q345级钢材应以焊接完成24 h后检查结果作为验收依据。检验方法按照GB 50205-2001钢结构工程施工质量验收规范及JGJ 81-2002建筑钢结构焊接技术规程执行。
3)无损检验方案。本工程设计焊缝均要求与母材等强,焊缝质量应符合JGJ 81-2002建筑钢结构焊接技术规程的质量标准;一级焊缝需100%进行超声波探伤,二级焊缝20%进行超声波探伤。
4.7 缺陷修复和矫正
1)焊缝表面缺陷超标时对气孔、夹渣、焊瘤、余高过大等缺陷应用砂轮打磨、铲凿、钻、铣等方法去除,必要时进行补焊,对焊缝尺寸不足、咬边、弧坑未填满等进行补焊。焊缝或母材上的裂纹:用磁粉检查法或渗透法确定裂缝的大小,然后用碳弧气刨刨掉裂纹,重新焊接。2)经NDT检查的内部超标缺陷进行返修时应先确定位置,编写返修方案并将返修方案及时上报监理。3)返修前先用砂轮和碳弧气刨清除缺陷,缺陷为裂纹时气刨前应在裂纹两端钻止裂孔,并清除裂纹两端各50 mm长焊缝或母材。4)清除缺陷时刨槽加工成四侧边斜面角大于10°u30340X坡口,必要时用砂轮清除渗碳层,用MT,PT检查裂纹是否清除干净。5)补焊时应在坡口内引弧,熄弧时应填满焊坑,多层焊的焊层之间接头应错开。当焊缝长度超过500 mm~800 mm时,应采用分段退焊法。6)返修部位应连续焊成,如中断焊接时应采取后热、保温措施,再次焊时应用MT,PT确认无裂纹时方可焊接。7)补焊预热温度应比正常预热高。根据工程节点决定优选焊接工艺,如:采用低氢焊接材料和方法,后热处理等。补焊应用直径不大于4.0 mm的低氢型焊条,此时提高预热温度50℃。8)焊缝正反面各作为一个部位,同一部位返修不宜超过两次。9)对两次返修仍不合格的部位应认真查找原因,重新编写返修方案,经本单位工程技术负责人审核并报监理,审批认可方可执行。10)因焊接产生变形的构件,应用机械方法或火焰加热法进行矫正,热矫正温度不应超过900℃,热机械共用的矫正方法应避免200℃~400℃的蓝脆温度区,加热后应缓慢冷却至室温,严禁用水急冷。11)返修焊接应填报施工记录及返修前后无损检测报告,作为工程验收及存档资料。
5 焊接作业安全注意事项
1)焊工必须持有安全操作证方可上岗。2)上岗前焊工要接受安全交底。3)焊工应穿戴好劳防用品。4)焊机接地要良好,防止触电事故发生。5)作业前对脚手架、操作平台等临时设施进行检查,确保安全可靠后方可上人作业。6)高空作业要系好安全带,高挂低用。7)高空作业不得往下丢焊条头等杂物。8)作业区不得有易燃、易爆物品,防止火灾、爆炸发生。9)焊接完后及时关闭焊机开关,将焊钳放在绝缘物品上或悬挂起来,不得与构件接触。10)多人操作时,应采取有效措施防止弧光的伤害。11)焊后将焊缝表面熔渣及焊缝附近的飞溅物清除干净,将焊条头等杂物清除干净,保证作业区的整洁。
[1] 张 琳,王兴德.钛管焊接施工技术[J].山西建筑,2009,35(28):138-139.



