姚 远
(中铁山桥集团有限公司,河北秦皇岛 066205)
1 工程概况
某跨海大桥工程桥梁全长8.555 km,主要由北汊北引桥、北汊主桥、北汊南引桥、海门岛立、南汊桥等组成。其中南汊主桥及北汊主桥均为双塔斜拉桥,两桥主桥桥塔锚索区域均为钢锚梁、钢牛腿结构。两主桥钢锚梁、钢牛腿结构形式基本相同,本文仅以此跨海大桥南汊主桥桥塔钢锚梁、钢牛腿为例对制造技术进行研析。
大桥分为南塔、北塔共计44节钢锚梁,每节钢锚梁对应2个钢牛腿,另外还有8个处于混凝土预埋段的牛腿,南北两塔共96个钢牛腿。详见图1钢锚梁整体布置图。
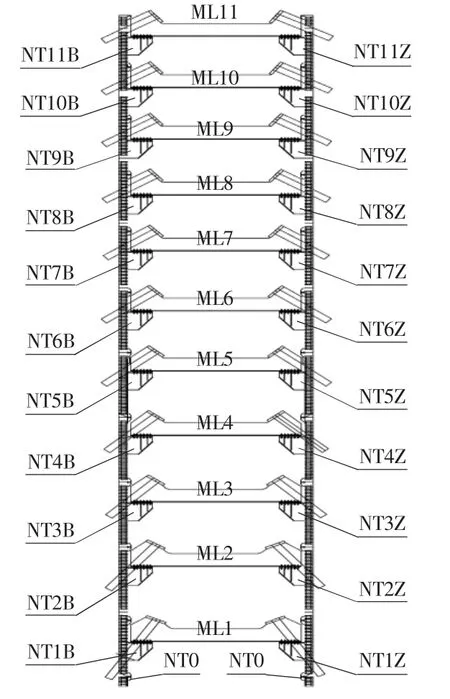
图1 钢锚梁整体布置图
2 钢锚梁、钢牛腿的结构特点
钢锚梁宽度为1 352 mm,长度为5 200 mm,由于锚索角度不同,钢锚梁高度尺寸在1 193mm~1 291mm之间。钢锚梁为箱形结构,主要由锚腹板、底板、锚垫板、锚下加劲板、锚梁加劲板、隔板、锚梁顶底板组成,锚腹板与锚垫板之间连接面的角度为钢锚梁几何尺寸的控制重点,如图2所示。
钢牛腿是钢锚梁的支承结构,每根钢锚梁通过四氟板直接支承在一对钢牛腿座板上。钢牛腿由座板、预埋钢板、托架、连接脚等组成。钢牛腿长宽尺寸为1 392 mm×1 060 mm,高度尺寸在2 600 mm~3 500 mm间。钢牛腿座板板厚40 mm,顶面密布4 mm深,直径60 mm的圆形凹槽,用来镶嵌圆形聚四氟乙烯板。座板两侧各设置5个φ24×32椭圆孔,采用M22螺栓与钢锚梁连接,如图3所示。
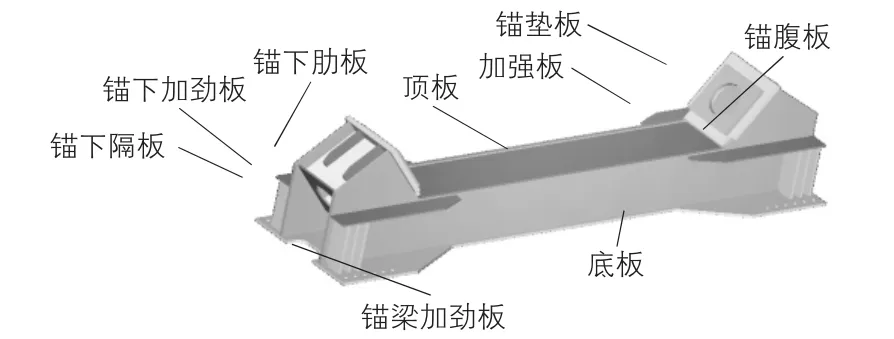
图2 钢锚梁示意图
3 加工制造的关键工艺及控制要点
钢锚梁、钢牛腿作为空间索面传力的承载结构,制造中必须要保证各零件下料的精确性,特别是需要通过对锚腹板精确加工,确保锚垫板组装位置精度,从而保证锚点位置及锚索角度精度。本桥制造过程中主要采取以下控制措施。
3.1 钢锚梁、钢牛腿制造的关键工艺及控制要点
3.1.1 钢锚梁制造
1)零件制造的关键工艺。
钢锚梁锚腹板机加工、整体组焊是钢锚梁制作的关键工序,重点控制的项点是:锚腹板加工精度、钢锚梁组装时两个锚点的位置及角度精度。为此采取了以下工艺措施:
锚腹板成切下料后,同一根钢锚梁的两块锚腹板必须合摞精确划线,并且用合摞机加工,以保证两块锚腹板相对尺寸的一致性,如图4所示。
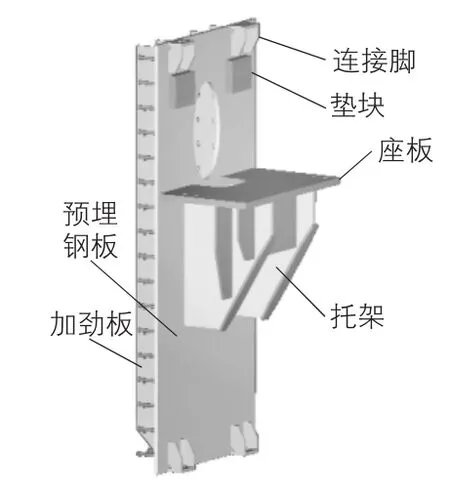
图3 钢牛腿示意图
图4 锚腹板相对尺寸一致图
钢锚梁的组装在平台上进行,组装两个锚腹板时除用隔板保证箱体宽度外,还应严格控制两锚腹板纵向相对不错位。
主要焊缝施焊后,检查两拉索中心线角度及两个锚头锚点间距,超差时及时修整合格。
为避免钢锚梁组焊后修整带来的误差,钢锚梁箱体组焊完成并修整合格后再用钻孔样板钻制底板栓孔。
2)组装及焊接的关键点。
合理的组装和焊接顺序能够最大程度的减小焊接变形和焊接残余应力的产生,为此制定了详细的焊接工艺规程,由于钢锚梁焊缝均采用坡口较大的熔透焊接,焊接变形和焊后残余应力是不可忽视的,因此在焊接过程中除采用变形较小的CO2保护焊对称施焊外,还要边焊接边修整,即每焊接3道~4道焊缝以后进行一次火焰修整,以减小焊接变形和焊后残余应力的产生。
3)整体组焊过程及控制要点。
钢锚梁整体组焊过程如图5所示。
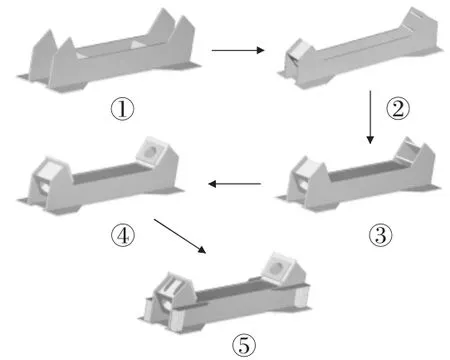
图5 钢锚梁整体组焊流程图
a.将底板置于平台上,划底板纵向、横向中心线,按线组装隔板,然后以隔板为内胎,以底板及锚腹板的横向中心线为基准组装两个锚腹板,确保两个锚腹板沿纵向不错位。焊接隔板焊缝,然后焊接锚腹板与底板的箱内主焊缝。
b.以锚腹板已有的拉索中心线为基准在锚腹板上划出锚下加劲板组装位置线,并将锚下加劲板一头与锚腹板的锚垫板侧对齐,用平尺检测锚垫板侧的锚下加劲板与锚腹板组成的箱口平面,不得错台。焊接锚下加劲板,焊缝无损检验合格后,组装焊接锚下隔板并无损检测锚下隔板与锚腹板的焊缝。
c.组装顶板并完成钢锚梁箱体外的四条主焊缝焊接。
d.两层锚垫板以圆孔为中心划十字线,先将两层锚垫板组焊并修整后,再将锚垫板按线组装到钢锚梁箱体上并完成焊接。
e.组装钢锚梁各加劲板并完成焊接。修整合格后,以锚点为基准立体划线,用钢锚梁整体钻孔样板钻制底板栓孔,从而保证钢锚梁的安装位置精度。钻孔后以栓孔为基准划线机加工钢锚梁两头,保证梁长尺寸精度。
3.1.2 钢牛腿制造的关键工艺及控制要点
钢牛腿制造中主要控制项点包括预埋板与座板的垂直度、座板的平面度、座板顶面到预埋板锚索孔中心的高度及座板顶面与预埋板两端的距离等。零件尺寸精度通过机加工保证,钢牛腿整体尺寸精度在组焊完成后通过整体加工保证。
1)组焊座板单元,将座板与各加劲板、内撑板组焊为整体单元,修整合格。组焊加劲板以及内撑板都以座板孔为基准划线组焊。组焊图见图6。
2)将座板单元与预埋板组焊,以椭圆孔长短轴为基准划线组装,重点保证水平板上面与椭圆孔中心的位置及横向位置精度,焊接探伤。组焊图见图7。
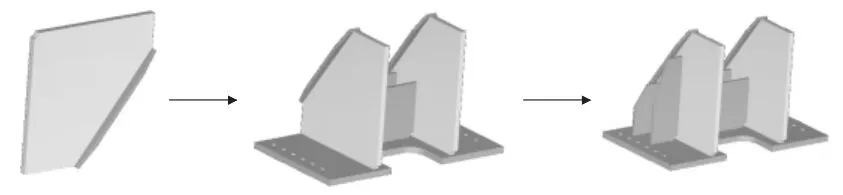
图6 座板单元组焊图

图7 座板单元与预埋板组焊图
3)组焊其余零件:划线组装连接脚、垫块、预埋板加劲肋、剪力钉等零件,组装时以座板上水平面及椭圆孔长轴为组装基准。
以座板上平面为基准,划线加工钢牛腿两头(含连接脚),确保钢牛腿整体高度。
3.2 预拼装精度控制
1)确认每次参加预拼装的钢锚梁及钢牛腿杆件号及顺序号无误后,方可开始预拼装。预拼装时注意区分钢锚梁的主跨侧与边跨侧,保证各节段的主跨侧与边跨侧方向一致。
2)对拼装后的钢牛腿壁板直线度进行检测,用塞尺检测拼接口的密贴率。如果超差,调整后复测,直至合格为止。
3)在摆放的同时,用冲钉进行定位,冲钉数量不得小于制造规则的要求。
4)每拼装2个~3个节段应暂时停止,并对主要项点进行检测。从而避免拼装误差较大时的误差累积。
5)预拼装主要尺寸允许偏差按表1执行。
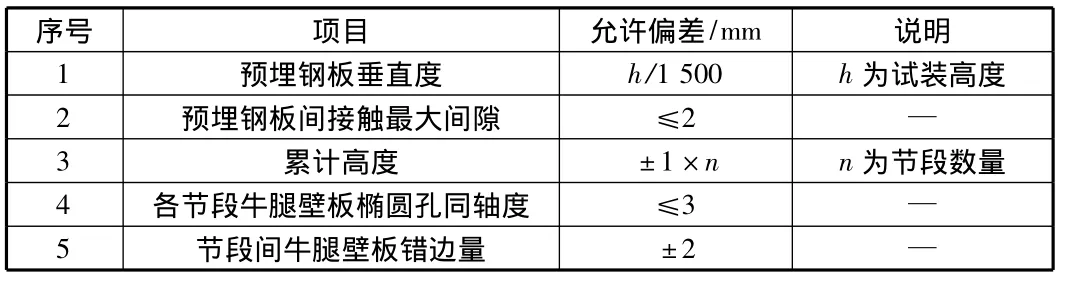
表1 预拼装主要尺寸允许偏差表
4 结语
钢锚梁、钢牛腿的制造,是总结和改进了以往生产钢锚梁的制造经验,在制造的过程中加强了对于加工和组装精度的控制,设计了专用工装平台,同时制定了合理的焊接顺序和焊接参数,这些都对控制钢锚梁、钢牛腿尺寸精度、减小焊接和修整变形、提高单元生产以及整体组装效率起到了非常重要的作用。实际生产表明,钢锚梁、钢牛腿的制造工艺能够满足设计规范要求,达到了预期目标。
[1]郭忠宁.斜拉桥常见拉索钢牛腿与混凝土牛腿的比较[J].山西建筑,2012,38(12):220,265.



