张 立 伟
(中国石油天然气股份有限公司川庆钻探工程有限公司长庆固井公司特车修理厂,陕西 高陵 710200)
论树脂螺旋滚轮扶正器装配工艺的改进
张 立 伟
(中国石油天然气股份有限公司川庆钻探工程有限公司长庆固井公司特车修理厂,陕西 高陵 710200)
主要对长庆固井公司特车修理厂总成车间树脂螺旋滚轮扶正器滚柱及销轴装配工艺进行了改进,针对改进装配工艺中存在的问题,根据相关装配要求,制定了具体的解决方案,达到了简化装配操作、缩短装配时间、提高生产效率的效果。
装配,工艺,改进,滚轮
0 引言
工艺是劳动者利用生产工具对各种原材料、半成品进行增值加工或处理,最终使之成为制成品的方法与过程。装配是制造过程中的最后阶段,是决定产品质量的关键环节[1]。装配工艺是将原材料、各模块或组件按照某种特定的装配原则、明确的标准及规范要求并使用必要工装、夹具、设备、仪器而装配在一起,以实现或达到产品指定的要求或性能的过程。针对不同的产品,其装配工序不同[2]。装配工艺是决定产品性能和制造周期的关键环节之一[3],装配工艺规程是指导装配工作的件[4]。工艺管理是企业管理的重要基础工作[5],是稳定提高产品质量降低消耗,增加经济效益,发展生产的重要手段和保证[6]。加强工艺管理,是提高产品质量、降低生产成本、提高劳动生产率的可靠保证[7]。在油、气固井作业过程中通常会使用套管扶正器,可减少套管磨损,使套管居中,提高固井质量[8]。树脂螺旋滚轮扶正器为常用的套管扶正器,主体材料为MC尼龙,强度高、刚度大、韧性好、低蠕变、耐磨耗、化学稳定性好,其机械强度几乎比一般尼龙高1.5倍[9]。虽然尼龙无毒[10],但在焊接过程中会产生刺激性气味。本文针对树脂螺旋扶正器的现场装配工艺进行改进,缩减所需时间,降低焊接尼龙时对人体的影响。
1 基本概况及工艺改进
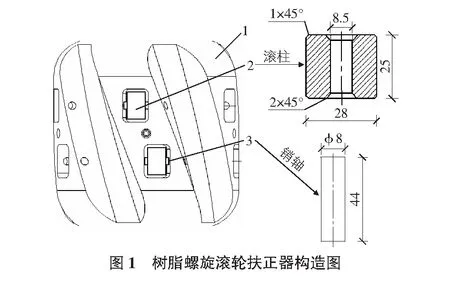
生产树脂螺旋滚轮扶正器(见图1)进行装配滚柱和销轴作业时,需要通过使用尼龙焊接固定滚柱和销轴,操作复杂,作业时间长,生产效率低,有损员工的健康。
基于上述原因我们改进树脂螺旋滚轮扶正器滚柱和销轴的装配工艺,采用胶水进行粘固作业,代替尼龙管焊接作业,使装配滚柱和销轴的复杂流程简单化,缩短作业时间,提高加工效率,同时消除对员工健康的影响。
2 改进装配工艺考虑的问题
1)产品外观规则,无裂痕和毛刺。
根据川庆钻探工程有限公司企业标准Q/67579579—6.434—2011树脂刚性螺旋滚柱扶正器,“产品外观规则,无裂痕和毛刺”是对产品质量合格的严格界定,能够减少井下作业时扶正套管过程中所受阻力,保证批量产品规范化以及标准化,因此树脂螺旋滚轮扶正器在改进装配工艺以后必须满足“产品外观规则,无裂痕和毛刺”。
2)扶正力,本体变形量。
根据川庆钻探工程有限公司企业标准Q/67579579—6.434—2011树脂刚性螺旋滚柱扶正器,“扶正力≥28.55 kN,本体(图1中1)变形量≤2%”是对产品质量合格的严格界定,保证产品对套管有足够的扶正力,同时在扶正过程中本体承受压力时依然保持圆形,减少随套管下入时的阻力,因此树脂螺旋滚轮扶正器在改进装配工艺后必须满足“扶正力≥28.55 kN,本体变形量≤2%”。
3)滚柱转动灵活,产品牢固。
根据川庆钻探工程有限公司企业标准Q/67579579—6.434—2011树脂刚性螺旋滚柱扶正器,“滚柱转动灵活,产品牢固”是对产品质量合格的严格界定。“滚柱转动灵活”保证产品在套管下入过程中滚柱转动灵活,将滑动摩擦转变为滚动摩擦,减少套管下入时的阻力;“产品牢固”保证产品在套管下入过程中,滚柱和销轴可以牢固可靠,不散落。因此树脂螺旋滚轮扶正器在改进装配工艺后必须满足“滚柱转动灵活,产品牢固”。
4)装配时间。
装配时间在产品生产时间中起着重要作用,直接影响整个产品的生产时间,产品装配时间长短直接影响产品的生产时间长短,影响着产品的生产效率,是决定装配工艺是否合格的重要因素,是改进装配工艺时必须考虑的因素。
5)手工劳动量。
手工劳动量对装配的影响作用巨大,手工劳动量大,操作复杂,劳动强度大时,直接制约产品的装配速度,影响产品的加工效率,因此手工劳动量是决定装配工艺是否合格的重要因素,是改进装配工艺时必须考虑的因素。
6)装配成本。
装配成本在整个生产成本中占有很大比例,具有重要影响,因此装配成本是影响装配工艺是否合格的重要因素,是改进装配工艺时必须考虑的因素。
3 装配要求
1)产品质量得到保证。
“产品外观规则,无裂痕和毛刺;扶正力≥28.55 kN,本体变形量≤2%”要求都是树脂螺旋滚轮扶正器壳体必须满足的条件,与滚柱及销轴装配工艺过程无关;滚柱和销轴装配工艺必须满足“滚柱转动灵活,产品牢固”。
2)装配时间短。
装配时间长就会延长产品的生产时间,进而降低产品的生产效率。
3)手工劳动量小。
手工劳动量大就会使操作复杂,操作人员操作复杂,使产品质量受到影响,生产速度降低。
4)装配成本低。
装配成本高会提高产品生产成本,使利润降低。
4 解决方案
4.1 装配工艺的改进
经过认真探索、现场调研,我们采用胶水对滚柱及销轴进行粘固。
4.2 方案设计
通过对市场上的胶水进行认真筛选,选取如图2所示针对尼龙的得力7148 AB万能胶和图3所示U-PVC特级胶对树脂螺旋滚轮扶正器的滚柱和销轴进行粘固测试。

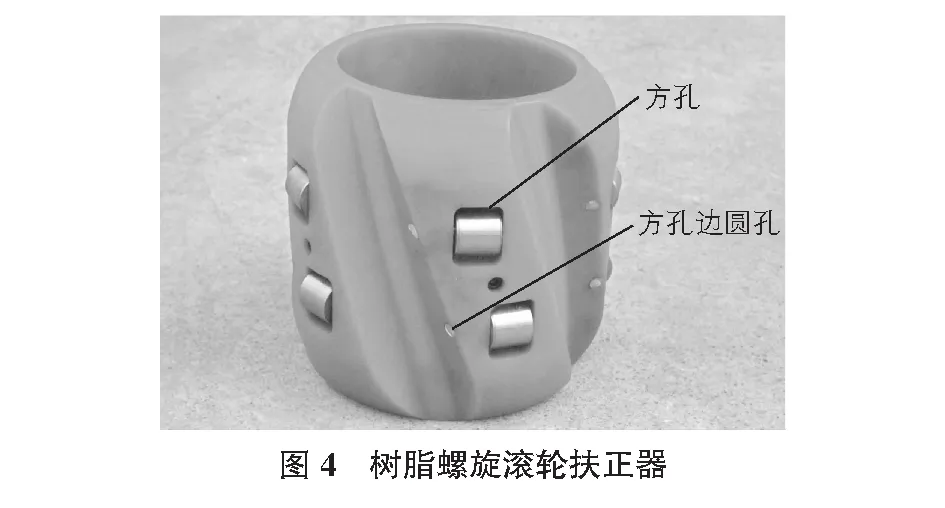
方案1:将滚柱放进方孔中,用手扶住,将销轴从方孔边圆孔敲进,穿过滚柱镶进本体中(见图4);在直径8 mm的尼龙棒上均匀涂抹7148 AB万能胶,将尼龙棒敲进方孔边圆孔中;并将尼龙棒多余部分砸断。
方案2:将滚柱放进方孔中,用手扶住,将销轴从方孔边圆孔敲进,穿过滚柱镶进本体中;在直径8 mm的尼龙棒上均匀涂抹U-PVC胶粘剂,将尼龙棒敲进方孔边圆孔中;并将尼龙棒多余部分砸断。
4.3 方案评估
分别采取方案1,方案2各装配了10只树脂螺旋滚轮扶正器。
方案1:装配的扶正器由于7148 AB万能胶凝固时间太短,尼龙棒粘固不牢,滚柱及销轴易掉落,无法满足质量要求。
方案2:装配的扶正器尼龙棒粘固牢靠,滚柱及销轴固定牢靠,满足质量要求;每只扶正器的装配时间只有4 min,满足装配时间要求;不需要焊接尼龙棒,劳动强度低,操作简单,满足手工劳动量小的要求;每瓶U-PVC胶粘剂8元,可以粘贴50只树脂螺旋滚轮扶正器,满足装配成本低的要求;方案2满足了工艺改进的所有要求。
5 对比
在改进工艺前,进行滚柱及销轴的装配作业时,要进行如下步骤:
1)将滚柱放到方孔中,用手稳住;
2)将销轴从方孔边圆孔敲进,穿过滚柱,镶进壳体中;
3)将尼龙棒用塑料焊枪焊接到方孔边圆孔中;
4)将焊接外部多余的尼龙清理干净;
5)刷漆处理,使焊接部位与扶正器其他部位颜色相同。
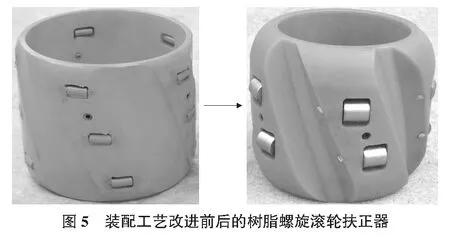
焊接每只扶正器需要20 min,操作复杂,劳动强度大,刷漆及焊接产生刺激性气味,影响员工的健康。装配工艺改进前的树脂螺旋滚轮扶正器如图5所示。
改进工艺后,对树脂螺旋滚轮扶正器工件进行装配作业时,仅需进行以下步骤:
1)将滚柱放到方孔中,用手稳住;
2)将销轴从方孔边圆孔敲进,穿过滚柱,镶进壳体中;
3)在直径为8 mm尼龙棒上均匀涂抹U-PVC特级胶粘剂;
6 结语
本次对于树脂螺旋滚轮扶正器装配工艺的改进,缩短了树脂螺旋滚轮扶正器装配时间,将原来需要的20 min缩减为4 min,简化了操作,不再采用难度较大的焊接作业,不需要清理尼龙,不再需要刷漆处理,消除了刷漆与焊接产生的异味对操作员工健康的影响,同时采用胶水与尼龙棒与孔的过盈配合的结合,有效保证装配作业的加工质量。
[1] 张德荣.科研产品的装配工艺及工艺管理[J].机电设备,2007(5):39-40.
[2] 席瑞萍.风电机组主轴及轴承座装配工艺质量控制[J].中国重型装备,2013(11):65-66.
[3] 钱红梅.重型机械装配工艺设计方法研究及应用[D].重庆:重庆大学,2008.
[4] 王陆军.变速器装配工艺规程概述[J].现代零部件,2014(10):21-23.
[5] 丁晓东.加强企业的工艺管理工作[J].机械工业标准化与质量,2007(8):113-114.
[6] 李春玉.论工艺管理的重要性[J].资治文摘,2010(15):49-50.
[7] 夏建中.工艺管理的实践与认识[J].纺织器材,2002(7):17-18.
[8] 李定先.使用套管扶正器提高固井质量[J].钻采工艺,1990(3):51-52.
[9] 杨明贵.铸型MC尼龙的性能及其应用[J].工程机械,1991(12):88-89.
[10] 文 祥.MC尼龙的性能和应用[J].江西铜业工程,1999(13):63-64.
Improvement on resin spiral roller centralizer assembly process
Zhang Liwei
(PetroChinaCo.,LtdChuanqingDrillingEngineeringCo.,LtdChangqingCementingCompanySpecialCarRepairFactory,Gaoling710200,China)
The main characteristics improved Changqing cementing company car repair factory assembly workshop resin spiral roller centralizer roller and a pin shaft, according to the existing problems in improvement assembly process, according to relevant assembly requirements, developed specific solutions, to simplify the assembly operation and shortens the assembly time and improves the production efficiency.
assembly, process, improvement, roller
2015-01-30
张立伟(1989- ),男,助理工程师
1009-6825(2015)10-0217-03
TE925.2
A



