许 峰
(太原市热力公司,山西 太原 030001)
谈长输供热管道的电预热施工
许 峰
(太原市热力公司,山西 太原 030001)
介绍了长输供热管道电预热的工艺原理,从工作坑开挖、一次性补偿器焊接、温度传感器安装、预热设备与管道连接等方面,阐述了管道电预热施工要点,指出电预热具有安全性高、灵活性强、经济效益显著等优势。
管道,电预热,温度传感器,工作坑
1 工艺原理
管道电预热主要用于直埋的预制保温钢管的预热,通过给保温钢管施以低电压、高电流的直流电,将钢管加热,温度一般为设计温度的1/2,使钢管受热伸长(管道在通电受热和正式运行中受热时,会同时产生轴向和径向的热胀冷缩变形,通常情况下管道的长度远大于管径,故径向变形予以忽略,只考虑沿轴向的变形),当达到设计的伸长量之后,对钢管进行锁定,锁定方法主要靠管腔的回填土、管顶的覆土产生的摩擦力,以及预热段两端点的管道弯头产生轴向拉力。
通过以上方法使供水管道预先承受一定的拉应力,当管线正式运行并且升温到管道预热温度时,管道应力为零,当升温至工作温度时,管道的压应力将小于许用应力,故可不用补偿器而正常工作,又可避免管道正式运行过程中因温度应力过大而出现超量的变形,以及对相应结构可能产生的破坏。
2 电预热特点
1)安全性高:施工采用安全电压,符合本质安全的管理理念。
2)灵活性强:电预热相对热水预热和热风预热方式,预热段的设置灵活性强,升温快,预热设备占地面积小。
3)可操作性强:需专门为预热安装的设备少且操作简单,电预热只需要在管道上焊接触点螺栓,不需安装专用的阀门、堵头以及大量的附属管件。
4)经济效益显著:这种安装方式可以取消管网中的大部分补偿器和检修小室,避免经常检修,施工工期较短,节省了建设费用的同时降低了施工单位的成本以及运行单位的后续检修费用。
5)节约能源:大管径主管道用热水预热需浪费大量的水资源,而电预热则相对浪费很小,符合现代建筑施工节能的理念。
3 施工工艺流程及操作要点
3.1 施工工艺流程
工作坑开挖→一次性补偿器第一次焊接→焊接触点螺丝杆安装温度传感器→设置观测标尺线→连接预热设备与管道→通电加热管道并记录预热过程的参数→恒温观测龙口变化→对比实际伸长量与理论伸长量→龙口稳定时短管下料焊接→一次性补偿器第二次焊接→管顶覆土回填压实→断电,检查管道及设备焊缝的质量→拆除连接电缆和短接电缆→接口保温和防腐层施工→工作坑回填压实。
3.2 操作要点
1)工作坑开挖。按照方案确定的位置、尺寸和边坡在供水管上部开挖工作坑,并设好坑边的截水沟,防止雨水流入基坑,同时做好工作坑周边的防护设施和警示标志。
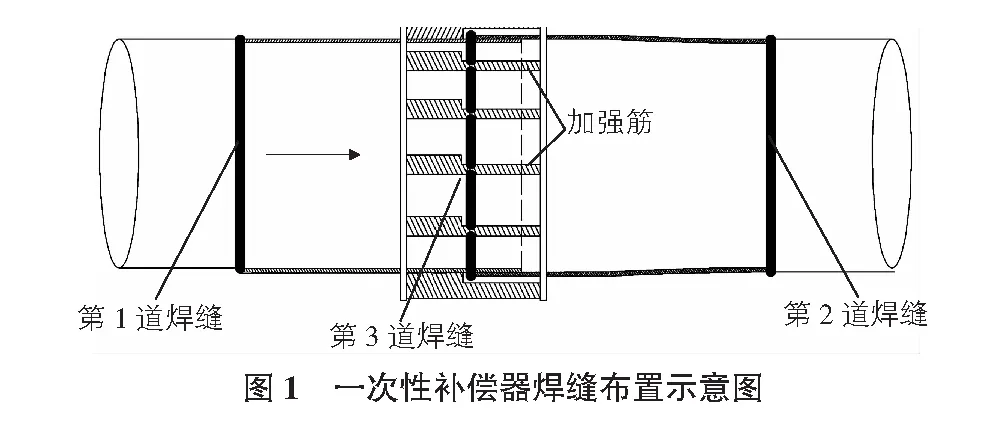
2)一次性补偿器第一次焊接。待工作坑开挖完成后切割直管形成补偿器及短管龙口,然后打磨切除后的钢管坡口,在切割的位置安装一次性补偿器,补偿器的安装方向必须符合其上的介质流向标志,不得装反。补偿器的两端端口与保温直管焊接好,而中部芯管与外管的焊缝不焊,留待预热恒温阶段再焊,焊接过程中需保证补偿器的芯管和外管之间无卡阻现象,使补偿器可以自由伸缩(见图1)。
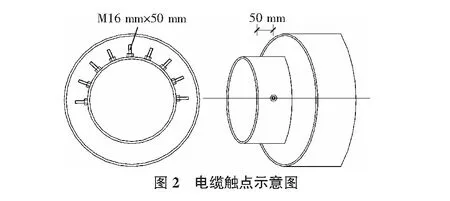
3)焊接触点螺丝杆。预热前在补偿器与钢管连接部位及预热端两头龙口,钢管上半圆周各均匀分布焊接30个预热电缆接触点螺丝杆,必须满焊。待预热完成后全部割除(见图2)。
4)安装温度传感器。安装温度传感器:在保温管上距离管端(放置预热设备端)向内12 m处的塑料外壳上开口,以安装传感器,必须将传感器探头紧密贴合并固定在钢管表面。预热完毕开始回填时,与其他部位保温同时进行,保证管道的保温对以后运行温度无问题。
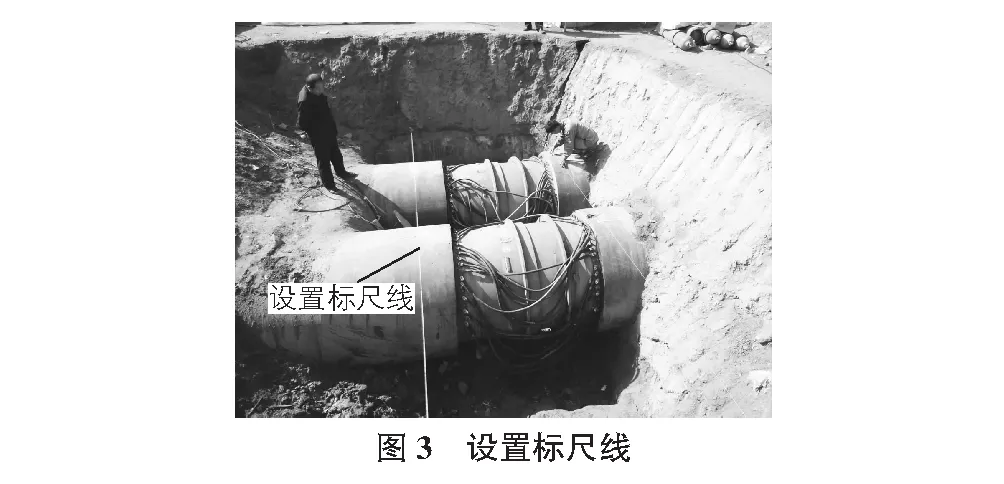
5)设置观测标尺线。一共设置四处观测标线,分别位于两个补偿器的伸缩位置和两个龙口的预热端头内侧各500 mm处,材料可用普通的工程线,但线的两端头必须用木桩牢固的打入基坑侧壁中,预热过程中标线如有损坏,必须及时准确恢复。相应管道的保护层表面涂刷白色标记,并固定一段刻度尺,使其零点与标线齐平。记录时,读取白色标记相对于标线的位移,即为某段管道的伸长量(见图3)。
6)连接预热设备与管道。预热设备与管道连接的电缆,以及补偿器的短接电缆,必须用铜质的线鼻子依靠螺母压紧连接,并由专业电工进行操作。
7)开机通电加热管道并记录预热过程的参数。预热设备开机供电,持续加热供热管道。开机时,记录开机时间、初始温度。升温预热过程中,必须按照方案要求,定时记录有关的施工参数(具体参数保密),形成的记录应由观测人员和技术负责人签字存档。根据升温的速度适时调整预热机械的工作参数,保证管道在预定的时间达到目标温度,并尽可能保持管道均匀受热升温和伸长。
8)恒温观测龙口变化。保温管的预热目标温度依据设计规定,一般取工作温度的一半。当达到预热目标温度时,停止升温,调整预热设备工作参数,使管道处于恒温状态。开始观测和记录龙口的大小变化情况,通常连续观测两小时,每小时观测不少于3次。所以,一般将预热恒温阶段尽可能调整在上午9点~下午4点间。当室外气温变化太快时,管道恒温不容易保证,龙口尺寸也往往处于开开合合的不稳定状态。因此,在恒温时段的观测,应延长观测时间、增加观测频率,掌握好龙口的尺寸变化规律,每次观测应测量管道圆周的相同部位。
9)对比实际伸长量与理论伸长量。设计方在预热前已计算好每个标线位置的理论伸长量,在恒温阶段将量取的实测值与理论值进行比对,相对误差一般控制在10%以内,如超差过大,应经设计确定是否调整预热温度。
10)龙口稳定时短管下料、焊接。龙口短管应在预热前进行初步加工,包括长度大致与龙口相当、一端坡口已加工妥当。当通过观测,确定在预热恒温阶段龙口比较稳定时,集中力量快速对短管进行精确的下料。为此,两处短管应同时施工,人员和机械不得混用。另外,由于恒温阶段,电流会引起磁力而影响焊接,故需要在断电的情况下焊接管道,并宜选在一天中气温最高时焊接,即使这样,仍需要“断电焊接”与“通电保温”间隔进行。
11)一次性补偿器第二次焊接。一次性补偿器芯管与外管的焊缝需在龙口稳定时,集中力量快速焊接。该焊缝是由外管的端面与芯管的外表面构成的角焊缝,因此预热前应充分打磨,以免影响焊接质量。该焊缝在焊接完成后立即进行无损检测,合格后抓紧焊接加强筋与芯管、外管之间的焊缝以及加强环板与芯管的环焊缝,焊接完成后,整个补偿器成为一个整体,不再伸缩、活动。
12)管顶覆土回填压实。在一次性补偿器和龙口短管焊接过程中,同步进行管顶覆土的回填压实。按设计要求,管顶覆土为1.5 m,回填的部分一般分两层,并且必须用压路机压实,压实度符合设计规定。
13)断电,检查管道及设备焊缝的焊接质量。因焊接过程中,管道可能处于收缩(个别情况是膨胀)状态,管道已有内应力存在,故特别要求加强焊缝的外观质量检查,外观检查合格后方可由专业人员进行焊缝的无损探伤检测。
14)拆除连接电缆和短接电缆。在对焊缝进行无损探伤检测合格前,为防止焊缝发生拉裂的现象,不允许拆除电缆,以备再次进行通电升温或保温。
15)接口保温和防腐层施工。确认所有焊缝合格后,方可进行接口保温和防腐层的施工。补偿器部位保温层施工备料要注意需加宽,因补偿器环板高度比保温层厚度大,故需在焊接紧固保护层前用木砖,以保证保温层覆盖环板。
16)工作坑回填压实。工作坑由于平面尺寸较小,不能采用大型机械压实,因此应采用小型机具和人工分层压实,管腔和管顶300 mm范围按设计选用中砂回填,中砂回填完成后在上铺设热力标识带,其余部分填料宜采用级配砂石,分层虚铺厚度不大于250 mm,压实后不大于150 mm。
4 质量保证措施
1)针对质量目标编制质量计划,明确管理职责和权限,使之有效实施。对质量目标进行层层分解,落实到各部门,落实到管理岗位。
2)建立完善的项目质量管理体系,加强项目管理,强化过程控制,确保质量管理体系的有效运行,最终保证质量目标的实现。
3)预热开始前确保管道内没有积水以及杂土。
4)从预热管段的两头开始回填,集中机械劳力回填,防止不能及时回填夯实,导致预热管段的回缩量过大。
5)关闭机器后确保在最短的时间内预热口短管完成焊接。
[1] 柳 剑,顾博文.现代化城市集中供热的现状、问题与改进[J].科技资讯,2011(1):76.
[2] 张连军.有关采暖管道外网直埋敷设问题的思考[J].科技致富向导,2012(5):56.
On electric preheating construction of long-distance heat-supply pipelines
Xu Feng
(TaiyuanThermalPowerCompany,Taiyuan030001,China)
The paper introduces the craft principle for the electric preheating of the long-distance heat-supply pipelines, illustrates its construction points from the excavation of the working pits, the welding of the one-off compensators, installation of the temperature sensor, and connection between the preheating equipment and pipelines, and points out the electric preheating is featured with higher safety, stronger flexibility, and obvious economic beneftis.
pipeline, electric preheating, temperature sensor, working pit
1009-6825(2017)13-0119-03
2017-02-24
许 峰(1983- ),男,工程师
TU833.12
A



