陈 军 (中铁四局集团市政工程有限公司,安徽 合肥 230000)
1 工程概况
盐城市新水源地及引水工程射阳支线一标段工程位于江苏省盐城市,工程起点盐龙湖增压泵站,终点射阳增压泵站,管线跨越两区两县,总长度39km。
施工方法以开槽埋管施工为主,过路、河流及成片鱼塘采用顶管法施工,过河沟采用倒虹或桥管工艺。其中管道明挖敷设共27km,顶管管道8km,桥管23座共1.4km,46处倒虹管共2.6km。管道规格型号为D1420钢管、D1520钢管、D1820钢管及DN1400球墨铸铁管,钢管材质为Q235B。
2 施工工艺
2.1 临时道路及管材运输
因城市水源地输水管道距离长,穿越大片农田。为减小农业土壤生态环境破坏,临时便道采用铺设钢板便道,减小环境污染,同时可以灵活周转,可大幅降低施工成本。
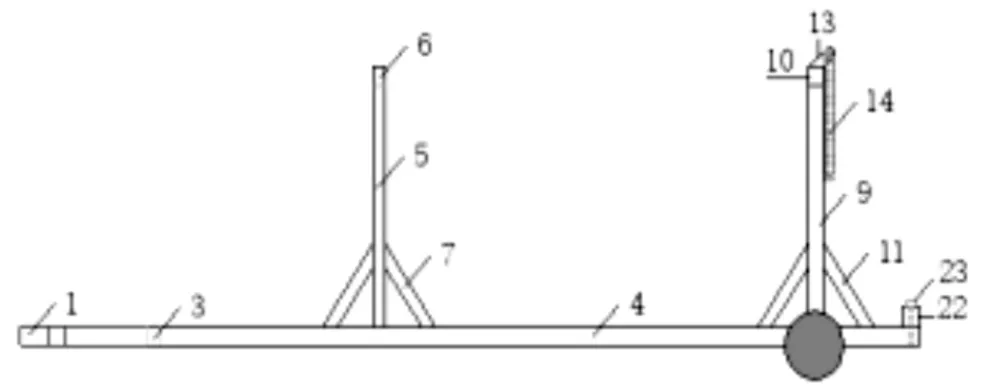
单节管道尺寸长度有6m、8.15m及12m,乡村道路及便道狭窄等级低,无法满足大型运输车辆进出,通过自行设计,制作一种长管道框架式运输载具工装,配合轮式拖拉机牵引设备,并辅以液压提升和卸载功能,使之提高农田地貌运输能力以及可独立完成管材自出库到现场卸管工作,保证了管材的及时供应。
2.2 管道安装
2.2.1 焊缝对口拼接
采用液压钢环式对口器代替传统焊接钢板块进行管口对接,能够大幅提高焊缝对口精度及对口定位效率。根据管径大小定制匹配的液压钢环式管道外对口器,管道就位后调整坡口间隙在2~4mm范围,安装液压千斤顶及夹紧箍。摇动把手收紧抱箍,条形卡扣密贴钢管外壁,同时挤压两侧管口,并逐渐将两侧管口校正齐平,消除错台,提高管道焊接对口的精度及效率。
2.2.2 管道焊接
为提高生产效率,引进全位置管道自动焊机进行管道焊接,对全位置自动焊接小车工作原理及实施条件,通过对设备的不断调试,确定一套满足自动焊接要求、符合焊接质量的功能参数,同时辅以焊机爬行轨迹的稳固措施,实现管道接口的自动焊接作业,以代替传统的人工焊接作业。采用全位置管道自动焊机,管道焊缝质量高,无损检测合格率可达98%,焊缝外观整齐平整。同时自动焊机焊接速度为手工焊的3倍。
2.2.3 钢管焊接安全挡风门架
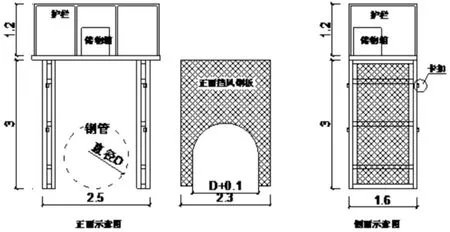
特殊砂质粉土地段管道焊接采用自行设计制作的钢管焊接安全挡风门架,能够有效保证焊接作业安全及焊缝质量。钢管焊接安全防风门架主体框架由槽钢及薄钢板经加工焊接制作成“n”字形门架。在门架两侧增加可拆卸CO2气保焊挡风板,在门架顶部设置护栏及储柜。钢管焊接作业时,将门架吊至接口位置,焊工在门架内或门架旁边实施焊接,当环境风速超限值时,安放挡风板实施焊接,消除风速对CO2气体保护焊接质量的影响。
2.3 管道水压试验
因水压试验管段较多,制作了一种集堵板、注排水、排气、测压于一体的装置,仅需与主管道端头焊接即可进行注水试压,避免了在主管道上开孔,提高了管道试压效率。
2.4 管道除锈
采用除锈小车进行管道内壁机械除锈[1]。管道除锈小车行走装置采用框架结构,底部设置四个滚轮。除锈装置采用集成钢丝刷板,设置在除锈车前。在旋转杆件上设置一根收紧弹簧保持钢丝刷与管道内壁保持紧密接触,实现管道除锈功能。行走和旋转除锈均采用电机提供动力。除锈过程中启动排风扇将管道内扬尘排至后方,保证作业面环境质量及管道内通风。本工程管道除锈小车,每台设备除锈工作可达到400m/台班,除锈效果符合机械St3除锈等级要求,节约了劳动力成本,提高了管道除锈效率。
3 小结与展望
充分发挥创新驱动力,通过小改小革能够有效解决实际生产中遇到的问题。盐城市水源地输配水管道工程农田地貌大口径钢管施工总结出的五项工艺(运输、对口、除锈、焊接、防风),取得了显著的经济效益及社会效益。实现管道工程机械集成一体化施工将是管道现代化施工发展趋势。



