杨海波 (上海城投公路投资(集团)有限公司,上海 200336)
1 工程概况
盾构法已是目前城市隧道的主要方法之一,隧道的内部结构除管片外还有立柱、车道板等结构。随着桥梁、民建预制拼装工艺的成熟和应用,预制拼装技术也在隧道内部开展了,预制构件质量工程安全和使用寿命具有重要影响。本文以上海诸光路通道内部预制立柱为例[1-3],对内部构件的生产工艺和质量控制要点进行详细介绍。上海诸光路通道工程全长约2.8km,盾构段全长1.39km。盾构施工采用直径14.45m的土压平衡盾构。隧道衬砌结构外径14m,内径12.8m,环宽2m,厚0.6m,盾构隧道主线最大纵坡为-4.8%,平面轴线最小曲率半径为R700m。该隧道工程是国内第一次采用全预制拼装技术进行施工的单管双层隧道,预制装配率达93%,图1为内部预制结构示意图。预制构件包括π型件、立柱、车道板、盖板、及防撞侧石。
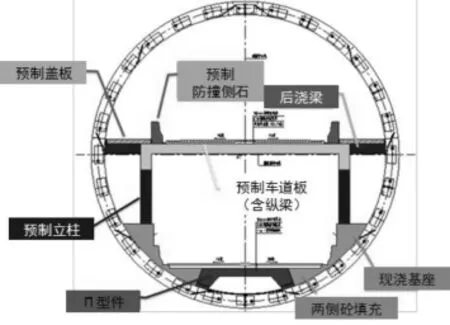
图1 内部预制结构体系
2 现代化预制构件厂
为了更加有效管理,将构件生产基地进行功能分区,主要包括材料堆放区、钢筋骨架制作区、构件浇筑区、养护区等。各个区域设置安全警示牌和标识牌,各生产材料统一放置于专用料架上,标识统一,工具专用,保证生产工作井然有序地进行,功能分区如图2所示。
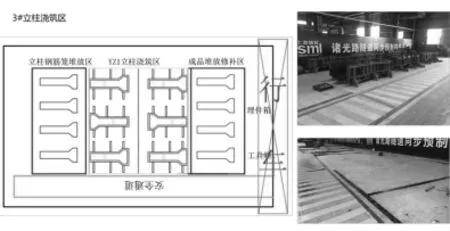
图2 功能分区
本基地拥有多种现代化机械配置,主要包括多种不同吨位的行车,激光测距仪、钢筋锯床、钢筋弯折机器等现代化设备,预制构件生产的机械化作业提供有力保障。
3 预制立柱生产工艺

图3 数控锯床

图4 钢筋弯折机
3.1 质量控制
结合立柱钢筋模块化施工经验及国内外立柱预制拼装经验,制定了立柱预制的相关要求和原则。包括钢筋加工要求、钢筋笼的制作精度、模板安装精度等。立柱主要受力钢筋的下料长度应严格控制,允许偏差为±2mm,同时钢筋端部应打磨平整;立柱钢筋笼应在专用胎架上制作加工成型,钢筋笼制作允许偏差均为±2mm;对于灌浆连接套筒,工厂内安装前应按厂家提供的有效的型式检验报告及产品说明书检查套筒外观质量、尺寸和配件等,表1、表2为相应的误差要求。
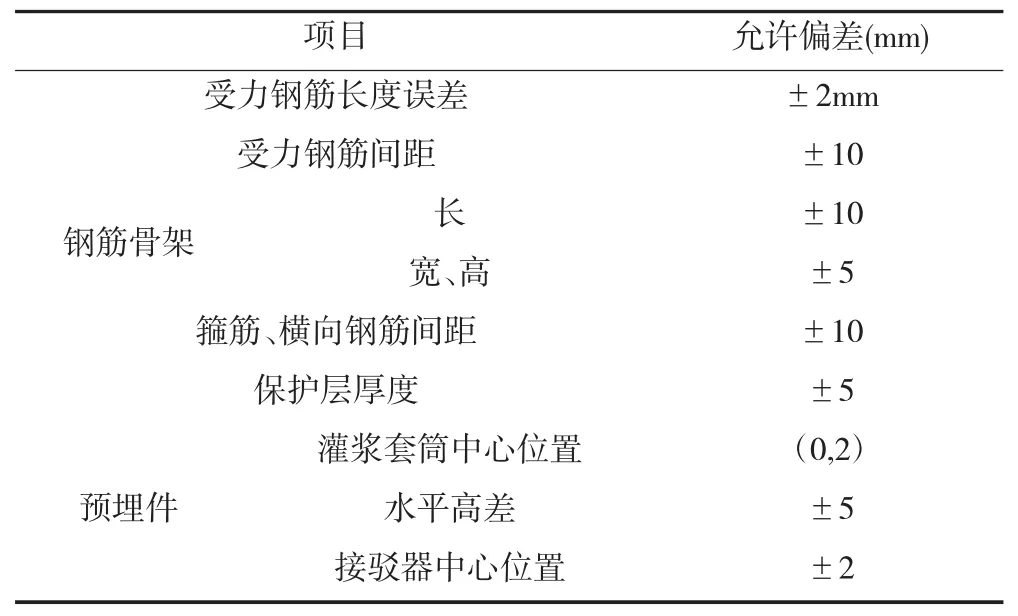
表1 钢筋绑扎要求

表2 模板安装要求
3.2 模具设计
立柱的浇筑方式有卧式和立式两种,卧式浇筑一般采用振动棒振捣,气泡略多。卧式浇筑存在收水面,该面无法达到机械面的效果。立式浇筑一般采用高频振动器振捣,气泡控制较好,且立柱4个侧面均为机械面,因此本次立柱构件的模具采用立式浇筑的设计理念。
进一步通过细节改进提升模具的拼装效率与组合性能以提高模具操作性,最终达到降低人工劳动力与生产能耗的目的。模具设计上的几点优化提升如下:
将模具拼装连接的固定方式由常规的螺丝螺母固定改为锁扣固定,操作简便且便于复检,极大节省了安装固定螺丝螺母所需要花费的时间。通过改进这一模具连接部位设计后,现场构件制作工序中在模具合模这一工序工位上投入的人工大大减少,从而大幅度减少劳动力。图5为螺丝紧固方式、图6为锁口紧固方式。

图5 螺丝锁紧方式

图6 锁扣固定方式
为了提高立柱预埋件的安装精度,将预留孔形式由常规的预埋PVC管、钢套管等方式改为芯棒插拔固定方式,如图7所示。改进后操作更加简便并且芯棒安装时固定可靠,既有效简化了安装方式又提高了安装精度,将误差控制在毫米级别。

图7 芯棒插拔固定的工艺
3.3 现场制作工艺
3.3.1 钢筋笼的加工制作
将进场的钢筋做好检验和台账记录,按要求挂牌标识进入待用状态。将钢筋进行调直、除锈处理后按设计图纸要求进行钢筋弯曲、弯弧成型。钢筋进入弯弧时应保持平顺、匀速、防止平面翘曲,成型后表面不得有裂纹。对成型后的钢筋骨架进行质量检查并按规格整齐堆放。钢筋骨架制作先固定纵向接驳器钢筋于限位装置上,用水平靠尺调整垂直度后将钢筋箍筋与主筋焊接固定,确保接驳器钢筋的垂直度,固定完之后对钢筋笼进行焊接。
3.3.2 钢筋笼入模
钢筋笼合模,先将两端封投板安装固定于底模上,再合拢侧模锁紧,最后调整模具上口拉紧螺栓,将接驳器钢筋固定在钢模之中。

图8 通过水平靠尺对确保接驳器钢筋垂直度

图9 钢筋笼骨架入模
3.3.3 混凝土浇筑
采用2m3混凝土浇筑料斗运输供料,振动棒引气泡快插慢拔,避开预埋件等位置。分三层布料,每层布料时,除高频振动器振捣还利用振动棒需插入下层10cm处进行辅助振捣。再使用消泡机进行振捣,使得混凝土内部的气泡充分排出,保证混凝土的密实性和表面的光滑性。
3.3.4 养护脱模
采用立柱专用吊具进行起吊脱模,脱模需满足起吊强度≥75%,起吊后将接驳器钢筋处采用塑料封盖进行封堵。立柱堆放分三层,每层之间使用枕木垫块,保证立柱之间不相互碰撞。
3.3.5 吊运及成品保护

图10 消泡机引出气泡

图11 脱模后进行初次修补自然养

图12 立柱的包裹及堆放

图13 立柱的吊装运输
立柱入堆场前,需采用包裹塑料薄模的木方垫置指定位置(垫木需成一直线),立柱两端采用塑料泡沫纸进行棱角保护防撞。出厂前采用专用吊具将立柱装车,专人进行出厂前检验记录。
4 结语
为保证立柱的质量必须做好过全过程控制,加强主要质量控制点的监控。钢筋下料必须在控制的误差范围内,钢筋加工成型需满足设计要求,钢筋笼的制作必须在胎模上完成,保证钢筋焊接质量,定期进行钢模精度检查,混凝土浇筑及养护要严格按照要求进行。



