高云鹏 孔祥君 吕海洋 曹飞 李文博 周江林
(国机智能技术研究院有限公司,北京 100080)
1 前言
随着汽车行业的高速发展和技术迭代,橡塑密封件的应用需求也不断扩大,产品种类增多,生产数据增多,质量稳定性要求提高。传统橡塑密封件的生产依靠人工进行配料和生产,数据不够精准,现场不透明,产品追溯困难甚至断档;部分单机生产数据不稳定,不能支持及时的防错和纠偏,无法满足汽车零配件行业的需求[1-2]。
针对目前汽配行业密封件的生产现状,本文以国机智能技术研究院自主研发的制造执行系统为核心,集成各软硬件系统,结合汽配行业标准和密封件工艺需求对生产线进行设计及应用,建立无纸化办公环境、透明的生产现场管理体系、全面的产品追溯体系、完整的过程防错体系及可量化的人员和设备绩效体系。
2 数字化车间调研
2.1 生产工艺
在某一汽配行业密封件生产车间调研主要生产工艺、生产设备,情况如下。
2.1.1 称重配料工序
目前车间采用人工称重配料,该工序是1 个枯燥的重复动作,工人容易疲劳,出现配错料,造成产品合格率波动;相关化学原料对操作者的身体健康有危害。鉴于上述情况,数字化车间计划引入自动配料系统,提高称重配料的准确度,并将原材料的批次信息通过工业物联网在MES 系统中与生产批次绑定,实现产品的原材料追溯。
2.1.2 炼胶工序
炼胶工序将胶原料加工为混炼胶,生产设备为密炼机。配料工序配方不同,将形成本道工序不同等级的混炼胶。
2.1.3 修边切条工序
修边切条工序将混炼胶按照工艺要求切成橡胶条。橡胶条的长度、宽度和质量为本工序的重要质量指标。
2.1.4 硫化工序
硫化工序主要使橡胶发生变化,提高性能,使其具备橡胶的使用价值。时间、温度、压力3 要素是本工序中最重要的控制指标。
2.2 质量管理
被调研车间遵循汽车行业规范,按照IATF 16949: 2016 Quality Management System Standard Quality management system requirements for automo⁃tive production and relevant service part organizations[3]要求,设置了来料检验、首检、巡检、抽检、工序检和终检多层检验,产品质量得到保障。但是在产品追溯过程时,人工查阅大量的纸质文件,效率较低。本方案计划在数字化车间建设时,通过ERP、MES、自动配料系统、PLC、智能传感器和智能检测的有效集成,实现质量的全面管理和时效性追溯。
2.3 需求分析
经现场调研,车间主要存在以下问题。
a.产品追溯复杂。原料批次和加工过程追溯过程繁琐;
b.防错机制缺乏。物料防错机制、设备控制参数防错机制、物料交接防错机制欠缺;
c.缺乏有效的设备、人员绩效体系。
本文旨在建设透明生产环境的数字化车间时,重点解决以上问题。
2.4 技术支持
经梳理,本解决方案在示范应用前的工作主要体现在3 个方面。
2.4.1 构建车间互联网络
构建车间互联网络,支持不同软硬件系统的接入,包括ERP 系统、自动配料系统、各种生产设备、检验设备及车间环境传感器。
2.4.2 智能化监控
被调研车间内部分设备先进程度无法满足数字化车间要求,需进行工艺改造。以硫化机为例,硫化机台实际面板的压力和温度无法得知,而这是硫化工序最重要的控制指标,因此本文在硫化机台面板上不同位置设置传感器,以实现实时数据的采集[4-5]。
2.4.3 数字化物料标识
橡塑密封件的产品谱系对产品质量追溯有重要作用,并且可为新产品的研制提供参考。新构建的数字化车间通过使用二维码对硫化模具、原材料进行标识;对密炼工序产成品混炼胶的批次号形成二维码进行标识;对切条工序产品的批次号生成二维码放置于塑料筐中,随工序流转;形成从原材料到在制品,到最终产成品的全生产过程物流跟踪。
3 数字化车间整体运行模型
参照“工业4.0”指导文件和本领域工艺需求,建立数字化车间整体运行模型,如图1 所示。数字化车间由“数字车间”和“物理车间”组成,通过工业互联网和数字化系统连接后实现“虚实结合”,形成以“智能化”为重要特征的离散智能模式。
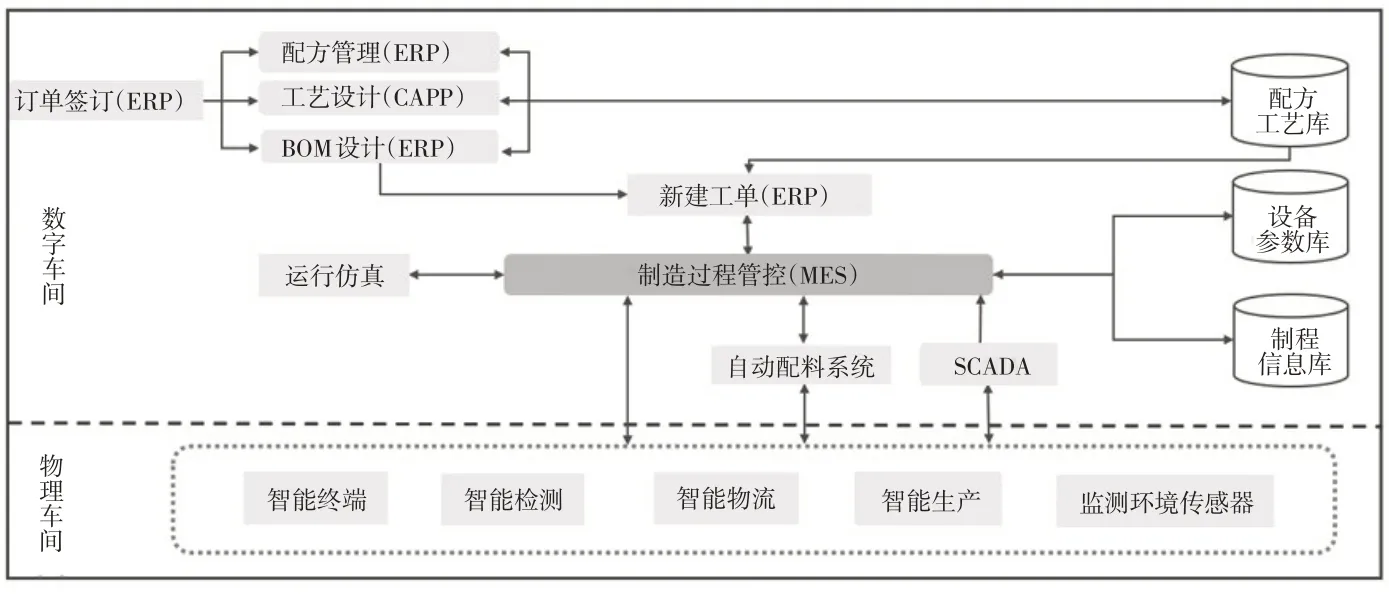
图1 整体运行模型
3.1 物理车间
数字化车间中物理车间主要由智能装备、智能物流、智能检测、智能终端“构件”组成。智能装备包括密炼机、裁边切条机、硫化机、全检机,智能物流为原材料立体仓库,智能检测为全检机和离线检测设备,智能终端为工业平板电脑、工业PDA(手持终端)、条码枪、电子看板和现场工作站。
数字化车间对无数字化接口的设备添加了数字化模块,通过工业网络与MES 进行通讯,实现“自上而下”和“自下而上”2 种方式的数据传递方式,上层(MES 系统)通过TCP(传输控制协议)向底层下达设备控制参数;底层设备通过SCADA 软件向MES 系统提供过程参数,实现生产过程数据的采集和可视化、车间管控的智能化。
3.2 数字车间
数字化车间的数字车间包括企业资源管理系统ERP(对车间产、供、销、人、财、物业务进行管理)、制造执行系统MES 系统(对智能化的生产设备、物流设备和对生产过程进行实时管控的制造运行系统)和自动配料系统软件。
3.3 功能流程
对数字化车间运行模型及流程进行描述如下。
a.ERP 根据销售订单和预测信息、库存信息产生生产订单(工单),并将生产订单通过接口下发至MES 系统;
b.MES 系统根据工单和工艺要求经过运算产生工序作业任务,结合人员、设备进行排产后将任务发送至相关工位执行。与此同时,相关的工艺指导书和设备参数直接下发至工位;
c.生产过程中的生产进度、物料批次、质检数据等信息通过设备蓝牙或者人工录入的方式进入MES 系统;
d.制造过程关键工艺参数信息通过SCADA 系统与装备的集成接口采集反馈至MES 系统并归集到具体的生产订单及作业任务;
e.在MES 系统中形成完整制造档案,反馈至经营管理层的ERP 系统,为经营决策、产品设计和工艺改进、后续服务提供数据;
f.生产完成后,产品进入发运及售后阶段,相关信息在ERP 中存储。
4 示范应用
作为数字化车间的大脑和中枢,MES 系统通过工业物联网发布信息并运用于制造现场,转化为制造指令下达到智能制造设备、智能物流设备、智能检测设备和智能终端设备。根据生产制造过程的状态,生产信息动态反馈信息至MES 系统,指挥、协调各级管控机制有效运转,实现智能制造的生产过程。
4.1 模块设计
基于上述解决方案,在某一汽配行业橡塑密封件车间进行示范应用,依次实施基础信息模块、生产计划管理、现场作业管理、车间物流管理、质量管理、设备管理、目视化管理、异常管理等功能模块,如图2 所示。
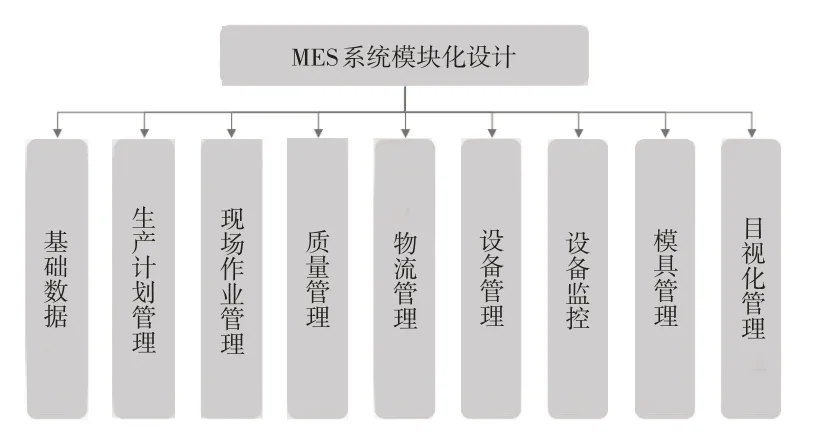
图2 橡塑密封件数字化车间MES功能模块设计
a.基础信息模块,相对静态的数据由系统管理员在MES 中维护,动态数据通过接口的方式从ERP 中读取。这样既可以保证各信息系统之间数据的一致性,又可降低系统之间的耦合度。
b.生产计划管理,主要接收ERP 传递给MES的生产计划,也可创建生产计划,根据工艺路线生成工序计划,并生成物料准备计划。
基于拉式和推式结合精益生产,密封件生产过程中,硫化工序为瓶颈工序。为快速适应市场变化,降低库存,应用示范在切条工序设置看板,显示硫化工序的生产情况,以便于及时调整。在全检工序设置看板,显示本周本工序已完成数量和前工序已完成数量,计算本工序积压量,增加车间现场的透明度,减少在制品。
关于产品计划变更,由于密封件生产的特殊性,在计划下达后经常出现需要调整或者插单的情况,造成备料和设备管理上一定程度的紊乱。因此在应用示范中设计生产计划变更控制机制。计划员在系统中录入生产计划,对近3 天的生产计划进行确认,对当日的生产计划进行下达。已确认的生产计划可以在MES 系统中直接修改。已下达的生产计划需要变更时,变更信息直接通过看板下达至硫化工序,由于硫化工序为不可逆工序,已硫化的半成品继续流转,未硫化的半成品由专人负责退料,并在MES系统中进行工序任务的回收操作。
c.现场作业管理模块,执行下达到车间现场的作业计划及相关工艺文件,MES 系统收集现场生产的各类生产过程数据,实行无纸化管理,实时反馈生产执行情况,及时触发生产预警信息,使管理人员及时全面地掌握车间的生产情况。
d.物流管理,为有效降低等料时间,首序采用人工领料方式,并进行批次防错;对在制品使用二维码进行标识,生成完整的制造档案。
e.质量管理,按照密封件的检验方式,该模块设置有按批次检验和按数量检验2 种检验方式。其中,批次检验对应密封件外观检验,数量检验对应密封件尺寸检验。
除此以外,应用示范还实施了设备维保、设备监控、异常呼叫、环境监控和目视化管理模块,并在各工序布置了现场工作站。
4.2 关键功能点
根据汽车零配件行业需求,本应用示范重点在于建立全面的产品追溯体系、完整的过程防错体系和可量化的人员、设备绩效体系。
4.2.1 全面的产品追溯体系
数字化车间示范应用使用二维码进行标识,实现全生产过程物流跟踪,并通过MES 系统自动记录和归集物流跟踪信息,构建完整的产品谱系,为产品追溯和产品升级提供数据。
数字化车间根据生产计划号(产品批次号)在系统中的可追溯信息为配方、各原材料实际配重、各原材料批次信息、各工序开完工时间、各工序操作人、各工序操作机台、机台关键控制参数实时曲线、模具号、各检验记录、全检机台、产品库位、客户信息。
当系统查询到某2 批次产品废品率较高时,自动辨识是否使用同一批次混炼胶或者同一模具,便于快速的查询问题。
4.2.2 完整的过程防错体系
数字化车间执行严格的防错管理,具体内容如下。
a.原料配方防错,包括原料物料编码防错、质量防错、加料程序防错。为减少人工称重配料的不确定性,数字化车间新引入自动配料系统。自动配料系统通过互联网接收MES 系统下达的作业任务及配方编码,根据配方编号匹配提前内置的工艺配方控制程序。配方控制程序上有按照详细的物料编码标识的加料次序、各物料标准质量及上下偏差、适用的密封件产品。配料系统操作完工后将使用配方编码、原材料物料、物料批次、实际质量传输回MES,当质量、编码与MES 中工艺要求不一致(质量超出上下偏差)时,MES 自动发起异常单。
b.半成品工序物料防错,包括混炼胶物料编码防错和物料批次防错。因不同配方将生成不同类别的混炼胶,为防止混炼胶使用混淆,MES 系统下达半成品工序任务时,按照产品类指定物料编码(混炼胶)和物料批次(先进先出)。半成品工序工人领取混炼胶时,使用PAD 扫描混炼胶上二维码,物料信息通过互联网传递至MES 系统中与生产准备计划中物料编码、任务中物料批次对比,不一致时将不允许报工,如图3 所示。
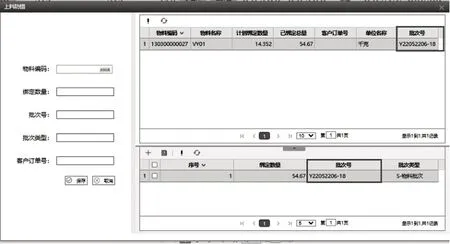
图3 物料扫码防错
c.各工序交接防错。MES 系统设计有工序交接功能,为防止拿错塑料框。半成品工序后,当塑料筐上的二维码(批次信息)与工序交接单上批次号不一致时,不允许工人进行工序交接。
d.硫化工序模具防错,为防止用错模具,数字化车间设置有模具库,模具上设置有二维码标识。硫化工序操作人员领取模具时,在MES 系统客户端上扫描模具二维码,与该计划指定的模具不一致时,不允许领用。
e.设备工艺参数防错,为防止工人在硫化机上输入错误的控制参数,在工人开工时,系统通过TCP 协议直接下达控制参数至硫化机控制系统。
硫化机台的时间、温度、压力值通过传感器测量后,数据经SCADA 软件传递至MES 系统。当机台的实时数据超过工艺控制参数的上下偏差范围时,MES 系统自动发起异常报警。
4.2.3 可量化的人员、设备、质量绩效体系
通过操作人员报工记录、质检人员检验记录数据,按照企业需求,MES 系统生成生产员工绩效统计、硫化机设备停机原因统计、全检机日报表、工序质量统计报表、检验员绩效统计等报表,如图4 所示。上述数据作为各部门和员工考核指标,有利于提升MES 系统的时效性。
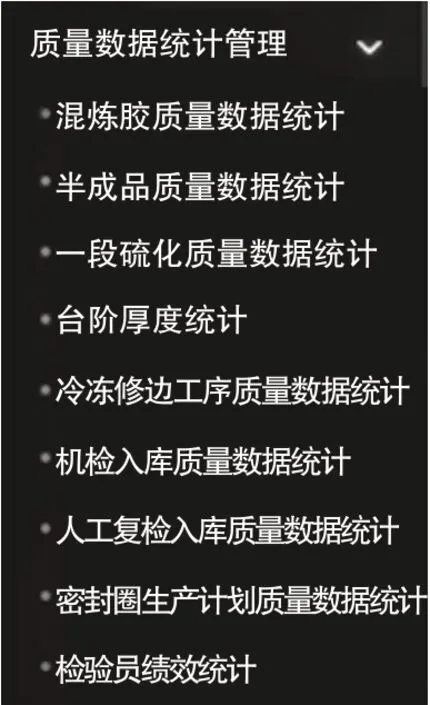
图4 质量体系报表目录
5 结论
本文中的示范应用经1 年的稳定运行,产品的生产效率、不良品率、运营成本、能源利用率均得到改善。经企业计算,以某P-1XXXX 产品项目实施前后单台硫化机日均产出模数变化为例计算,项目生产效率提升35%。以每亿元产值运营成本变化计算,运营成本降低25%。以每万元产值电费变化计算,能源利用率提升30%。
汽车零配件行业用橡塑密封件数字化车间设计研究,对企业提高生产效率和产品质量具有十分重要的意义,通过监控实时准确的生产数据来指导、管理、响应车间里发生的各项生产活动[6-7]。本解决方案和示范应用可为该领域企业管理人员制定数字化车间的长远建设提供帮助,相关思路也可应用于其它领域。



