郭 琳, 韩艳辉, 胡慧敏, 王佳臻
(阳泉煤业(集团)有限责任公司化工研究院,山西 太原 030021)
乙醇市场分析及生产技术进展
郭 琳, 韩艳辉, 胡慧敏, 王佳臻
(阳泉煤业(集团)有限责任公司化工研究院,山西 太原 030021)
对我国乙醇市场现状和生产工艺进行了分析综述,提出燃料乙醇是乙醇市场新的增长点。对比分析发酵法和合成法乙醇生产工艺特点及经济性,认为合成法经济优势显着,醋酸加氢工艺是目前较好的合成路线。
乙醇;市场分析;发酵;醋酸
我国乙醇产业过去的10年,受益于下游白酒和化工行业市场需求强劲,产能快速扩张。随着国家政策调整,乙醇下游产品需求萎缩,致使市场供过于求,乙醇市场也陷入产能过剩境地。然而,燃料乙醇与汽油掺混生产乙醇汽油,可有效缓解我国石油对外依存度过高和雾霾治理等环保压力,获得国家政策支持。近年来,燃料乙醇市场份额逐年扩张,成为乙醇下游的潜力产品。
1 乙醇市场分析
2013年~2015年,我国乙醇行业开工率约50%,产能过剩严重。在此形势下,市场调节滞后,产能仍持续扩张。2013年,乙醇产能突破1 000万t/a;2014年,乙醇产能1 110万t/a,同比扩增10%,消费量600万t;2015年,乙醇产能增速放缓,同比增长2%,达到1 132.9万t/a,产量仅550万t,开机率仅48.55%[1-2]。受产能过剩影响,95%乙醇价格3年间由6 000元/t下跌至4 800元/t,降幅达20%[3]。
乙醇下游主要有白酒、医药、化工产品和燃料乙醇[4-6]。白酒在乙醇下游市场消费量占比约40%,是乙醇的主要消费渠道[3]。白酒行业自2003年开始经历了10年黄金发展期,产量年均增长率13%;2014年,产量1 257.13×107L(折65度,商品量);2015年,白酒产量1 312.8×107L(折65度,商品量),同比上浮4.43%,增速明显放缓。受三公消费禁令和严查酒驾等的影响,需求量大幅下滑,供需失衡,产业急需调整。
化工产品、医药在乙醇下游消费占比约22%~28%,主要用于生产醋酸乙酯、丙烯酸乙酯、乙醛、乙胺等。2015年,醋酸乙酯产能332万t/a,产量142.48万t,开工率仅40%,乙醇消耗量约83万t[7-8];丙烯酸乙酯产能18万t/a,产能过剩率166%,供过于求。综合来看,乙醇下游主要的化工产品供大于求的困境仍将持续[6]。
燃料乙醇是有望扭转乙醇过剩困境的重要产品,其消费占比约30%。燃料乙醇含氧量高,添加至汽油中制得乙醇汽油可使汽油充分燃烧,PM2.5减排超过40%,主要污染物(一氧化碳、碳氢化合物、苯系物等)减排超过30%,可减少雾霾形成[9-11],且相比甲醇汽油安全性更可靠,非金属部件的腐蚀性问题有效减少。欧美、东南亚等100多个国家均立法推广使用乙醇汽油,并以巴西、美国的发展最为成熟,其乙醇汽油覆盖率超过97%,乙醇消费量占汽油消费量的10%,二者乙醇产量占全球产量的95%以上[9]。
我国燃料乙醇试点运行始于2002年,国内实行非粮为主、定点生产、定向流通、封闭运行、政府定价的政策[12-15]。全国现有吉林燃料乙醇、河南天冠、中粮等7家燃料乙醇定点生产企业,在黑龙江、吉林、辽宁等11个省30多个市区封闭推广应用乙醇汽油。2015年,国内燃料乙醇产量215万t,与2014年基本持平。中国燃料乙醇经过10余年的推广发展,产销量已跃居全球第3。但相比美国、巴西等国家,仍有较大差距。2014年,我国汽油消费量10 404.91万t,乙醇汽油消费量2 280万t,占比22%,远低于美国97%的普及率[9,10,16]。国家“十二五”规划燃料乙醇年利用目标为500万t/a,实际用量仅为210万t/a~220万t/a,且根据我国《可再生能源中长期发展规划》,生物燃料乙醇2020年利用量将达到1 000万t/a。由上可见,我国燃料乙醇在未来5年内发展空间较大[17]。
2 乙醇生产工艺
乙醇的生产工艺分为发酵法和合成法[4,17-20]。
2.1 发酵法乙醇
根据原料不同,发酵法分为:以玉米、小麦为原料的粮食发酵法(1代乙醇);以薯类、糖蜜等为原料的非粮发酵法(1.5代乙醇);以秸秆等为原料的纤维素发酵法(2代乙醇);以合成气为原料的合成气发酵法[12-14,21]。
2.1.1 粮食、非粮发酵乙醇
粮食、非粮发酵乙醇是我国乙醇的主要来源,生产工艺成熟可靠,产能占乙醇总产能的94%[22-23]。但其装置规模和生产技术相比美国、巴西等乙醇发展应用成熟的国家,仍存在一定差距。美国乙醇企业平均规模均大于20万t/a,且不断改进设备、优化简化糖化工序、采用连续发酵工艺等,产品浓度高、效率高、成本低[24];国内乙醇企业规模大于20万t/a的仅占7%,急需改造升级,增强国产乙醇产品竞争力[25]。
2.1.2 纤维素发酵乙醇
纤维素发酵乙醇需经纤维素酶水解成单糖,才能进一步发酵生产乙醇,因其分解酶、废液处理成本高等使产业化投资大,国内未实现规模化生产,目前处于工业示范阶段。进行相关研究的仅有龙力生物、天冠、中粮等五六家企业;中石油和大唐公司虽积极与国内外经验企业合作,规划建设纤维素乙醇项目,但多数仍处于前期交流中。目前,国内现有纤维素乙醇产能约12万t/a,产能统计如表1所示[26-28]。欧美已攻克分解酶技术,约10家企业实现了纤维素乙醇工业规模运行,产能约55万t/a。
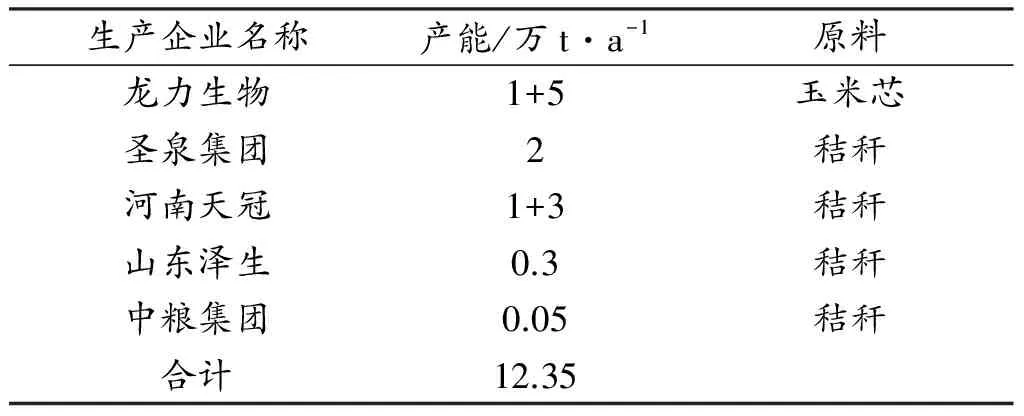
表1 国内纤维素乙醇产能
2.1.3 合成气发酵法合成乙醇
合成气发酵法是合成气经细菌发酵后回收细菌、提浓精制得到乙醇产品,国内主要采用新西兰朗泽公司技术。该工艺在上海宝钢集团已建成300 t/a示范装置,采用炼钢厂尾气经厌氧菌发酵、膜分离技术回收细菌制得乙醇,项目已经试车成功。后期,首钢引进朗泽技术,装置整体搬迁至首钢,经多次优化、改造升级、试车,但技术仍未实现连续化运行[4,19,20,29]。
2.2 合成法乙醇
合成法分为石油路线和煤化工路线。石油路线为乙烯经水合反应制得乙醇。工业化应用的有液体硫酸和固体磷酸2种催化剂,因腐蚀性和污染问题,硫酸催化剂已被淘汰,工业应用固体酸催化剂。在石油化工发达国家,乙烯水合法得到广泛应用,但由于反应过程副产异构高碳醇,有害人体健康,因而禁止用于食品、医药领域,仅限用于工业和燃料领域。国内由于石油资源匮乏,限制了石油路线乙烯水合法的应用[17]。
煤化工路线是以合成气为原料,经化学合成得到乙醇,包括直接法和间接法。直接法合成乙醇有2种工艺,均以合成气为原料:一种是合成气经催化合成C2含氧化合物,再经进一步加氢得到乙醇,由大连化物所和索普集团建设中试装置;另一种是合成气在催化剂作用下直接合成C1~C5低碳混合醇,经分离得到乙醇产品,现有催化剂对乙醇最高选择性为醇类产品的50%[17],神华集团和山西煤化所对该工艺进行了工业侧线试验。但目前,2种工艺均存在乙醇收率低的问题,经济性受到制约,未实现工业化应用。
间接法分为醋酸路线和醋酸酯路线,由合成气先合成甲醇[4,17,30],醋酸路线是甲醇羰基化直接形成醋酸,直接加氢得到乙醇;醋酸酯路线为二甲醚羰基化形成醋酸甲酯或醋酸经酯化生成醋酸酯,醋酸酯加氢生成乙醇,2种醋酸酯来源均可避免醋酸直接参加反应,降低反应器材质要求。
间接法醋酸路线和醋酸酯路线均有工业化装置投产。目前,已投产的合成乙醇厂家有5个,产能合计67.1万t/a,占乙醇总产能的5.82%[23]。虽然相比发酵法比重较小,但其成本低廉,市场竞争力较强,产能增长潜力较大。据统计,未来1年~2年,新增合成乙醇产能达47万t/a。合成乙醇产能统计如表2所示。其中,已投产产能中,醋酸加氢工艺产能30.5万t/a、企业2家;醋酸酯加氢工艺产能36.6万t/a、企业3家,且独占新增产能,是目前合成乙醇主流工艺。新增产能中,陕西兴化采用与大连化物所合作技术,由二甲醚羰基化制取醋酸甲酯,酯加氢制得乙醇产品,2016年年底建成10万t/a工业示范装置。二甲醚羰基化、加氢工艺,避免醋酸生成,无耐腐蚀性设备的要求,是间接法合成乙醇的新工艺。
2.3 工艺对比
乙醇生产发酵法与合成法工艺分析对比如表3。

表2 合成法乙醇产能统计

表3 发酵法和合成法乙醇工艺对比
发酵法中,粮食发酵法、非粮发酵法技术成熟,均已实现工业应用。其中,非粮发酵法不与民争粮,获得国家政策支持和补贴,且原料消耗量、价格相比玉米粮食发酵都具有竞争优势,是目前新上发酵法乙醇的推荐工艺。但其国内原料供应存在季节性制约,产不足需,有与粮争地的嫌疑,目前大量原料需进口[31-33]。纤维素发酵法以农作物废弃秸秆、玉米芯、木质素等为原料,实现农业废弃物的绿色高效回收利用,成本低廉,不存在与粮争地问题,待技术瓶颈攻克后,将是极具竞争力的工艺。投资方面,以同等规模估算,粮食发酵法和非粮发酵法投资相当,纤维素发酵法投资强度是前者的3倍,投资较高。
合成法中,醋酸及酯化加氢路线的原料消耗相当,均实现工业化生产,但酯化加氢工艺路线长,公用工程消耗大于醋酸直接加氢。二甲醚羰基化、加氢工艺路线,避免了腐蚀性醋酸的生成,但工艺流程长,仅有示范装置在建,消耗数据未见报道。投资方面,醋酸酯化路线投资最优;醋酸路线次之;二甲醚羰基化投资相比醋酸酯化路线高出1倍,投资金额最高。综合对比发酵法和合成法,以相同规模估算,合成法比发酵法节约40%,经济性优势明显。
3 乙醇经济性分析
乙醇生物发酵法不同工艺生产成本对比如表4[27-33]。其中,玉米发酵法和纤维素发酵法的生产成本较高,5 600元/t~5 800元/t。粮食发酵法生产成本组成中,原料占比达90%以上,对乙醇的成本起决定作用。纤维素发酵法采用废弃玉米芯等为原料,成本低廉,仅500元/t,原料占比50%,发酵过程纤维素酶成本较高,占比30%,暂未形成经济优势。但其改变农业废弃物传统焚烧处理方法,绿色回收利用,生产高附加值乙醇产品同时,减少雾霾的形成,受国家政策支持力度最大,2016年实行600元/t补贴。木薯发酵法生产成本较低,4688元/t,原料成本占比约85%,决定木薯乙醇经济性优劣。此外,木薯乙醇属非粮乙醇,2016年获得政策补贴200元/t,木薯发酵法经济竞争力较强[6]。综合来看,改进工艺,降低原料消耗,寻找更低价格原料,是降低发酵乙醇成本的关键。

表4 发酵法乙醇成本对比①
合成法制乙醇不同工艺路线生产成本对比如表5所示[4,35]。醋酸加氢工艺简单,公用工程消耗少,生产成本最低,4 600元/t;醋酸酯加氢工艺,原料消耗与醋酸直接加氢路线相当,但工艺流程相对较长,公用工程消耗多,生产成本略高。在成本方面,醋酸加氢工艺经济性优于醋酸酯加氢工艺。在成本构成中,醋酸原料占比59%~63%,是决定乙醇成本的关键因素。目前,二甲醚羰基化法无示范装置或工业装置投产,暂无生产消耗数据。
据统计,2016年,无水乙醇价格5 500元/t~5 800元/t,95%乙醇价格4 700元/t~4 800元/t。合成法无水乙醇,毛利润600元/t~900元/t。发酵法仅木薯乙醇成本低于产品价格,但已处于盈利点附近;纤维素乙醇和玉米乙醇(不计副产品)处于亏损。由上可见,合成法乙醇成本竞争优势明显,发展潜力较大。

表5 合成法乙醇生产成本对比
4 结论
乙醇因其主要消费市场白酒和化工行业低迷,持续过剩局面。但其下游燃料乙醇可添加至汽油中,有效提高汽油辛烷值,降低CO、碳氢化合物及固体颗粒物排放,有利于雾霾治理,降低我国石油对外依存度,其发展得到国家政策支持。随着国家对乙醇汽油的进一步推广,燃料乙醇市场将迎来新的增长。
现有工业化乙醇生产方法中,发酵法产能占比94%,行业影响力较大;但化学合成法经济性优势明显,产能快速扩张。化学合成法中,醋酸加氢路线流程短、生产成本低,是最具竞争力的合成法工艺路线,但仅国外塞拉尼斯在南京实现工业化生产,需加大研发力量,攻破技术垄断。
[1] 林美杰.2015年中国乙醇产能供应分析[DB/OL].2015,http://chem.chem99.com/news/19553388.html.
[2] 林美杰.2014年酒精市场大事记[DB/OL].2014,http://chem.chem99.com/news/16378740.html.
[3] 缪琦敏.2013年乙醇行情分析[EB/OL].2013,http://www.100ppi.com.
[4] 宋勤华,邵守言.煤制乙醇的研发进展与市场分析[J].精细化工原料及中间体,2012(10):3-8.
[5] 孙允凤,杨向宏.酒精(乙醇):谁动了你的“奶酪”?[DB/OL].2013,http://www.sci99.com/news/8618494.html.
[6] 林美杰.乙醇:合成项目duang duang来袭自信源于何方?[DB/OL].2015,http://chem.chem99.com/news/17359574.html.
[7] 李晶.醋酸乙酯,"夕阳产品"[DB/OL].2015,http://www.chem99.com/news/s_17489483.html.
[8] 张丽平.乙酸生产技术研究进展及市场分析[J].石油化工技术与经济,2016,32(1):23-28.
[9] 《生物产业技术》编辑部.迎难而上,积极推进燃料乙醇产业健康发展——访中粮集团总工程师、中国工程院院士岳国君[J].生物产业技术,2016(2):59-62.
[10]孙元宝,邱贞慧,刘智恒.乙醇汽油的发展与应用研究[J].山东化工,2016,45(7):61-63,65.
[11]谢忠设.乙醇汽油:减霾产品缘何不叫座[J].中国石油和化工,2016(2):44-46.
[12]范章豪,吴淑晶.燃料乙醇的发展现状及展望[J].河南化工,2015,32(11):7-9.
[13]雷齐玲.燃料乙醇技术研究现状和发展趋势分析[J].广州化工,2015,43(5):42-43.
[14]赵天洋.对燃料乙醇发展现状的思考[J].科技展望,2015(27):55.
[15]曹俐.我国液态生物质燃料补贴政策效应评价研究[J].经济问题,2016(4):63-68,101.
[16]2015年1-12月份中国汽油表观消费量统计分析[DB/OL].2016,http://www.sci99.com/news/20404749.html.
[17]唐宏青.现代煤化工新技术[M].北京:化学工业出版社,2016.
[18]李忠,谢克昌.煤基醇醚燃料[M].北京:化学工业出版社,2011.
[19]钱伯章.煤制乙醇技术与应用[J].化学工业,2014,32(Z1):26-31.
[20]王宏涛,吕建宁,吕静,等.煤制乙醇技术的研究及开发应用进展[J].煤化工,2014,42(4):3-8.
[21]徐宝国.乙醇生产技术及发展对策[J].化工管理,2016(14):187.
[22]林美杰.乙醇:合成黑马虎视眈眈木薯酒精长线情绪动荡不安[DB/OL].2016,http://chem.chem99.com/news/22246974.html.
[23]林美杰.乙醇:新一轮"投产潮"来袭合成乙醇来势汹涌[DB/OL].2016,http://chem.chem99.com/news/21685960.html.
[24]姜芹.玉米基原料发酵生产燃料乙醇的分析与探索[D].大连:大连理工大学,2012.
[25]中财网.2013国产乙醇行业艰难前行[EB/OL].2013,http://www.100ppi.com/forecast/detail-2013-06-03-33312.html.
[26]马国杰.纤维乙醇不同生产工艺路径的技术经济比较[J].现代化工,2014,34(9):133-136.
[27]郭卫军.纤维素乙醇商业化现状及发展建议[J].当代石油石化,2015,23(12):25-30.
[28]林鑫,闵剑.纤维素乙醇产业发展及技术经济案例分析[J].当代石油石化,2015,23(6):34-41.
[29]钱伯章.煤制乙醇技术与市场[J].乙醛醋酸化工,2013(4):21-25,20.
[30]陈光达,陈继军.煤制乙醇:第六条现代煤化工路径[N].中国化工报.2016-08-09(7174).
[31]胡志远,张成,浦耿强,等.木薯乙醇汽油生命周期能源、环境及经济性评价[J].内燃机工程,2004,25(1):13-16.
[32]杨新亭.TG公司木薯燃料乙醇项目可行性研究[D].南京:南京理工大学,2013.
[33]姬卿,傅国华,闵义.海南木薯燃料乙醇循环生产模式的构建及经济评价[J].安徽农业科学,2015,43(10):341-343,350.
[34]凌晨,唐丽.醋酸直接加氢制乙醇工艺及经济性分析[J].天然气化工(C1化学与化工),2013,38(2):60-62.
[35]沈洪源.醋酸制乙醇工艺路线的技术经济分析[J].化工管理,2015(22):107-109,150.
[36]俊俊.年产50万t的燃料乙醇项目在辽开建[J].浙江化工,2016,47(1):36.
Ethanol market analysis and production technology progress
GUO Lin, HAN Yanhui, HU Huimin, WANG Jiazhen
(Chemical Research Institute of Yangquan Coal Industry (Group) Co., Ltd., Taiyuan Shanxi 030021, China)
The present situation of market and production technology progress for ethanol are reviewed. Fuel ethanol is being the new growth point of ethanol market. This paper conducts a comparative analysis of characteristics and economical efficiency of fermentation process and synthesis of ethanol. The synthetic method has obvious economic advantages and hydrogenation of acetic acid is the better chemical way producing ethanol.
ethanol; market analysis; fermentation; acetic acid
2016-11-17
郭 琳,女,1988年出生,2013年毕业于太原理工大学,硕士学位,主要从事煤炭洁净转化研究工作。
10.16525/j.cnki.cn14-1109/tq.2017.02.13
TQ223
A
1004-7050(2017)02-0039-05
综述与论坛



