文 / 王剑勇 席战辉 张磊
图片来源 / 作者拍摄
摘要从航天卫星零件到钟表机心零件,都需经过一些精密车床加工来完成。钟表车床,钟表业内称为“小摆车”,是一些钟表维修大咖或独立制表师非常熟悉的操作机器。钟表车床主体构造相对简单,也利于操作,大致可分为四部分:即车床导轨、车头、车刀架及顶针座。这种钟表车床结构小巧,操作方便,可以完成钟表零件上的各种车削加工和铣齿等功能,可以完成铣平面、铣槽、分度铣削和刻线,用成型刀加工钟表齿轮及磨削内外圆、平面和小刀具刃磨等等。
手表齿轮材料的选择要考虑到机械物理化学性能,如硬度、强度、耐磨性、磁性能、弹性模量、温度系数、输出力矩、耐腐蚀等。还要考虑到加工性能,如易切削、拉伸、抛光、热处理等。
轮片材料一般选择为HPb63-3 (HPb60-2、HPb59-1)。在一些创新手表技术品牌里,如瑞士Quinting手表就用很薄的圆盘状的蓝宝石水晶重叠在一起组成蓝宝石水晶齿轮,该齿轮经过了金属处理和防反射涂层处理,是很有新颖的视觉效果。
齿轮在手表正常运转中承担了很重要的作用,把发条产的力矩由条盒轮传递到擒纵轮;把分针的运动传递到时针;上条时把柄轴的转动传递到条轴;拨针等。
一般机械制造所采用的齿轮为渐开线齿形。手表机构中的齿轮传动绝大多数采用圆弧齿形,也叫钟表齿形;从齿形发展历史来看,这种齿形是由摆线齿形演变而来的,所以也叫修正摆线齿形。修正的目的:是为了改进啮合质量和便于生产,以便更好的适应钟表机构工作和生产上的要求。
齿轮设计时,也需要计算它的几何参数和尺寸。如设定已知数据:轮片齿数(z2=46),模数m=0.5;龆轮齿数(z1=15),模数m=0.5。根据计时仪器用齿轮标准进行相关参数的计算。
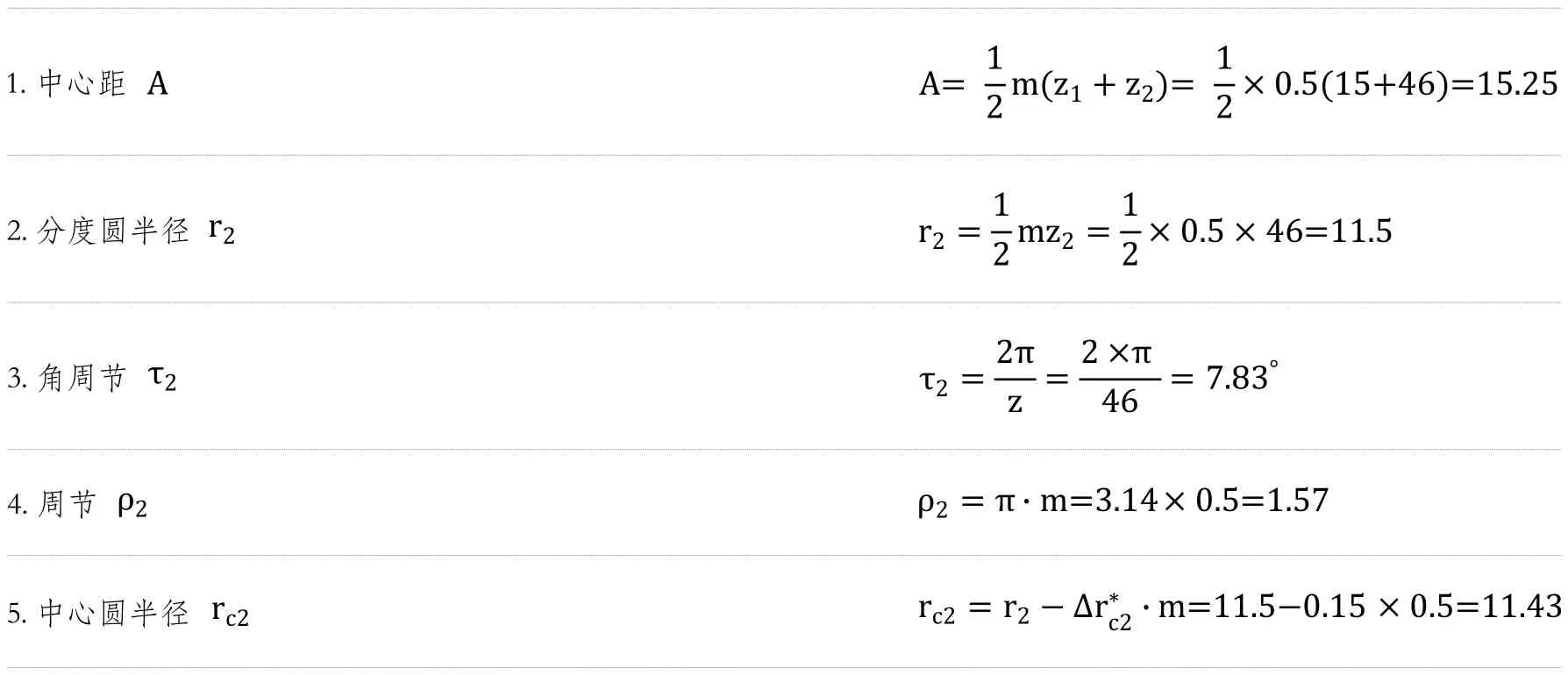
1. 中心距 A A=1 2m(z1+z2)=1 2×0.5(15+46)=15.25 2. 分度圆半径 r2 r2=1 2mz2=1 2×0.5×46=11.5 3. 角周节 τ2 τ2=2π z =2×π 46=7.83°4. 周节 ρ2 ρ2= π·m=3.14×0.5=1.57 5. 中心圆半径 rc2rc2=r2-Δrc2∗·m=11.5-0.15×0.5=11.43
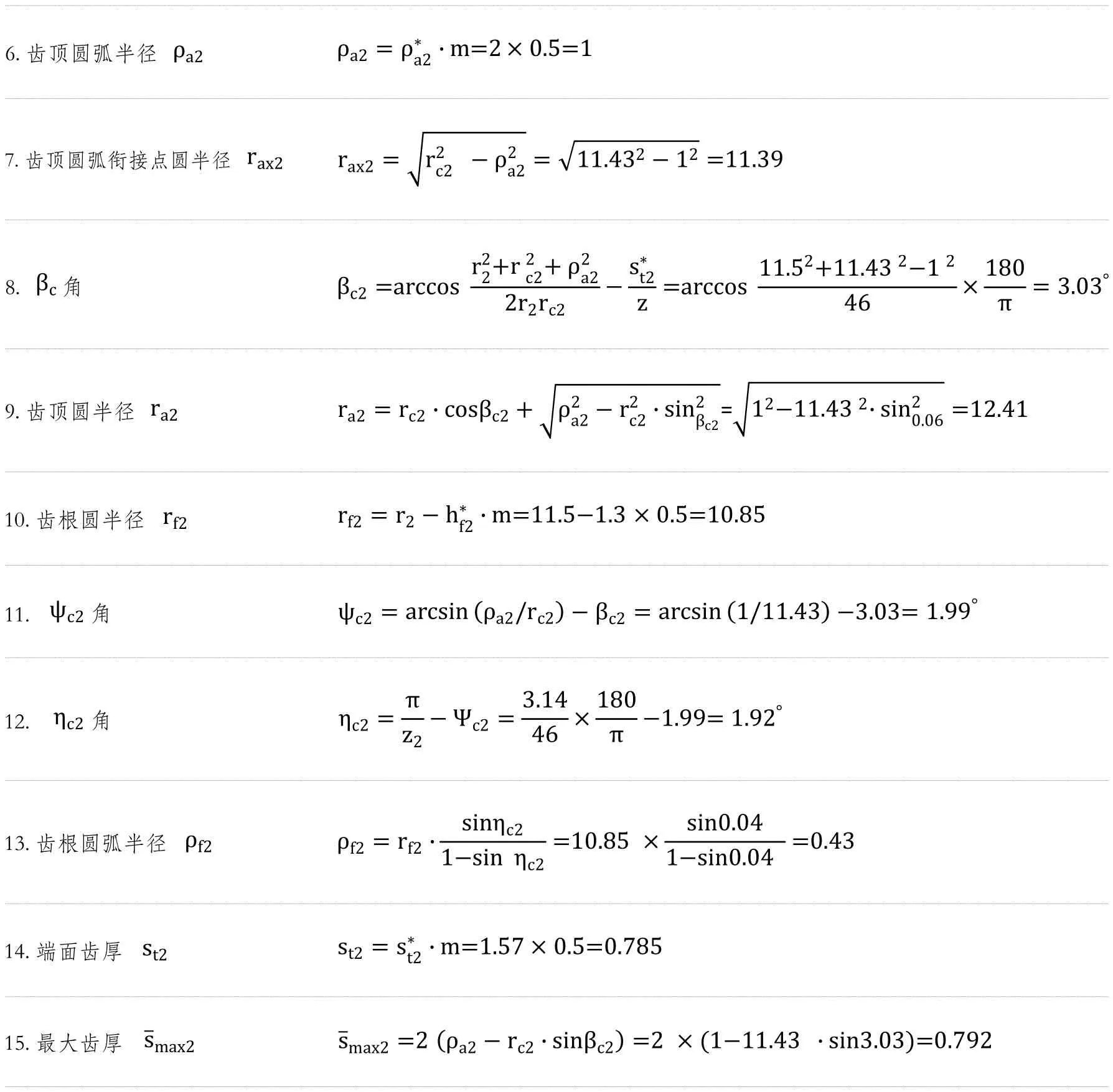
6. 齿顶圆弧半径 ρa2 ρa2=ρa2∗ ·m=2×0.5=12 8. βc角 βc2r22+rc2 2+ρa2 2r2rc2 st2∗ z 11.52+11.432-12 46 180 π=3.03°10. 齿根圆半径 rf2 rf2=r2-hf2∗·m=11.5-1.3×0.5=10.8512. ηc2角 ηc2= π z2-Ψc2=3.14 46×180 π-1.99=1.92°13. 齿根圆弧半径 ρf2 ρf2=rf2· sinηc2 1-sin ηc2=10.85× sin0.04 1-sin0.04=0.43∗·m=1.57×0.5=0.785 st2 14. 端面齿厚st2=st2
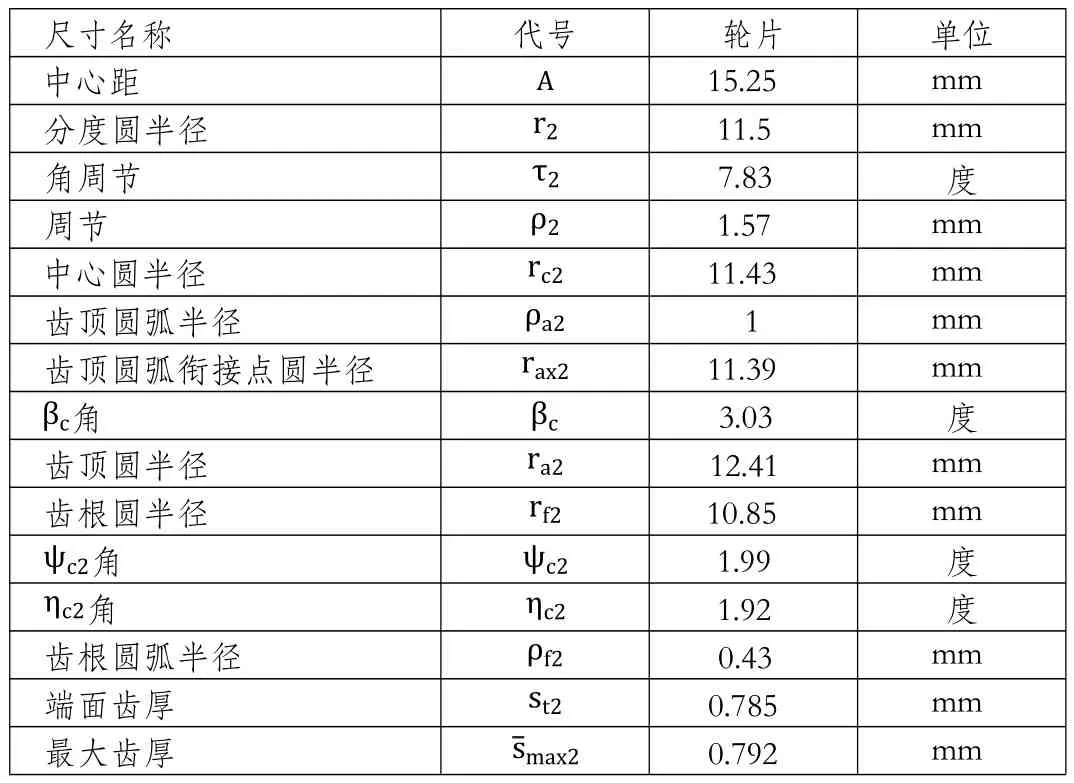
计算完成进行结果汇总
手表齿轮作为机心工作的重要部件,要发挥传递动力、指示时间、上条、拨针等功能,所以齿轮的计算是至关重要的。
钟表齿轮的加工工艺
1. 材料准备
C6104小车床、铣刀、夹头、顶针、工装、车刀、尾架、易切钢,直径φ1.5毫米的高碳易切钢圆棒(高耐磨,加工精度高,热处理变形小,机械性能优越,广泛应用于精密钟表零件制作)。
2. 粗加工流程
加工前,为了避免浪费和易操作,我们首先截取适当长度的棒料。
调整齿轮铣刀架摇柄,铣削一定齿长,后面的分度盘则用于固定齿数。铣齿过程本身很快,前期准备工作机床调试更为耗时。
铣削好齿形的坯料夹在卡盘上,对加工好的齿轮规格进行测量,并检查齿轮间是否达到光洁度。
车削其中一端齿轮轴,使用千分尺检查直径,一端齿轮轴车削完成。固定齿轮棒料不动,车削另一端齿轮轴时需要用到其他的工具,重新计算需要车削的长度。千分尺就是为应对这种情况特别制作,探头纤薄,可伸入齿槽间,常规千分尺仅能测量齿顶圆直径。
下来就可以将齿轮从坯料上切下。雏形齿轮加工完成后,需将所有加工痕迹擦除,进行修饰性打磨。针对齿轮表层的打磨,不但具有实际应用功能,还有审美上的提高。在机心内任何一个小零件上的工艺处理,都是对制作机心时最细微细节注重的呈现,因此保证了高级制表的技术完美。
对齿轮进行抛光,将枢轴边缘打磨圆润。对毛坯齿轮的边缘需轻微打磨,去除零件上的缺陷,让齿轮间隙在运行中保持流畅和持久。接下来再在显微镜下去除毛边。然后是采用超声波清洗齿轮。
3. 对钢轴齿的再加工——烤蓝
对钢制零件烤蓝最初的目的是为了防锈,延长零件的寿命,可以达到几十年不生锈,但渐渐的,这种色泽漂亮的金属附层成为机心中的一种装饰。钢的蓝色实际上是钢的表层氧化层,当钢制零件被加热到特定的温度时会发生不同颜色的变化。不同的温度会产生多种颜色,如稻黄色、棕色、紫色、蓝色。这张照片解释了不同的回火温度和颜色。
将钢材质轴齿进行烤蓝。先准备酒精灯、支架、石棉网、黄铜屑、镊子、钢材质轴齿。
金属表面务必洗净和干燥以后,才能进行“烤蓝”处理。搭好支架,将黄铜屑放置在石棉网上,点燃支架下的酒精灯加热黄铜屑;待温度升高后,将钢轴齿埋入黄铜屑中,注意需将钢轴齿全部掩盖住,这样加工出来的颜色更加均匀。
来回旋转加热黄铜屑,以确保钢轴齿的所有部分均匀加热。随着时间长短,它会变成稻黄色,然后是深黄色,然后是棕色,紫色,深蓝色,蓝色,浅蓝色和灰色。
在达到所需颜色后用镊子快速取下钢轴齿,并浸油缸中冷却。钢轴齿几乎立即冷却下来,保持烧制而成的颜色。制作蓝钢轴齿加热的过程很快,加热零件达到合适的温度只需要几秒钟。大部分的工作都是在磨和清理钢轴齿表层的准备,或多次反复烧制零件以至达到合适的蓝色。
注意:打磨钢轴齿时遗漏在其表层的污渍、污垢或灰尘颗粒,都会导致零件受热温度不均匀,这些都可能导致有斑点的蓝色。这意味着在达到完美蓝色之前,轴齿时可能需要多次发蓝,并且每次尝试都必须再次对螺丝进行打磨和清洁。



