董海云
北京金隅科技学校,北京 102403
数控车床是集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品,是提高制造业的产品质量和劳动生产率必不可少的重要手段,数控车床带有自动换刀装置,自动换刀装置的功能就是储备一定数量的刀具并完成刀具的自动交换。数控车床上使用的回转刀架换刀是一种常见的自动换刀装置。
1 车床四工位电动回转刀架的工作原理
数控车床上使用的回转刀架一般是立式的,具有四工位(装有四把刀具)或六工位,由数控机床发出的脉冲指令进行回转和换刀。对于使用回转刀架的数控机床,在加工过程中,回转刀架不但可以存储刀具,而且在切削时要连同刀具一起承受切削力,在加工过程中要完成刀具交换转位、定位夹紧等动作。
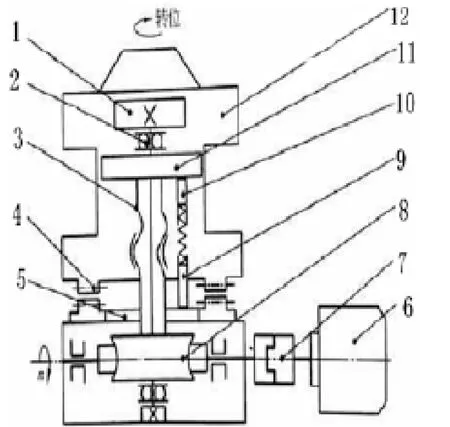
图1 四工位自动回转刀架传动结构示意图
四工位电动刀架一般由电动机、机械换刀机构、发讯盘等组成如图1所示,自动回转刀架换刀具体的换刀动作如下:数控系统输出换刀信号——PLC控制信号输出(控制电路中继电器-接触器动作)——刀架电机正向寻刀开始——刀架抬起(螺杆将销盘上升到一定高度)——刀架正转(离合销进入离合盘槽,离合盘槽带动销盘,销盘带动上刀体转位)——检测元件检测到刀位信号——刀架电机开始反转并锁紧——刀架电机断电——加工顺序进行。
2 四工位电动回转刀架的电路调试
目前数控车床刀架基本为电动刀架,电动刀架具有很多种类。以用霍尔元件检测到位的刀架最为常见。图2为刀架的电路控制系统硬件接线图,刀架采用三相异步电动机驱动,刀架检测采用霍尔元件。电气控制为控制直流继电器,继电器再驱动交流接触器接通三相交流电源,使刀架电动机正转或反转。
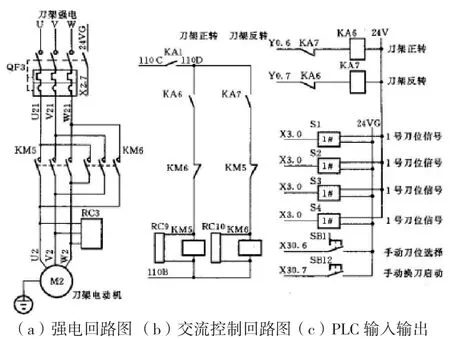
图2 刀架的电路控制系统硬件接线图
刀架在电动机正转换刀,反转锁紧。刀架反转锁紧时刀架电机实际上是一种堵转状态,因此刀架电机反转的时间不能太长,否则可能导致刀架电机的损坏。刀架上每一个刀位都配备一个霍尔元件。霍尔元件的常态是截止,当刀具转到工作位置时,利用磁体和霍尔元件导通,将刀架位置状态发送到PLC数字输入,通过PLC的数字输出,控制直流继电器,继电器再驱动交流接触器接通三相交流电源,使刀架电机正转或反转。
3 四工位刀架的PLC控制
由数控装置和可编程控制器协调配和完成对数控机床的控制,数控机床上应用的PLC有两类:“内装型”(Bulid-in Type)PLC和“独立型”(Stand-alone Type)PLC,现在使用的PLC以内装式居多。可编程控制器主要负责完成与逻辑运算有关的一些动作。
刀架的顺序控制是由PLC通过对刀架的全部I/O信号(xs10、11和xs20、21)的扫描,进行逻辑处理及计算来实现的,为了保证手动换刀和通过T指令进行自动换刀这两种换刀方式的正确性,在系统中设置一些相应的PMC参数来进行保证,手动换刀是用按钮启动的,自动换刀是用T指令触发的,换刀动作、延时控制时间及相应的参数设置如下:
1)刀架电机接收到PLC相应信号后正转,正转有一个最大时间(一般为8s),在参数设计时有一个参数保证,用P2--换刀超时时间来保证;2)霍尔元件检测到所选刀位的有效信号后,停止刀架电动机,并延时(100ms),此时间控制用P4—正转延时时间来控制;3)延时结束后刀架电动机反转锁死刀架,并延时(600ms), 此时间控制用P3—刀具锁紧时间来控制;4)延时结束后停止刀架电动机,换刀完成。
在设计PLC时,还要考虑机床整体安全互锁方面的因素,主要有以下几点:
1)刀架电机在正转时不能反转,此在软件也设计就会与硬件互锁相呼应,起到双重互锁的作用;
2)数控机床出现急停、限位、进给驱动报警或主轴报警时都要禁止刀具的换刀动作;
3)刀架电动机长 时间旋转(如8s),而 检测不到刀位信号,则应给停止刀架电机,防止刀架电机被损坏并应报警提示;
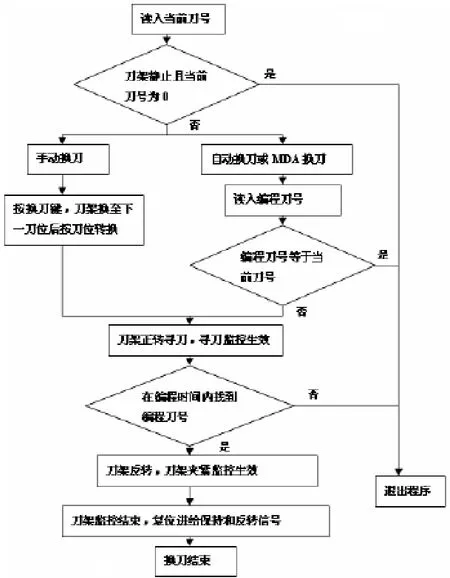
图3 刀架换刀控制流程图
4)刀架电机过热报警时,停止换刀过程,并禁止自动加工。
按照以上的换刀的动作和互锁要求,根据图2的硬件接线图中的接线设计和图3的换刀流程图,进行四工位刀架的PLC控制。PLC程序按定时循环扫描的方式执行,与换刀相关的程序扫描周期为16ms,用plc1_time表示。程序中利用这一点实现定时(延时)功能。
需要说明的是,在系统的PMC参数中,可以通过修改参数值的方法来改变各个时间的设定的值,在调试时可以进行方便的设置和修改。
4 四工位刀架常见故障及排除方法
现以数控车床上常见的四工位刀架为例对数控机床刀架典型的各种故障现象加以分析,确定其排除方法,其它类型的刀架,虽结构、尺寸、元器件型号等各有差异,但故障原因大多雷同,也可参照此法排除。

数控车床的刀架是一个典型的机电一体化的自动化机械,对于刀架的故障检测和分析,要有综合整体的概念,既要耐心细致的分析电气故障又要分析机械故障,必要时,要综合的进行逐个排除,并要认真地进行经验的总结和概括,为以后的故障的诊断和排除积累经验。
[1]韩鸿鸾,荣维芝.数控机床结构与维修[M].北京:机械工业出版社,2004,8.
[2]蒋洪平.数控设备故障诊断与维修[M].北京:北京理工大学出版社,2006,8.
[3]黄卫.数控机床与故障诊断技术[M].北京:机械工业出版社,2014,8.
[4]杨克冲,陈吉红,郑小年.数控机床电气控制[M].武汉:华中科技大学出版社,2005,1.
[5]数控车床综合实训系统使用说明书及实验指导书.
[6]陈吉红,杨克冲.数控机床实验指南[M]武汉:华中科技大学出版社,2003.
[7]瞿大中.可编程控制器应用与实验[M]武汉:华中科技大学出版社,2002.



