赵坤,张恒
密封轴承气密性检测仪器的设计
赵坤,张恒
(慈兴集团有限公司 技术中心,浙江 宁波 315301)
针对目前市场上密封轴承气密性检测精度低、抗干扰能力不强、效率低下等缺点,结合轴承实践生产情况,设计了一种新型密封轴承气密性检测仪器。该仪器利用轴承阻隔气流,使进气端达到一定气压值,然后观察气压表数值变化从而判断轴承的气密性。该仪器检测精度高,结构简单,检测型号多,并且在生产检测过程中检测直观、可操作性强、检测成本低,完全满足实际生产需求。
密封轴承;气密性;检测
随着工业的发展,特别是食品工业、现代办公机械以及家电的普及,要求相应设备设计紧凑,并具备重量小、防水、防漏气等特点。普通设备腔体与旋转轴之间存在一个圆周间隙,介质会从中泄漏,因此必须设一道防止泄漏的装置[1]。在此条件下自带密封装置轴承随之诞生,而此类轴承需要相应的密封性检测方法对其密封性能进行检测[2]。目前根据检测方法的不同,轴承气密性检测主要分为两类[3]:一类为水没式漏气检测法,这种方法检测效率低,只能定性的观察泄露而不能定量的计算泄漏量的大小,同时用这种方法检测后,还必须对工件进行干燥和防锈处理;另一类为干式漏气检测法,该检测方法抗干扰能力较弱,易受环境因素影响,测量精度低,多用于低精度气密性检测。
本文主要采用气压式漏气检测法对轴承的气密性进行检测[4-5],该设计具有精度高、结构简单、检测直观、可操作性强、检测成本低等优点。
1 检测仪器结构
为了检测密封轴承的气密性,设计的检测仪器如图1所示,其主要由空气过滤器2、压力控制阀3、进气开关5、储气罐6、数字压力计7、检测装置8和流量计9组成。工作流程为:气流由进气口1经导气管4进入空气过滤器2过滤,通过压力控制阀3控制气压,打开进气开关5使气流进入储气罐6和检测装置8,同时观察数字压力计7数值变化,当数字压力计7显示气压达到一定数值时关闭进气开关5并记录气压值,静止一段时间后,再次观察数字压力计7并记录气压值,前后两次气压值之差即为储气罐内气压压力变化量,通过与标准变化量对比,判断轴承的气密性是否合格。
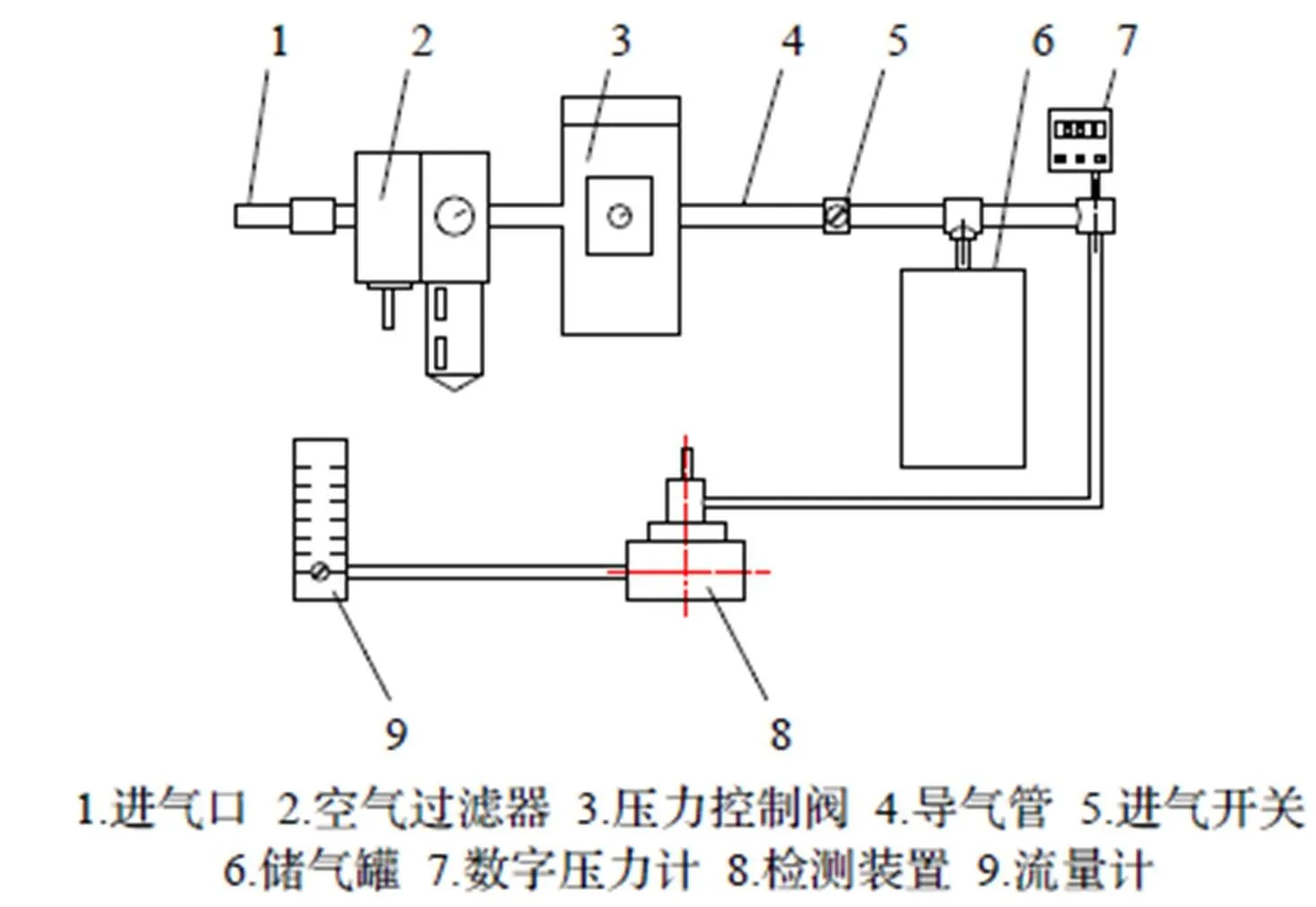
图1 轴承气密性检测仪器
轴承气密性检测装置如图2所示,1、6为O型圈气密性检测进出气口,2、5为密封圈气密性检测进出气口,通过橡胶圈3对轴承零部件进行隔离,使密封圈和O型圈完全隔离,形成单独的气流通道,即可同时检测轴承密封圈和O型圈的气密性,以便准确地检测出轴承漏气的部位。
2 检测方法
2.1 检测装置本身气密性检测
如图1所示,将基准块(基准块不漏气)放入检测装置8中代替待测轴承,然后锁紧检测装置8,打开进气开关5,在一定的充气时间内将储气罐6和检测装置8同时充入一定压力气体,关闭进气开关5,记录此时数字压力计7显示的气压数值(初始气压压力值),在一定检测时间后,记录此时数字压力计7显示的气压数值,计算检测前后两次压力差(压力损失量),如果压力损失量为零,说明检测装置本身气密性是合格的,可使用此检测装置对产品的气密性进行检测。
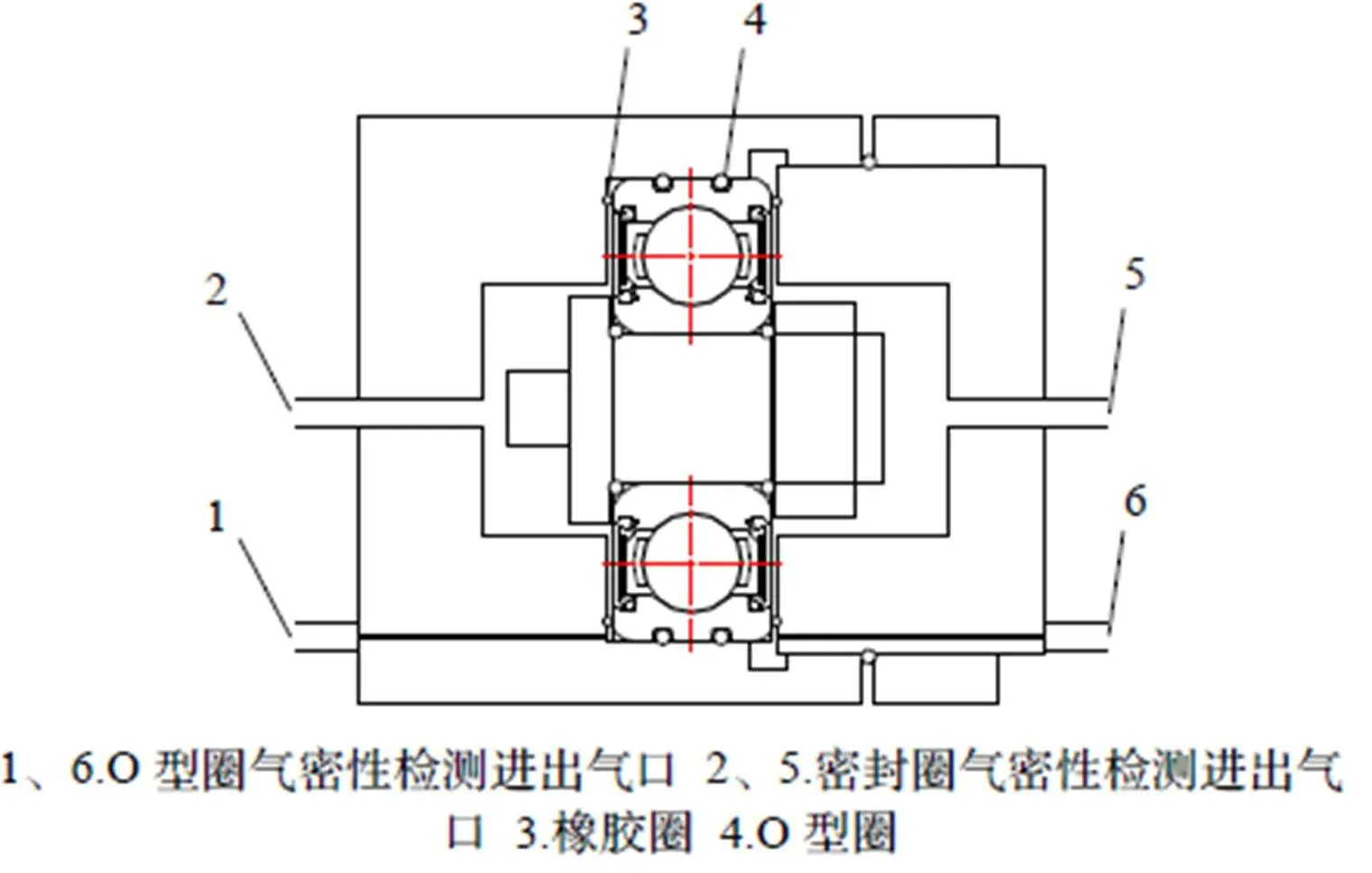
图2 检测装置结构图
2.2 轴承气密性检测
将基准块替换为待测轴承,即可检测轴承的气密性。如图2所示,将进气管接到气口1,检测轴承O型圈是否漏气,如果有漏气发生,此时气流从气口6漏出,并且图1中数字压力计读数发生改变、流量计将显示漏气量;将进气管切换到气口2,检测轴承密封圈是否漏气,如果有漏气发生,此时气流从气口5漏出,并且数字压力计读数发生改变、流量计将显示漏气量。以上检测完成后,切换进出气口检测另一侧密封圈及O型圈的气密性,即分别将进气管切换到气口6和气口5,并重复以上检测步骤,完成检测。
3 仪器检测能力分析
3.1 测试标准
由于不同工况条件对轴承气密性能要求不同,并且轴承型号多样等原因,对于轴承的气密性能没有明确标准,本文以检测6301HLLU轴承气密性为例,通过以往工程实际经验,规定轴承密封圈和轴承O型圈,检测过程气压损失均不能超过最大允许值2mbar。图2中轴承O型圈过盈配合装入壳体内,检测装置与轴承O型圈配合部位,根据实际应用工况设计。
3.2 检测能力分析
3.2.1 检测仪器的能力指数Cgk分析
对一套6301HLLU轴承气密性进行50次测量,利用Minitab软件,对该检测仪器的检测仪器能力指数Cgk进行评价,结果如表1所示,从表中可以看出,其Cgk值分别为1.75和1.86(>1.67),表明该检测仪器的测量能力符合要求。
3.2.2 检测仪器的重复性和再现性(GR&R)分析
对10套6301HLLU轴承分别检测3次,利用Minitab软件,对该检测仪器的重复性和再现性(GR&R)进行评价,结果如表1所示。从表中可看出,其GR&R分析结果分别为8.93%和8.88%,满足测量系统GR&R≤10%的标准。表明该测量装置的重复性和再现性符合要求。
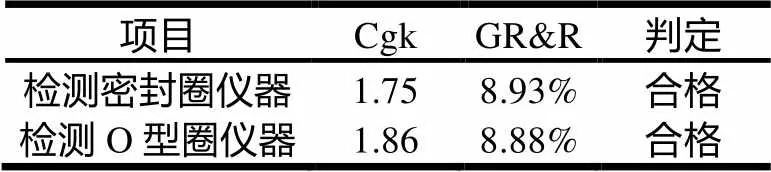
表1 检测装置能力分析
4 结束语
本文中开发的轴承气密性检测仪器,设计合理,拆装方便,对检测不同型号的轴承只需更换配套的检测装置即可,适应性较强,对检测仪器进行Cgk和GR&R分析表明,检测仪器能力充分,重复性、再现性符合要求。可以满足实际使用要求。
目前,该检测仪器已经在6301HLLU轴承批量生产中投入使用,经使用表明该检测仪器运行稳定、检测精度高、重复性好。未来还考虑应用于其它对气密性有要求的轴承。
[1]唐瑶,李军. 高压机械密封传动机构的失效分析及解决措施[J].机械,2016(1):77-80.
[2]陈龙,颉潭成. 滚动轴承应用技术[M]. 北京:机械工业出版社,2010.
[3]龙飞,邢武. 气密性检测方法分析[J]. 液压气动与密封,2000(5):21-23.
[4]陈乃克. 差压式气密检漏技术及其应用[J]. 轻型汽车技术,2002(4):29-32.
[5]李杰. 气密性检测仪校准装置的研究[D]. 广州:华南理工大学2015.
Testing Instrument Development of the Air-Tightness of Seal Bearing
ZHAO Kun,ZHANG Heng
( Technologic Centre, Cixing Group Co., Ltd., Ningbo 315301, China )
Aiming at the defect of sealed bearing on the current market, such as low detecting precision, poor anti-interference ability, low efficiency. Combining with the realistic production, a kind of air tightness detection instrument for new sealed bearing is designed. This instrument uses the bearing to block the airflow, so that the intake side reaches a certain value of air pressure, and then observe the change of the barometer to determine the air tightness of the bearing. This instrument has the characteristics of high detection precision, simple structure and more detection types, and it shows visual inspection, strong operability and low cost in the process of production inspection, which fully satisfied the requirement of actual production.
sealed bearing;air tightness;detection
TP216
A
10.3969/j.issn.1006-0316.2018.06.015
1006-0316 (2018) 06-0075-03
2017-11-16
赵坤(1979-),男,四川阆中人,硕士,高级工程师,主要研究方向为轴承设计与制造工艺。



