刘培星 曹光明 孟宪明 李洪亮 方刚 王东坡
(1.天津大学材料科学与工程学院, 天津 300000;2.中国汽车技术研究中心中汽研(天津)汽车工程研究院有限公司, 天津 300300;3.山东钢铁集团日照有限公司钢铁研究院, 日照 276800;4.中国汽车工程研究院股份有限公司,重庆 401122)
1 前言
热成形工艺是将板料(裸板或镀层板)加热至完全奥氏体状态,高温板料转移至模具中进行热冲压成形并保压实现高温板料淬火提高强度[1-2]。目前,热成形钢零部件(抗拉强度达到1 500 MPa,且零部件回弹极小)是车身轻量化中重要高强钢零部件,已在车身安全结构件中获得广泛应用,且应用比例逐渐提升。
车身中共有3 000~5 000 个点焊接头,电阻点焊工艺目前是零部件主要连接工艺[3-4]。然而抗拉强度≥1 000 MPa 的镀锌(GI 或GA)超高强度钢板在焊接过程中锌层发生液化(锌层熔点较低),在焊接应力的作用下焊点处钢板表层液态锌侵入基体产生裂纹的现象(LME现象),LME严重制约镀锌超高强钢的应用[5-7]。目前抗拉强度≥1 000 MPa 的超高强钢镀层主要是采用电镀锌工艺生产,因为电镀锌涂层非常薄,焊接过程中Zn 和Fe 之间快速充分扩散,涂层熔点升高。镀锌热成形钢由于加热过程中镀层和基体进行充分扩散,焊接前镀层熔点已升高,故该种高强钢将有效降低焊接LME 问题。
本文中选择2 种CR1500HF 热成形钢(镀锌板和裸板)分别加热并进行模具淬火,按照某主机厂点焊评价标准对淬火钢板进行点焊试验,比较了镀锌热成形钢和裸板热成形钢点焊工艺窗口,并对镀锌热成形钢点焊接头剪切和十字拉伸性能以及焊接LME 现象进行分析,研究结果可为镀锌热成形钢点焊生产工艺制定提供参考。
2 试验
试验中选用1.5 mm 厚冷轧镀锌和连退CR1500HF 热成形钢,其化学成分和材料基础力学性能分别见表1 和表2;材料淬火参数为模压20 MPa,保压时间10 s;裸板加热参数为930 ℃,保温5 min;镀锌板加热参数为890 ℃,保温5 min。

表1 CR1500HF热成形钢化学成分(质量分数) %
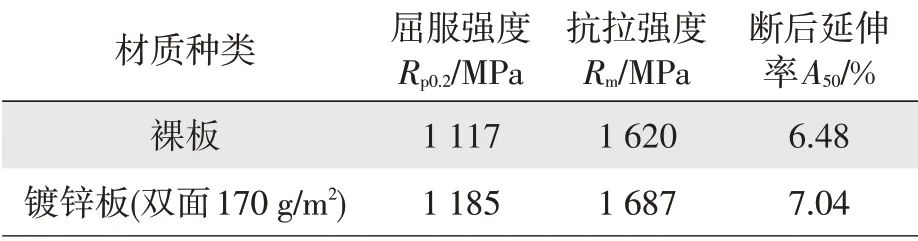
表2 CR1500HF热成形钢淬火后力学性能
试验中DB220 型中频逆变直流电阻电焊机对2 块钢板进行搭接焊,工艺参数见表3,试样尺寸[3]和搭接方式见图1。
焊接工艺窗口通过焊点直径和焊接飞溅情况确定,并采用Zwick Z050 型静态拉伸试验机对焊接工艺窗口临界焊接参数条件下的焊接接头进行剪切拉伸和十字拉伸试验,并采用金相法观察焊点接头LME 现象。

表3 中频逆变电阻点焊工艺参数
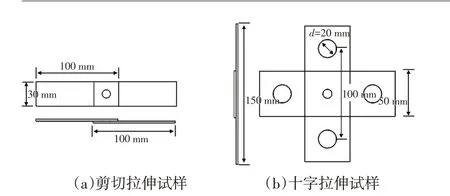
图1 点焊试样尺寸
3 结果分析与讨论
3.1 工艺窗口
通过焊点直径(临界焊点直径按照4 T 计算,为4.90 mm,T 为材料厚度)和焊接飞溅情况确定工艺窗口上下限范围,CR1500HF淬火态板料(镀锌板和裸板)的电极压力-焊接电流窗口如图2。
从图2 中可以看出,镀锌板焊接工艺窗口为1.2~1.6 kA(裸板的焊接工艺窗口为1.4~1.8 kA)。镀锌板焊工艺窗口略微降低,但仍然满足焊接工艺要求(工艺窗口≥1 kA),且随着电极压力的增大,焊接电流逐渐增大。由于电极压力增大,焊接接触电阻(钢板与电极之间,钢板与钢板之间)减小,根据焊接能量方程(公式1)可知,电极压力增大情况下需要增大焊接电流以保证足够的产热量熔化钢板形成焊接熔池。

式中,Q为热量;I为电流;R为电阻;t为焊接时间。
3.2 点焊接头力学性能
为分析点焊接头力学性能,对焊接工艺窗口(图3)左侧和右侧工艺参数条件下的点焊接头进行剪切拉伸和十字拉伸试验,点焊接头剪切拉力和十字拉伸力结果分别见图4 和图5。
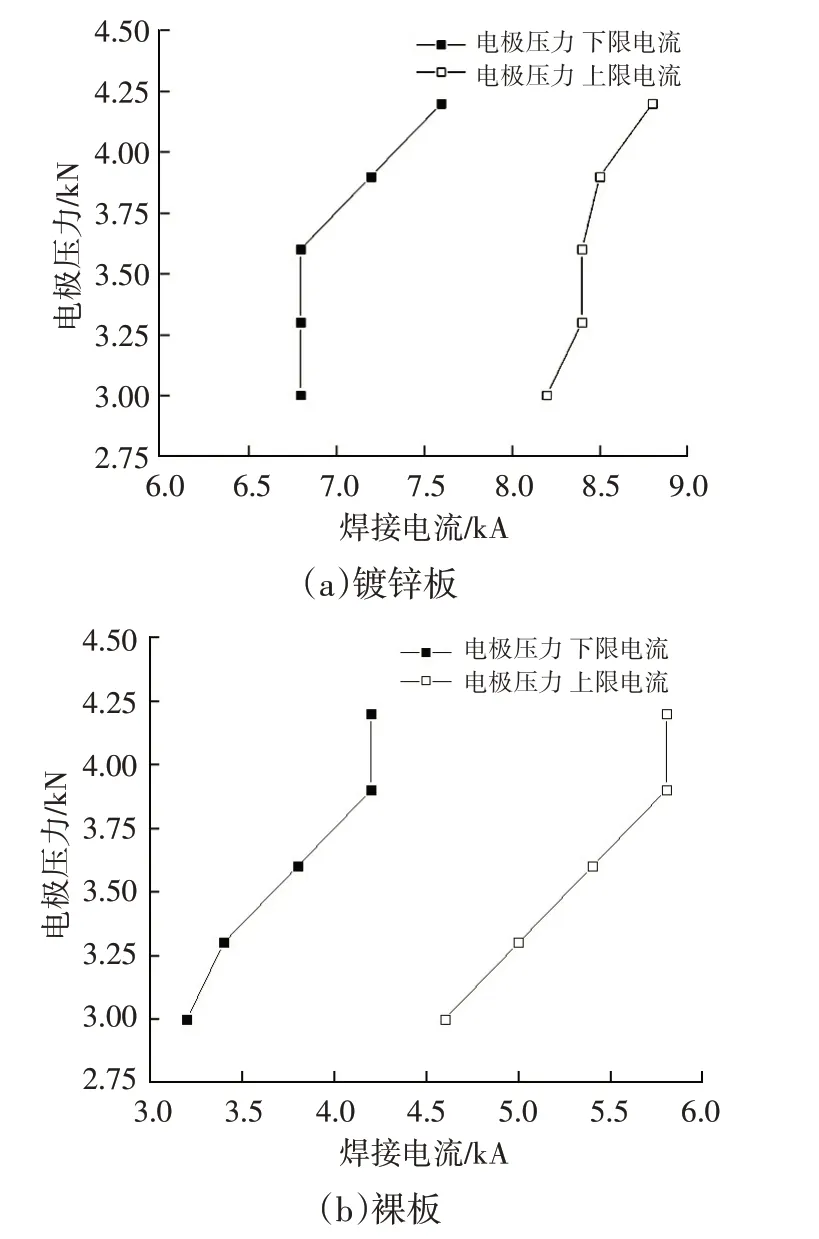
图2 CR1500HF板材(镀锌和裸板)焊接工艺窗口

图3 焊接工艺窗口示意
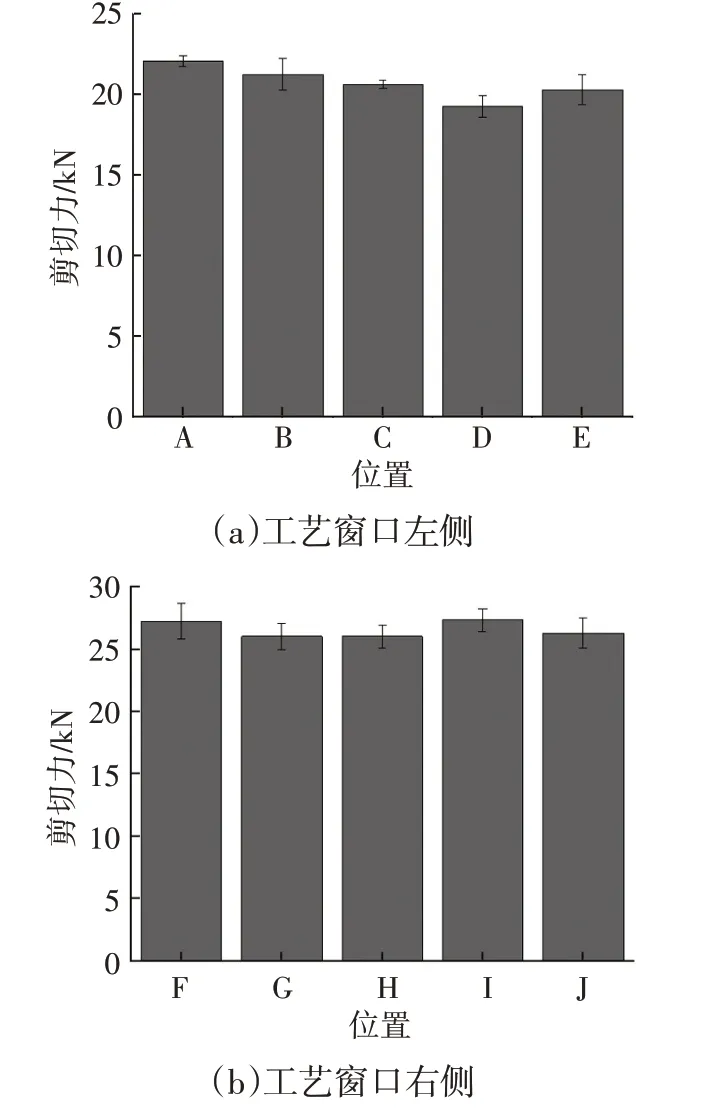
图4 点焊接头剪切拉伸力
从焊接接头剪切拉伸力结果可以看出,工艺窗口左侧条件下点焊接头剪切力为20 kN 左右,工艺窗口右侧条件下点焊接头剪切力为25 kN 左右,这是由于焊接电流大,焊点直径增大故剪切拉伸力增大。

图5 点焊接头十字拉伸力
从焊接接头十字拉伸力结果可以看出,工艺窗口左侧条件下点焊接头正拉力为4.5 kN 左右,工艺窗口右侧条件下点焊接头正拉力为5.3 kN 左右,这是由于焊接电流大,焊点直径增大,十字拉伸正拉力增大。
3.3 镀锌板焊接LME
抗拉强度≥1 000 MPa 的镀锌超高强度钢板,由于镀锌层熔点低(400 ℃左右),焊接热循环中升温和降温时间很短(焊点焊接总时间<1 s),锌层-铁基体之间来不及扩散;锌层处于液化状态,故在焊接应力的作用下焊点周边发生液态锌侵入基体产生裂纹(LME)的现象[8](图6),该问题严重制约镀锌超高强钢的应用。
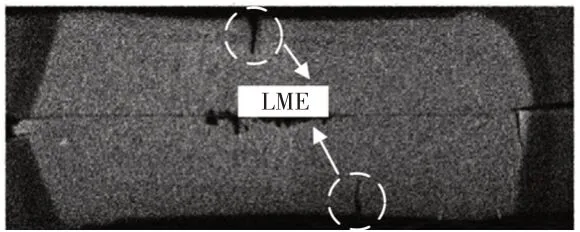
图6 焊接过程中出现LME开裂[8]
为分析CR1500HF 镀锌板的焊接LME 问题,检测焊接工艺窗口左侧和右侧工艺参数条件下的点焊接头断面形貌,典型焊点断面形貌如图7 所示。
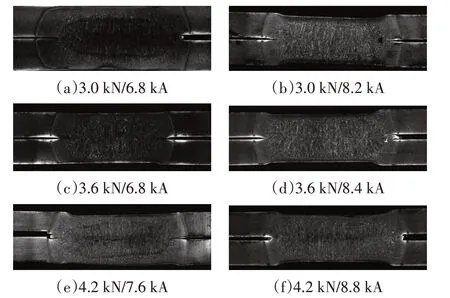
图7 CR1500HF镀锌板点焊接头断面形貌
从图7 中可以看出,点焊接头中并未出现焊接LME 的问题(边部未出现裂纹),这是由于镀锌热成形钢板料在热成形过程中炉内加热保温5 min,锌层和基体之间进行了充分的扩散,加热后锌铁合金涂层中Zn 质量分数降低,涂层熔点大大提高;在焊接热循环中的升温和降温过程中,涂层熔点进一步提高,焊接过程中LME 风险进一步降低。
4 结论
a.镀锌板焊接工艺窗口为1.2~1.6 kA(裸板的焊接工艺窗口为1.4~1.8 kA)。镀锌板焊工艺窗口略微降低,但仍然满足焊接工艺要求(工艺窗口≥1 kA)。且随着电极压力的增大,焊接电流逐渐增大;这是由于电极压力增大,焊接接触电阻(钢板与电极之间,钢板与钢板之间)减小;
b.工艺窗口左侧条件下点焊接头剪切力为20 kN 左右,工艺窗口右侧条件下点焊接头剪切力为25 kN 左右;这是由于焊接电流大,焊点直径增大。工艺窗口左侧条件下点焊接头十字拉伸正拉力为4.5 kN 左右,工艺窗口右侧条件下点焊接头十字拉伸正拉力为5 kN 左右;这是由于焊接电流大,焊点直径增大;
c.点焊接头中并未出现焊接LME 的问题(边部未出现裂纹),这是由于镀锌热成形钢板料在热成形过程中炉内加热保温5 min,锌层和基体之间进行了充分的扩散,加热后锌铁合金涂层中Zn 质量分数降低,涂层熔点提高。



