饶小平,韩惠强,柯志鸿,游伟强,陈锦珊
医院制剂是指医疗机构根据本单位临床需要经批准而配制、自用的固定处方制剂,是我国医疗卫生行业的特色产物。医院制剂属于药品范畴,是对市场药品供应的有效补充,其质量直接关系到临床用药的安全性与有效性[1-3]。尽管医院制剂中间品与成品均经过检验合格后才可放行,但是抽检具有很大的局限性,况且其质量是设计和生产所决定的[4-7],因此,提高医院制剂的生产质量管理水平至关重要。现对联勤保障部队第909医院灭菌制剂的生产偏差进行回顾性分析,旨在总结实践经验,推动质量持续改进,保障临床用药安全[8]。
1 资料与方法
回顾性分析2016年1—12月联勤保障部队第909医院19例次灭菌制剂生产的偏差项目,并运用“头脑风暴”并参考PDCA[P(Plan)、D(Do)、C(Check)、A(Action)]循环的管理模式,从人、机、料、法、环五个方面探讨偏差原因,针对主要原因拟定纠正和预防措施,之后组织末端落实,跟踪分析纠正和预防措施执行情况,比较实施前后的偏差发生情况,最终进行结果确认。
2 结果
2.1偏差基本情况2016年全年共出现偏差19例次,其中重大偏差2例次,主要偏差8例次,次要偏差9例次,见表1。
2.2偏差原因分析运用PDCA小循环、头脑风暴和鱼骨图查找各种原因,见图1。
分析鱼骨图找出的各种原因,认为影响制剂生产偏差的主要原因包括:(1)人的因素。制剂生产人员的质量意识、风险意识不强,执行标准操作规程、配制规程不严格,核对制度有时流于形式。(2)机的因素。设施设备使用年限长、故障率高,日常维护保养不够精细。(3)料的因素。个别药包材存在质量缺陷。(4)法的因素。不同人员对生产工艺的理解不够一致,对一些关键操作要求还不够具体明确。(5)环的因素。卫生清洁消毒有时存在死角。
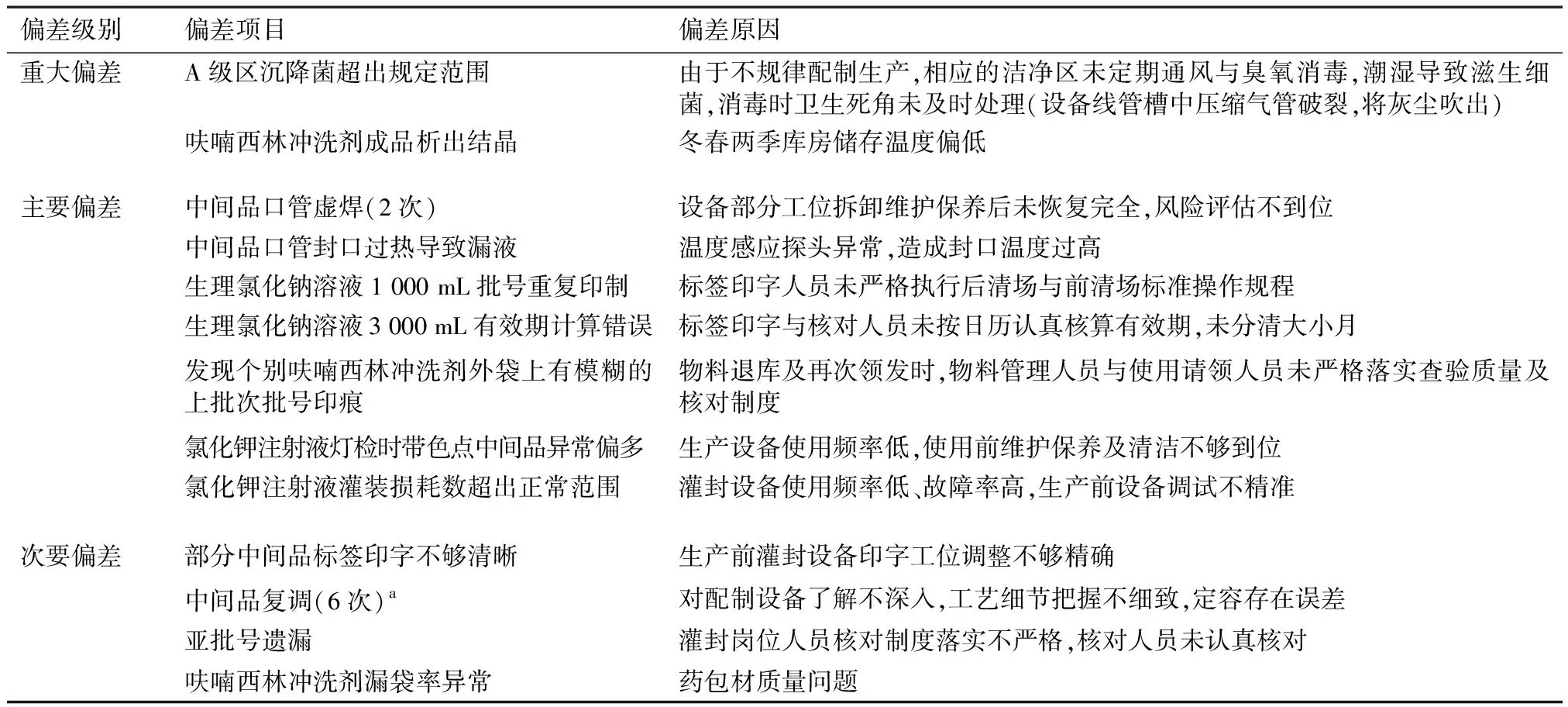
表1 灭菌制剂生产偏差的基本情况
注:a表示该偏差出现的次数,其余未标注次数的为仅出现1次
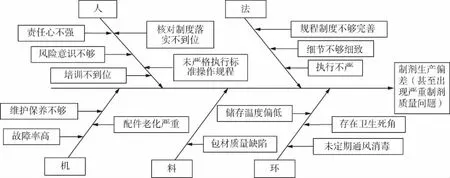
图1 鱼骨图分析制剂生产偏差产生的原因
透过这些主要原因,可看出这5个环节不是独立的,而是相互交织的,但“人”的因素占主导地位,因此加强人员管理和岗位培训,提高人员的生产管理能力与专业技术水平至关重要。
2.3措施拟定和实施针对产生偏差的主要原因,运用“头脑风暴”,从人、机、料、法、环五个方面探讨偏差原因,拟定了12条纠正和预防措施并落实执行,具体见表2。
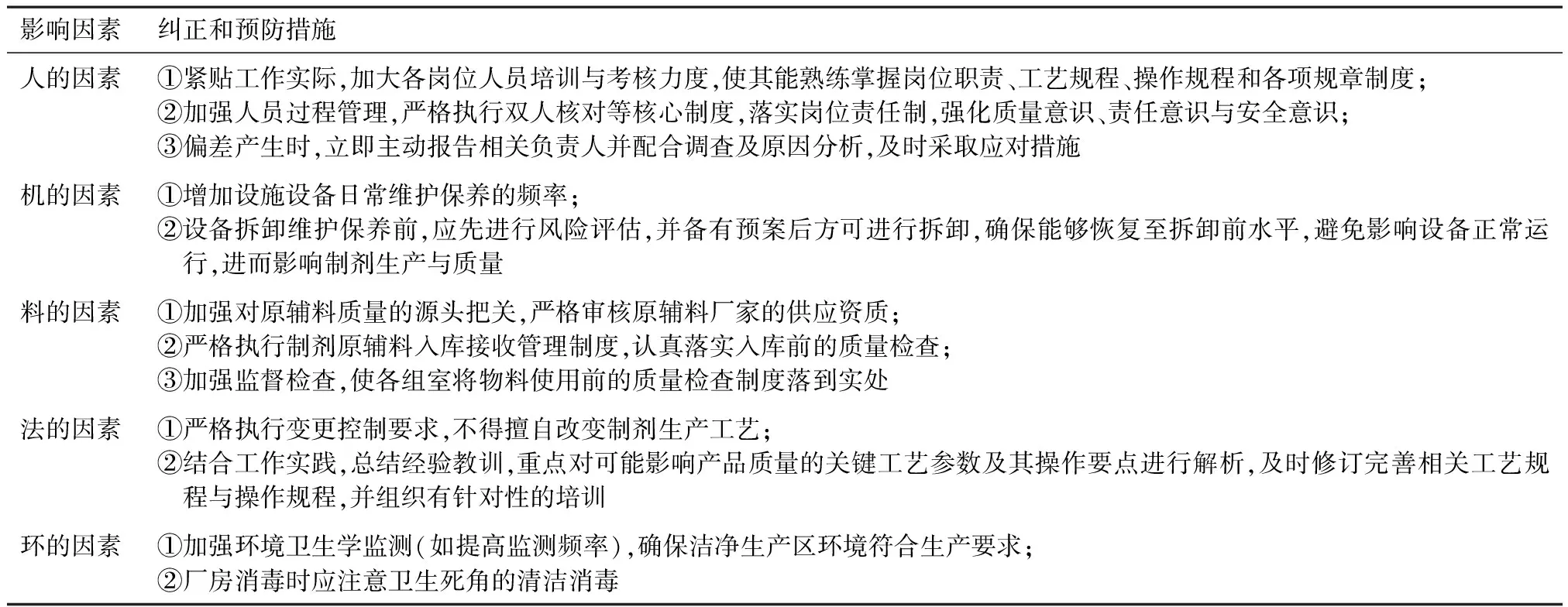
表2 纠正和预防措施

表3 制剂生产偏差同期对比/例次
2.4效果确认通过合理应用“品管圈”的管理手段,参考PDCA循环,跟踪分析纠正和预防措施执行情况,对实施前后的偏差发生情况进行比较,结果见表3。通过同期对比发现,2017年上半年偏差例次相对于2016年上半年减少了55.56%。
2.5标准化和持续改进制定纠正和预防措施后,根据工作任务分工,通过生产部门负责人、各工序岗位负责人、各工序生产人员,逐级跟踪落实,定期检查落实情况,并结合每月月初的工作计划和月底的工作小结,对偏差的纠正和预防措施跟踪落实和检查总结。定期向质量管理办公室汇报纠正和预防措施落实的相关情况,并在科室每季度的制剂质量分析会上进行分析、汇报和总结。推行质量管理办公室、生产部门负责人、岗位负责人三级监控,月、季、半年、年度汇总,对制剂质量进行分析、评估,根据上一个周期的检查结果,提出下一步需要继续改进的措施,进入下一个改进周期,由此实现制剂质量的持续改进。
3 讨论
3.1偏差管理偏差管理作为一种发现问题、分析问题、解决问题并持续改进质量管理体系的有效手段,对提高产品质量保证能力具有重大意义[4,9-10]。《药品生产质量管理规范》(GMP)第二百四十八条规定[11]:企业应当建立偏差处理的操作规程,规定偏差的报告、记录、调查、处理以及所采取的纠正措施,并有相应的记录。在制剂生产过程中,针对偏差管理普遍存在思想认识不足,培训不够到位,管理程序不合理,纠正和预防措施不全面等问题[12-14],因此首先必须提高偏差管理认识,加强偏差管理培训,并建立科学的偏差管理体系。
3.2偏差纠正和预防措施GMP第二百五十二条规定[11]:企业应当建立纠正措施和预防措施系统,对投诉、召回、偏差、自检或外部检查结果、工艺性能和质量监测趋势等进行调查并采取纠正和预防措施;调查的深度和形式应当与风险的级别相适应;纠正措施和预防措施系统应当能够增进对产品和工艺的理解,改进产品和工艺。在工作实践中,纠正和预防措施重在执行,其实施要点在于消除潜在的不合格风险,避免同类偏差的重复发生及耗费大量的管理资源,并最大限度降低质量风险。通过严格执行纠正和预防措施,院内灭菌制剂2017年上半年的生产偏差例次大幅减少,特别是与去年同期相比未再发生重大偏差,表明已取得阶段性的成效。
综上所述,在医院制剂生产中,应加强质量风险管理,合理运用品管圈的管理手段,按照PDCA循环有效解决偏差管理中存在的实际问题,进而推动质量持续改进,提高生产管理水平,保证制剂质量安全。



