邵长春,黄思德
Shao Changchun1,Huang Side2
(1.广西柳州铁道职业技术学院,广西 柳州 545000;2.北京汽车股份有限公司汽车研究院,北京 101300)
0 引 言
在汽车生产中,焊接是一个非常重要和关键的环节,选取恰当的焊接方式能够使车身的抗碰撞能力得到提升,有利于车身减重、降低成本和油耗以及总装工序简化。在诸多焊接方式中,激光焊接在其工艺过程、焊接速度和质量改进等方面有着极大的提升空间,因此对激光焊接在高强钢中的运用进行研究,有着重要的意义。
激光发明于1960年,历经50多年的发展,特别是军用需求的巨大驱动,使其在21世纪进入高速发展阶段。目前激光发生器向着大功率、轻便化和经济化的方向发展,激光焊接由于线能量密度集中和热影响区小,而且激光束具有可以在大气中焊接的优点,既可以对高强钢大型构件深度熔焊,又可以进行微型精密焊接,将成为今后高强钢焊接的主要手段。并且激光焊接符合优质、低耗、清洁、热影响区窄、接头变形小、操作灵活等技术发展方向,21世纪将逐渐成为激光焊接的时代[1]。
激光焊接在高强钢的焊接特别是小焊缝焊接过程中,有其独特的优势:首先激光波长范围很窄,其中CO2激光波长为10.6μm,YAG激光波长为1.06 μm;其次,激光聚焦能力非常强,线能量密度可达108W/cm2;第三,焊接过程中加热范围小,能量利用效率高;第四,激光焊接为非接触焊接,能有效避免电弧焊过程中的夹渣、飞溅等;第五,激光焊接热影响区狭小,焊接件变形程度低。
高强钢的小焊缝焊接过程往往采用激光深熔焊接的方法,也就是在高强的线能量密度激光的照射下,焊接材料发生蒸发效应,并形成小孔。由于激光的照射,空腔内的温度可达2500℃左右,这样高的温度使得包围着小孔周围的材料融化,由于热传导作用,小孔外的材料熔液不断流动,并且不断填充着小孔。随着激光光束的移动,熔融的材料填充完小孔并冷凝,留下焊缝。在高强钢焊接过程中,焊缝的宽度和深度影响着焊接质量。
1 激光在高强钢小焊缝焊接中的试验
1.1 待焊材料的选择
在激光焊接试验中选取的待焊材料为低合金调质高强钢JFE980S,该钢的拉伸屈服强度为980 MPa,是高强钢的一种。待焊接材料取80×60×8 mm规格的样板,如图1所示。
待焊接材料的主要化学成分见表1。
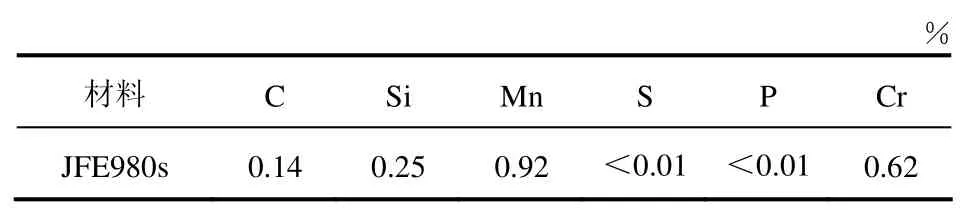
表1 待焊接材料的主要化学成分(质量分数)
激光发生器选取10 kW的YAG激光发生器,YAG激光发生器属于半导体激光,用光纤传输,如图2所示。
1.2 试验过程及相关数据分析
激光焊接试验时为了获得很高的能量密度,要求取用短焦距。焦距较短时光斑小,同时要求待焊工件间隙较小。如果焦距较大时,得到的线能量密度低,但是能保持一定的值。如果待焊工件接头处要求精度不高,可以选择长焦距,但前提是保持一定的线能量密度以保证焊接。本次试验过程中,焊缝很小,所以采用短焦距,把焦距选择为+1.25 mm。
在进行焊接试验过程中,待焊接的材料统一用15°的“V”型坡口,把焊缝设置为0.1 mm、0.3 mm,首先进行不同速度的焊接,观察激光焊接高强钢的深度与焊接速度的关系。焊接速度的取值范围设置在2~20 m/min之间,取10~15个速度样点,进行连线绘图,见图3。
通过数据分析不难发现,激光在高强钢焊接过程中,其焊缝深度与焊接速度及焊缝之间的宽度有着密切的关系。
如果焊接速度保持不变,设为5 m/min,取焊缝宽度0.1 mm,0.3 mm和0.5 mm 3种,待焊件都为低合金调质高强钢JFE980S,分别进行焊接,焊接样品如图4所示。
低合金调质高强钢JFE980S焊接样品分析:间隙为0.1 mm的焊缝利用激光焊接得到的焊缝截面均匀饱满,“V”型坡口通过热效应变形,达到水平状态;间隙为0.3 mm的焊缝截面已经出现下凹现象,焊缝的填充不均匀,有部分缺焊现象;间隙为0.5 mm时,焊缝填充发生严重缺陷,而且没有办法把高强钢焊透。由此可见,在激光焊接速度及功率保持一定的情况下,焊缝宽度对焊接质量的影响起着非常重要的作用。
2 结 论
1)通过对激光在高强钢JFE980S小焊缝焊接试验中的焊接图样进行分析,发现在小焊缝高强钢焊接过程中,焊接速度保持不变的情况下,焊缝宽度影响焊接的深度,同时焊接速度的选择应该根据焊缝宽度的大小和焊接深度来确定。如果速度过快会造成焊接不透,如果速度过慢则会有焊穿工件的可能。
2)高强钢的小焊缝焊接过程采用激光深熔焊接的方法,也就是用激光发出的高密度线能量在很短时间内熔化待焊接材料,使得焊缝内部在激光的照射下变成熔融液体,从而达到焊接的目的。这种焊接没有填充其他材料,焊件融合程度较高。
3)由于实验室条件的限制,在试验过程中没有对焊接件进行屈服强度测定,同时没有对焊缝是否有气孔和凝固后焊缝是否有脆化现象进行检测,需要后续试验继续研究。
[1]吕奎清.新型特种焊接材料[J].现代制造,2005(12):41.
[2]武亚鹏,侯建伟.高强钢的焊接分析[J].金属加工:热加工,2011(4):36-40.
[3]雷振,王旭友,滕彬,等.JFE980S高强钢焊接接头软化分析[J].焊接学报,2010(11):37-41.
[4]滕彬,李小宇,雷振,等.低合金高强钢激光—电弧复合热源焊接冷裂纹敏感性分析[J].焊接学报,2010(11):65-68.



