田克平,胡 敏,单永飞,陆辰一
(1.泛亚汽车技术中心有限公司,上海201201;2.上海大通汽车有限公司,上海200438)
Tian Keping1,Hu Min1,Shan Yongfei1,Lu Chenyi2
宽体轻型客车尺寸匹配难点及对策
田克平1,胡敏1,单永飞1,陆辰一2
(1.泛亚汽车技术中心有限公司,上海201201;2.上海大通汽车有限公司,上海200438)
Tian Keping1,Hu Min1,Shan Yongfei1,Lu Chenyi2
摘要:承载式车身轻型宽体客车的尺寸匹配相比乘用车有很大的差异,这种车身结构尺寸大、种类多,尺寸匹配很难控制。文中通过分析这类车身特点,对多方面的难点进行详细剖析,并介绍了相应对策。
关键词:宽体轻型客车;尺寸匹配;尺寸控制;承载式车身
0 引 言
汽车整车厂是一个总成模块装配厂,车身是唯一内部制造的大总成。车身是整车的基础,尺寸是基础的保证,直接影响到风噪、密封、美观和装配等[1]。尺寸匹配[2]是保证车身尺寸的重点工作。
随着宽体轻型客车(以下简称宽体轻客)不断进步,越来越向高性能、精细化方向发展,尺寸要求越来越高。承载式车身的宽体轻型客车有乘用车相似的车身特点:零件多、工序长、工艺复杂以及尺寸控制难度大。相比乘用车,车身更大,变化更繁,零件更多,门盖变化更复杂,生产批量更小,因此,尺寸匹配和控制难度更大。如何针对这些特点,有效化解这些难题,既要有丰富的尺寸控制经验,又要充分掌握其背后的原因。文中以宽体轻型客车SVxx为例,结合乘用车特点,从5个方面一一进行剖解。
1 车型变化多,投入精力大
宽体轻客平台少,同平台车型变化多。车型变化主要有3个方面:轴距、顶高、移门数量。包括:长、短轴,高、中、低顶,单侧、双侧、无移门。基本组合有18种车型,图1为SVxx4种基本车型。另外,座椅的不同布置导致地板的变化,右舵车前围板不同,车型更多。这些车型独立制造,而大量零件共用,相互影响,必须综合考虑,投入精力大。由于车型多,同一时间开发的车型有限,时间跨度大,也给尺寸匹配增加了工作量和难度。
乘用车,同车型最多3种:轿车、旅行车和两厢车。差异仅在后部,关联零件少,相互影响少。另外,乘用车开发相对独立,一次1个车型,开发间隔明显,一般3个月以上,生产启动对尺寸匹配的压力小。
对策:规划减少车型种类,控制一次投产上市车型品种。
产品规划时,采用大数据分析对目标客户分类,规划车型。适当减少品种,既降低开发成本,也降低了尺寸匹配的工作,更好地保证质量,获得客户满意。
投产时,选取1、2种产量大的车型,以此为基础实施尺寸匹配,改进零件,调整工装,提升质量,完成试生产。待尺寸稳定后,分批推出后续车型。避免大量车型同步上市带来精力分散,问题不清,原因不明导致的尺寸不稳定风险。

图1 SVxx4种基本车型
2 拼接零件多,匹配复杂
宽体轻客车身尺寸大、车型变化多,零件数量增加,另外各车型产量小,为了成本控制、减少模具,总成靠拼接实现,因此车身分块多、零件数量增加。如侧围,以短轴低顶为基础,用高低向扩展板、前后向延伸板等,派生出长短、高低不同的总成,拼装长、短轴,高、中、低车身。图2为SVxx侧围结构示意,零件间的拼接,直接影响外观和匹配尺寸,增加匹配和控制复杂性。

图2 SVxx侧围外板分块示意
匹配零件多,增加了下述3个方面的工作。
2.1零件数量多,匹配区域多
以SVxx侧围为例,侧围由很多零件拼接,增加了拼缝和门框的尺寸难度。如外板由5~8块零件组成,增加了10项间隙、平整度的匹配要求。
乘用车一般为整体侧围,不存在类似零件间的匹配关系。
2.2匹配关系复杂,难度大
各种车型的零件组合,同一个零件在同一区域需要与几个不同的零件匹配,必须兼顾。零件的修改难度更高,图3为SVxx不同车型的D柱上外板,其与后侧围外板的拼接结构。同一后侧围外板的上部与低顶、中顶、高顶的D柱上外板匹配,必须同时考虑3个零件尺寸,修改难度大。

图3 SVxx不同车型的D柱上外板
乘用车通常一个零件同一区域与一个零件匹配,发生问题时调整和修改只需考虑单一要求。
2.3工装复杂,调整难度大
在宽体轻客中同一套工装切换生产不同总成,但各总成的尺寸偏差不尽相同,调整基准或夹头可能相互影响,因此调整工装麻烦。如SVxx中同一总拼工装拼装的后门框Y向尺寸,高、中、低3种车型不同,中顶尺寸在公差内,而高顶和低顶都偏大。
乘用车一般一套工装生产一种车型,只影响一种总成的尺寸,发生问题通过调整工装可以解决。
对策1:减少零件分块,减少拼接结构
零件分块有利于产品的柔性和模具成本的控制,但过细的分块对制造尺寸和表面质量控制都不利,会增加制造成本和质量成本。产品设计时,应在前期模具成本和后期制造成本上综合平衡,合理分块。
对策2:工装基准采用垫片(Shim)结构
基准带垫片的焊接工装,方便调节,可以快速改进局部尺寸,适合车身多样的宽体轻客。从实际经验看,品种多、工装共用的侧围特别适合带垫片工装,对改善各种车型的局部尺寸非常有效。
对策3:严格控制工装尺寸
宽体轻客外板零件软、拼接多、匹配面差由工装决定,因此工装必须严格标定,控制精度。
3 门盖结构复杂,匹配调整难度大
汽车中,滑移门和后背门制造难度最大,这些区域集中了尺寸匹配、关闭力、密封和异响等要求,这些方面宽体轻客比乘用车更复杂。
3.1宽体轻客的滑移门组合多
不同车型,移门有高、中、低,有单侧、双侧。同一移门需要与不同的侧围匹配,控制困难。如SVxx项目,同一个宽移门需要同时与高顶和中顶的长轴车身匹配,2种车型的门框偏差不同,匹配调整过程很长。
3.2宽体轻客的尾门有对开式和掀背式两种
对开式尾门,如图4所示。左右门与侧围,中间门与门增加了匹配。另外,一边门的调整会影响另一边门的匹配。除了匹配,密封和开关力是一对矛盾,尺寸控制范围很小。对开后门种类多,不同高度的门,铰链位置相同,但匹配和功能的影响却不同,通过调整铰链位置的尺寸来改进质量很不容易。
3.3宽体轻客的门尺寸大,刚性差,控制困难
另外,调整安装点尺寸对结果的影响也不一定能达到预期效果。

图4 SVxx后门结构示意
乘用车的滑移门和掀背式门尺寸较小,刚性好,匹配单一,有问题时尺寸改进和调整容易。主要对策有2种。
对策1:避开滑移门设计
滑移门制造难度大,控制不好不仅有匹配问题,而且关紧力、密封都会受到影响,客户抱怨多,售后成本高。因此必须充分评估自身设计和制造能力,没把握就避开滑移门。很多公司的轻客车已经没有滑移门,虽然牺牲了顾客上下车的舒适度,失去了部分潜在的客户,但质量可以有效控制,客户更加稳定。
对策2:加大门的刚度
增加刚度,有利于控制尺寸稳定,也有利于改善调整效果。
4 车身尺寸大,稳定性难控制
宽体轻客的车身高,内部无支撑,刚性差,尺寸不稳。最高可达2m的车身,只有上下连接,整个车身是个巨大的四边形车厢,尺寸很容易扭曲。集中在后门框,很容易变成平行四边形,影响与门的匹配和功能。
乘用车的二厢车比三厢车尺寸更难控制,但高度和宽度较小,比宽体轻客稳定。
对策1:设计上加强车身刚性,稳定车身
设计时,结合宽体轻客高而大的特点,做好CAE分析,增加加强件以加固车身。图5为SVxx增补加强板示意,加强侧围上、下联接处的强度,如下部B、C、D柱与地板连接处和上部与顶盖横梁连接,避免车身太“软”扭曲,稳定尺寸。
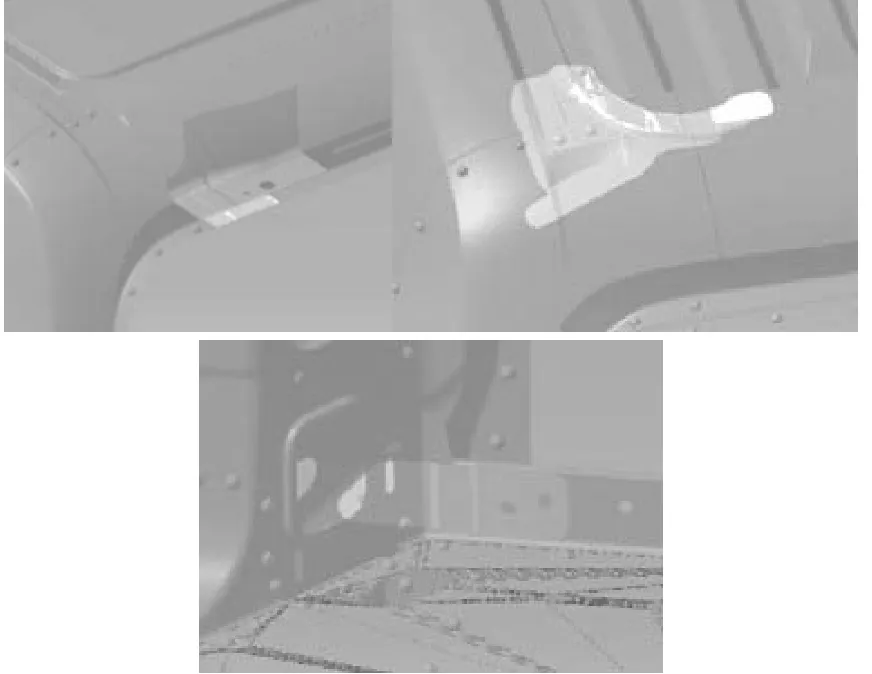
图5 SVxx增补加强板示意
对策2:识别功能尺寸[3],重点控制
功能尺寸比主基准下的尺寸对装配和匹配要求更加直接,如底盘安装尺寸,门框匹配尺寸等。在尺寸开发时,识别功能尺寸,在图纸上落实,有利于后期控制。同时规划测量系统,落实过程控制。
对策3:制造上设计整形工具,必要时整形车身
针对后门框容易发生偏斜问题,设计快速检查样架和整形工具。先用检查样架在线检查,发现超差,实施整形,保证尺寸一致性,如图6所示。

图6 SVxx后门框测量样架
5 小批量多品种,问题跟踪困难
宽体轻客生产批量小,同种车生产间隔时间长,尺寸跟踪困难。改进尺寸质量需要数据的积累,宽体轻客品种多、单品种数量小,每天生产某单一车型量很小,采集数据少,对分析问题、查找原因进而改进质量不利。例如在SVxx生产中有一个低顶尺寸问题需要解决,在接下来的4周都没有生产,无法得到进一步状态数据,问题无法落实。等到4周后造车时,这个问题又没有了。其实,这幺长的时间间隔,中间很多影响因素发生了变化,加上共用工装,变化更多,状态不可能与先前的一样,对有效分析问题,找到对策和方案都不利,使质量改进的周期拖得很长。
乘用车的车型少,产量大,有大量数据支持分析问题,特别是采用在线测量后,改进的措施可以即时反馈,有效解决。
对策:合理安排生产
为保证有效解决问题,控制尺寸,在满足市场需求上,集中安排同类车型的生产。有了足够的车辆,满足数据积累、状态跟踪和有效分析尺寸需要,以采取对策、反馈结果和稳定质量。
6 结束语
宽体轻型客车的尺寸匹配比乘用车复杂、困难,需要从产品规划开始充分认识,在产品设计、工艺开发和工装设计中分析、考虑其特点,前期做好同步工程,平衡好成本、进度和质量,落实项目规划。在实施阶段,从基础着手,关注每一个零件质量,落实每一套工装状况,评估每一步工序能力,跟踪每一组数据分析,严格监控。只有这样才能真正把宽体轻型客车尺寸匹配做精做好,保证生产阶段尺寸稳定和整车质量。
参考文献
[1]胡敏.轿车车身尺寸工程概述[J].上海汽车,2002(7):15-18.
[2]季进青.基于MC(Matching)的车身偏差问题解决方法研究[J].北京汽车,2012(6):27-30.
[3]曾贺,胡敏,金隼.轿车车身功能尺寸系统优化设计及应用研究[J].汽车与配件,2010(37):16-18.
收稿日期:2015−10−16
文章编号:1002-4581(2016)01-0018-04
中图分类号:U463.82+2
文献标志码:A
DOI:10.14175/j.issn.1002-4581.2016.01.005



