王 毅,孟 博,张 辉,刘 姜,张东杰,王 亮,陆书来
(1.中国石油吉林石化公司 研究院,吉林 吉林 132021;2.中国石油集团公司 工程建设分公司,北京 100007;3.中国石油吉林石化公司 合成树脂厂,吉林 吉林 132021)
乳液接枝-本体SAN掺混法是工艺最成熟、产品范围最宽、实用性最强的丙烯腈-丁二烯-苯乙烯共聚物(ABS)生产技术,也是目前世界范围内ABS生产装置应用最为广泛的工艺技术[1]。
由于该生产工艺中ABS接枝聚合是在乳液中完成的,因此,使用前必须将ABS接枝聚合物从乳液中分离干燥,然后才能与苯乙烯-丙烯腈共聚物(SAN)完成掺混,得到性能优良的ABS树脂。在生产过程中,利用反相电荷将乳化剂所带电荷中和,使粒子间的排斥力减小,从而发生碰撞而混凝的原理[2-3],向G-ABS乳液(G-ABSL)中加入稀酸或镁盐进行破乳凝聚。在凝聚过程中,除了要破坏悬浮粒子在体系中的稳定性,促使ABS接枝聚合物相互碰撞、聚集,体积增大并从乳液中沉淀分离出来之外,还必须通过洗涤过程,将乳液聚合阶段所使用的助剂除去,以避免助剂残留在G-ABS粉料中,使ABS产品产生白度下降和耐老化性能变差等问题。
1 实验部分
1.1 原料
G-ABS胶乳:吉林石化公司合成树脂厂1#ABS车间提供,聚合结束后加入一定量的复合乳液抗氧剂WT668;浓硫酸:试剂纯,天津精细化工厂;氢氧化钾(KOH)溶液:质量分数为20%,自制;SAN树脂:吉林石化公司合成树脂厂2#SAN生产线。
1.2 仪器设备
凝聚釜:有效容积35L,烟台市牟平区曙光精密仪器厂;三足式离心机:O-20,TANABE WILLTEC INC公司;沸腾床干燥器:NFOD-15,OKAWARA MFG.CO.,LTD公司;注塑机:SE 130EV-C450,日本住友公司;高端色差仪:Ultra Scan Pro,美国Hunter lab公司;差示扫描量热仪(DSC):DSC4000,美国PerkinElmer公司。
1.3 实验过程
根据G-ABS胶乳固含量,按照最终浆液中干基质量分数为20%,向凝聚釜内加入一定量的脱盐水。按照凝聚浆液中干基总质量的2.5%加入浓硫酸。启动凝聚釜搅拌器,将搅拌器转速设定为200 r/min,控制凝聚釜夹套蒸汽加入量,使凝聚釜温度上升至(80±1)℃。当温度达到设定值后,向釜内加入G-ABS胶乳,胶乳加入过程保持凝聚釜温度恒定,加完后保持温度15 min,进行G-ABS乳液凝聚。结束凝聚后,将凝聚釜温度升高至(90±1)℃,并保持15 min,进行凝聚浆液的熟化。通过向熟化后的浆液中加入一定量的质量分数为20%的KOH溶液,将最终凝聚熟化浆液pH值控制在不同水平。凝聚浆液在调节完pH值后,放入离心机中进行脱水,洗涤。用沸腾床干燥器将脱水洗涤后的湿粉干燥至水的质量分数小于0.5%。
1.4 分析测试
根据《GB/T19466.6—2009塑料差示扫描量热法第6部分:氧化诱导时间(等温O.I.T)和氧化诱导温度(动态O.I.T)的测定》中氧化诱导时间的测试方法测试不同凝聚条件下粉料的氧化诱导期。
按照吉林石化公司合成树脂厂0215A的混炼配方,将干燥后的G-ABS粉料与SAN树脂进行掺混造粒,注塑成测试件后,根据ASTM D1925测试其白度和黄色指数(YI)。
将测试样件置于旋转老化箱中,于80 ℃下进行老化,每隔一段时间取出样片测试白度和黄色指数。
2 结果与讨论
2.1 浆液pH值对白度和黄色指数的影响
浆液pH值对白度和黄色指数的影响如表1所示。从表1可以看出,熟化后将浆液pH值调整至碱性之后,其产品白度明显上升,黄色指数下降,b值下降明显。这主要是因为G-ABS乳液中的歧化松香酸钾(C19H29COOK)与硫酸反应生成不溶于水的歧化松香酸(C19H29COOH),如式(1)所示。析出的C19H29COOH会在G-ABS乳液凝聚过程中附着在粉料表面,并在熟化过程中,被包裹在粉料内部,残留在粉料表面的歧化松香酸脱水后变成深黄棕色的歧化松香。

(1)
从式(1)可以看出,C19H29COO-与H+反应生成C19H29COOH与C19H29COOH的解离是可逆反应,并且反应生成的C19H29COOH是在水中溶解度极低的弱酸[4]。当G-ABS乳液凝聚-熟化后,在凝聚浆液中,C19H29COO-、H+和C19H29COOH的浓度处于动态平衡。当向熟化后的凝聚浆液中加入一定量的质量分数为20%的KOH溶液,调整浆液pH值时,方程式(1)向C19H29COOH解离生成C19H29COO-和H+的方向进行,使附着在粉料颗粒表面的C19H29COOH能够溶解在凝聚浆液水相中,并在后续洗涤过程中除去。

表1 熟化后浆液调整至不同pH值后产品白度和黄色指数1)
1)L表示明度;a表示从红色至绿色的范围;b表示从黄色至蓝色的范围,下同。
通过加入KOH溶液调整浆液pH值发现,在不改变凝聚和熟化温度,以及凝聚釜搅拌器转速的情况下,随着浆液pH的提高,凝聚熟化后的G-ABS粉料粒径呈现下降的趋势,这主要是因为,在G-ABS乳液凝聚后的熟化阶段,在搅拌器的作用下,同时进行着小颗粒互相碰撞、团聚形成大颗粒和大颗粒崩解形成小颗粒的过程[2],凝聚浆液中大、小颗粒相互转化,其浓度保持一个动态平衡。当向熟化后的浆液中加入一定量KOH溶液后,凝聚浆液内C19H29COO-的浓度增加,降低了水的表面张力,减少了小粒子因碰撞而团聚的几率,改变了浆液中粒径比例的平衡,小粒径颗粒数量增多,当pH>6.0以后,粒径下降十分明显。对于工业化装置来说,过小的粒径容易导致带式脱水机和螺旋挤压脱水机负荷下降,而残留的C19H29COOK也会使螺旋挤压脱水机运行过程中出现打滑和喂料困难的现象。
2.2 pH值调整方式对产品白度和黄色指数的影响
G-ABS乳液按照凝聚(80±1 ℃,15 min)、调节浆料pH值(85±1 ℃,15 min)、熟化(90±1 ℃)的处理工序进行凝聚熟化。将获得的湿粉干燥后按1.3中相同的条件混炼造粒,注塑成测试件后测试,白度和黄色指数变化如表2所示。


表2 熟化前浆液调整至不同pH值后产品白度和黄色指数
2.3 不同凝聚条件粉料的抗氧化性和相应ABS的热氧老化稳定性研究
用DSC按照《GB/T19466.6—2009塑料差示扫描量热法第6部分:氧化诱导时间(等温O.I.T)和氧化诱导温度(动态O.I.T)的测定》中氧化诱导时间的测试方法,测试不同凝聚条件粉料的氧化诱导期,结果如表3所示。
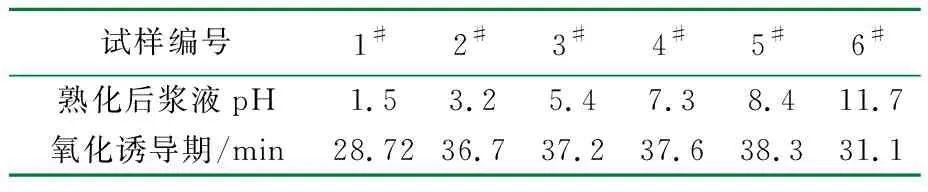
表3 不同凝聚条件下粉料的氧化诱导期
从表3可以看出,随着浆液pH的增加,粉料的氧化诱导期逐渐延长,这主要是因为在进行G-ABS乳液加酸凝聚过程中,附着在G-ABS表面上含有双键的脂肪酸,在后续加工过程中易被氧化形成自由基,诱发G-ABS粉料中聚丁二烯链段上烯丙基上活泼H发生自由基链式反应,使整个粉料的氧化诱导期缩短。通过调节浆液pH值,能够将脂肪酸重新皂化为脂肪酸钾溶解在浆液中,并在后续洗涤过程中去除。当pH达到11.0以上时,粉料的氧化诱导时间开始下降,这是因为G-ABS乳液中的受阻酚类抗氧剂的酚羟基显弱酸性,能够与KOH发生酸碱中和反应,在强碱性条件下一部分抗氧剂会失效,致使氧化诱导时间下降。
将不同凝聚条件的粉料混炼成ABS,注塑成型为测试样片,置于旋转老化箱中,老化温度设定为80℃,每隔一段时间将测试样片取出,置于暗环境中冷却至室温,测试其白度和黄色指数,并比较其随着老化时间的变化值。将各样品的白度和YI的在热氧老化过程中的变化值进行比较,并按照公式(2)计算热氧老化过程中色差ΔE的变化。
(2)
从表4可以看出,随着凝聚浆液pH值的升高,在热氧老化过程中白度、黄色指数和综合色差均在浆液pH为1.5时最小,pH为11.7时最大。这是因为使用浆液pH为1.5的粉料生产的ABS由于其中残留了较多的松香酸,在热氧老化前其白度较低,黄色指数较高,在热氧老化过程中产生的发色的羟基和羰基等氧化产物对白度和黄色指数改变贡献值有限,而随着调浆后pH值的提高,产品初始白度明显提高,热氧老化过程中的发色团对其白度、黄色指数和色差变化的贡献值增加所致。

表4 老化过程白度和黄色指数的变化1)
1) 以0 h作为标准比较白度、YI和色差ΔE。
当调浆pH值达到11.7时,白度、黄色指数和色差剧烈变化的原因除了上述因素外,还有可能是因为粉料中的受阻酚类抗氧剂与碱发生反应失效所致。
在凝聚和熟化阶段,G-ABS乳液中的焦磷酸钠在强酸和高温条件下分解为磷酸氢二钠而失去与金属的络合能力,使Fe2+/Fe3+从络合状态变为游离状态[5],在调浆过程中,Fe2+/Fe3+在浆液中与OH-反应,生成溶解度极低的碱性水合物而残留在粉料中,最终混入ABS树脂中。在热氧化过程中,Fe2+/Fe3+与过氧化物发生氧化还原反应,如式(3)和式(4)所示[6]:
Fe2++ROOH→Fe3++RO·+OH-
(3)
Fe3++ROOH→ROO·+H++Fe2+
(4)
式中,R为聚合物链。
其反应总的结果就是,变价Fe2+/Fe3+离子与ABS产品中过氧化氢分解型抗氧剂(亚磷酸酯和硫酯类辅助抗氧剂)争夺在老化过程中产生的氢过氧化物,将其分解为氧自由基和羟自由基,加快ABS中自由基猝灭型抗氧剂(受阻酚和受阻胺类主抗氧剂)的消耗,加速ABS产品的热氧老化。
3 结论
(1) 在G-ABS乳液凝聚、熟化过程中,向浆液中加入一定量的KOH溶液提高浆液的pH值,可以有效去除附着在G-ABS粉料上的C19H29COOH,一定程度上能够提高ABS产品的白度,降低其b值和黄色指数。但随着浆液pH值的升高,凝聚颗粒的平均粒径呈下降趋势,特别是在熟化前调整浆液pH值的情况下更为明显,过小的湿粉粒径会影响后续脱水设备的稳定运行。
(2) 通过ABS树脂的热氧老化可以看出,为了去除C19H29COOH而提高浆液的pH值,除了会使部分酚类抗氧剂失效外,还会使粉料中Fe2+/Fe3+与OH-反应生成碱性水合物残留在粉料中,这类变价金属离子通过催化氢过氧化物分解而加速老化过程。
(3) 建议在凝聚过程中,通过调整pH值来改善ABS产品的白度和黄色指数,并在后续混炼、造粒过程中加入一定量的金属减活剂,以保证产品的抗热氧老化性。
参 考 文 献:
[1] 黄立本,张立基,赵旭涛.ABS树脂及其应用[M].北京:化学工业出版社,2001:85.
[2] 张开.高分子界面科学[M].北京:中国石化出版社,1997:117.
[3] 刘宏.化学破乳的影响因素与高分子聚合物破乳研究[J].水处理技术,2001,27(5):284-286.
[4] 陈晓阳,霍山,高进.关于乳液聚合ABS凝聚机理的研究[J].浙江化工,2007,38(8):11-12.
[5] 曹同玉,刘庆普,胡金生.聚合物乳液合成原理性能及应用[M].北京:化学工业出版社,1997:470.
[6] AJ Chirinos-Padrón,PH Hernández,FA Suárez.Influence of metal ions on antioxidant behavior in polypropylene[J].Polymer Degradation and Stability,1988,20:237-255.



