叶静丽
(山西省第三建筑工程公司第二分公司,山西太原 030024)
钢箱梁结构比较复杂,而且需要的焊缝众多,对于受力方面,焊接变形以及残余应力也是比较大的[1]。一般钢箱梁制造采用的生产方式是:“板→板块单板→板单元→梁段→预拼装→桥位焊接”。依据设计特点,对于主梁节段,将其分为带纵横肋的顶板单元、腹板单元、底板单元、纵隔板单元、横隔板单元等,而且这些单元的加工必须分别进行[2]。梁段制作完成后,一般应用平车运输至规定的地方进行一系列的加工,一般包括除锈、涂装[3],按顺序再次运输到固定地方进行吊装,再进行线性调整、匹配、焊接的工序。
1 钢箱梁制造工艺
1.1 规定
1)设计图纸审查;若发现图纸需要进行修改,应该以书面报告提交,经监理工程师批准并签字,最后递交业主以及设计单位。2)编制施工组织设计,对于现场需要的材料以及场地的规划作出合理的安排。3)技术交底,这一步得对图纸和设计要求有充分的认识,并且根据焊接的工艺确定焊接的一些参数。4)对所要建造的建筑物有一定的认识和了解,总结特点,首先应有一个构件的试制,评定工艺,得到质量满意的构件后再进行后续构件。5)对各种部件必须进行质量管理,而且应有相关的记录,保证之后的问题可以查到来源,可以尽快确定,节省时间。
1.2 制造工艺流程
制造工艺流程如图1所示。

图1 工艺流程
1.3 下料以及板料对接
一般按照梯形料下料,采用半自动切割机,腹板上下边缘的坡口要切出,而且要对称。按照顺序,先短板纵缝,然后是横缝(板长方向)。
1.4 钻孔
在板的两端端口处钻孔,理论上钻孔存在一个顺序的问题,首先选择其中的一端进行钻孔,另一端待架设后才进行钻孔。
钻孔的要求:基准线选在梁端接缝10 mm的中心线。
1.5 组装翼板腹板
1)在翼板拱度的平台上进行组拼,先放需要组装的翼板,用直线将腹板的位置线勾出,然后腹板置于翼板上来进行定位焊,最好是连续施工。2)记录好各节段合缝的位置,用吊车将各节段运走,进行焊接。3)施焊完工后,一定要对翼缘的塌边变形进行矫正。4)若是构件要用来建筑大跨度的拱桥的话,需要检查拱度的变化,若发现拱度不符合要求,太小,则可以在腹板的下侧加热三角形达到理想的拱度。5)将横向加劲肋和纵向加劲肋进行组装;施工经验表明,若想防止焊后变形,则必须使用定位焊。其次,纵向加劲肋的组装必须留出横向隔板的位置,厚度再加3 mm。
1.6 隔板制造
采用半自动切割机将隔板两边的竖向边设计尺寸1 mm左右,且与底边的垂直度定为0.5 mm。同样将隔板的位置线划出,包括横向和纵向加劲肋,定位焊纵横肋,对称焊接。
1.7 拼装
1)搭设平台,平台下面设置竖向支撑,竖向支撑之间的间隔距离为2 m,每个横断面设置3根,它们之间相互连接,同时在地面画出各种构件的轮廓线。2)按照之前画的轮廓线放置底板,并且在底板上把腹板和纵向以及横向加劲肋的位置线划出,然后将纵向加劲肋进行简单的定位,同时隔板与底板的位置也需要定位,并且一定要注意垂直度,角度必须是90°[4]。3)接下来是焊接,焊接的顺序一般从支座的中心向两端递推。4)在拼装前,将腹板竖向加劲肋与腹板下的底边相对高度进行对比,距离最好控制在0.5 mm~1 mm。5)箱梁焊接顺序,构件的不同导致焊接顺序的不同,比如说腹板,竖向加劲肋采用从下到上的顺序进行焊接,而纵向加劲肋则是从中部向两端进行对称焊;底板的焊接顺序采用的是从箱梁的中部开始,然后对称向两边进行焊接;横向隔板与腹板竖向焊缝同腹板的竖向加劲肋的焊接顺序一致,从下往上依次焊接;腹板与底板的内外侧的坡口角焊缝的顺序是相同的,都是从箱梁中部向两侧对称焊接。
1.8 验收
1)构件制造完成后,要按照施工图以及相关的文件对其进行检查和验收。2)箱梁构件的误差应该满足表1。
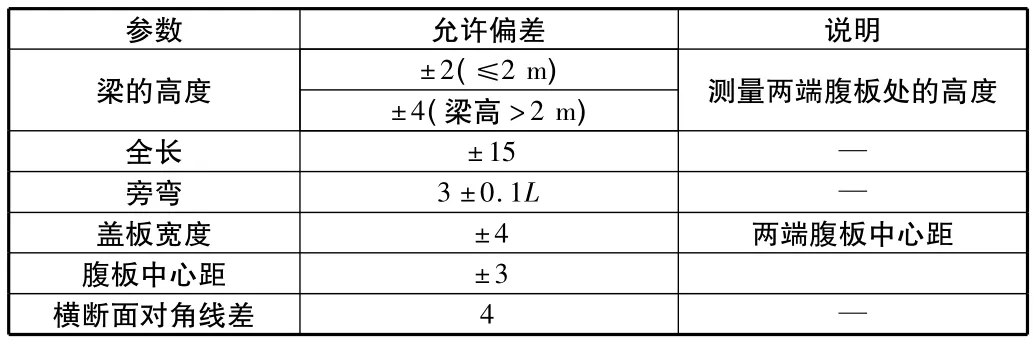
表1 箱形梁构件的允许误差
1.9 构件矫正
1)对于不满足条件的构件要进行矫正,采用冷矫这种方法时,应该控制环境的温度大于5℃。2)热矫的加热温度应该控制在600℃ ~800℃,加热温度不可以越出这个界限。3)经过矫正的构件不应该出现很明显的损伤迹象。
2 焊接
2.1 焊接的方式
钢箱梁结构中的对接焊缝一般是熔透型焊缝;角焊缝的对接有熔透型角焊缝和非熔透型角焊缝,其中非熔透型角焊缝又包括仰焊、立焊以及平角焊。
根据日照时间以及气候的特点还有对建筑物所在地区的各个时间段的平均气温的特点,来决定焊接的方式以及焊接所需要的准备工作。
2.2 焊接技术质量规定
1)对于焊工的选择,一定要有相关的资格证书,以及从事资格证书中的工作。
2)对于构件必须经过首评合格后才可以进行之后的构件的施焊。
3)施焊的工作环境必须严格控制,对湿度和温度的要求一般是湿度小于80%,温度不能低于0℃。
4)施焊前必须对现场的物品进行清理,防止在施焊过程中发生意外,而且完工后也得清理现场,尽量不要残留各种熔渣之类的东西。
5)焊接工具的使用严格按照产品说明书的要求来施工,反之易发生意外。
6)焊前需要预热的,按照相关的规定进行,不能随意进行。
2.3 焊接质量检验
1)首先是外观的检查,待冷却后对焊缝处进行观察,然后填写相关的检查表。
2)上一步完成后还得进行无损检测,一般是焊接24 h后进行。
3)进行无损检测的人员必须有上岗证,且必须是自己从事的职业,不可以借他人的上岗证进行检测。
4)无损检测完毕后也要填写一份无损检测报告单,递交上级领导。
5)焊缝的射线探伤是另一个检测的项目,要按照相关的规定进行检测,而且射线照相的质量等级应为B级。
6)还有就是超声波的检验方法,当发现超标缺陷的时候,应该进行多次检测得出准确的结果。
2.4 缺陷修补
1)重大的缺陷必须查明原因,然后相关人员进行修补并填写记录。
2)对于需要返修焊的构件,应该采用炭弧气刨进行清除缺陷,而且应该预留出一段坡口,方便用其他东西来抹掉表面的残留焊渣。
3)焊脚尺寸不规则或者是不符合规定的必须修磨匀顺。
4)有缺陷的焊缝再次焊时要延长裂纹端,延长距离为50 mm。
5)返修焊完的构件还得接受二次检验,检验方法和标准跟第一次检验的一样。
6)二次焊的部位若再次出现缺陷直接废除,不可以进行施工或者是利用。
7)返修焊所需要的温度应该在原来的基础上再提高50℃。
8)对于不能修补的缺陷应该及时跟业主与设计单位沟通,作出明确性的答复。
3 螺栓
高强度的螺栓需要做好专门存放的库房,而且通风条件良好,以方便存取,存放的时候应该分批存放,运输过程中注意颠簸,轻拿轻放。在使用过程中应该经过验收,只有经过验收合格的螺栓才可以进入施工现场,每次螺栓的使用数量和批次应该做好记录,不宜多领,施工剩余的螺栓应该在库房关门之前送回,而且有严格要求,未用完的连接副不允许暴露于室外空气中过夜。
4 结语
钢箱梁的施工工艺不是特别的繁琐,但是每个步骤程序都得按照规定进行,不得有违反任何规定而自行主张施工,其主要目的是为了后期的施工建造的建筑物可以有良好的性能,满足日常使用,在非强荷载下可以保持稳定承受荷载的能力。
[1] 哈尔滨建筑大学.大跨房屋钢结构[M].北京:中国建筑工业出版社,1996.
[2] 王仕统.衡量大跨度空间结构优劣的五个指标[J].空间结构,2000(3):23-25.
[3] 朱 炯,罗智星.钢—混凝土组合梁剪切连接件评述[J].能源技术与管理,2007(6):126-128.
[4] 沈祖炎.钢结构制作安装手册[M].北京:中国建筑工业出版社,1998:37-38.



