万翔,周晓迪
(镇江技师学院,江苏镇江,212000)
0 引言
硬胶囊是以药用明胶为原料,添加食用色素、遮光剂和其他的添加剂为辅料而制成的一种广泛用于药品包装的产品,其生产过程主要包括:溶胶、配色、模具蘸胶、风道烘干、脱模、切割、对接成型等[1],这些过程都通过可编程控制器来控制。可编程控制器(PLC)可以实时控制工业现场的各类设备,很方便地完成各类控制要求,是电气控制系统的控制核心。通过几十年的发展,PLC已经在生活中占据越来越重要的作用,各类学校电气专业也开设了相关的课程。本文以胶囊自动生产线中温度控制系统的设计为例,给出了系统的硬件设计、温度控制单元参数设定和软件设计,有效体现了PLC、触摸屏和特殊单元模块的联合设计思想,本文可以作为电学专业学生学习的参考。
1 温度控制要求和系统硬件组成
■1.1 温度控制要求
风道烘干的主要功能是对胶囊自动线机架上层和下层蘸完胶液的模条进行风干脱水处理。一般胶囊体侧和胶囊帽侧各有六个风干区,分为机架上层的上前区、上中区、上后区和下层的下前区、下中区、下后区。风道温度是决定胶囊成形的一个重要因素,风道温度的高低及稳定性将对胶囊的各项外形尺寸起着重要作用。如果温度高,则生产的胶囊脆且壁薄;温度低,则造成到达切割工位的胶囊水分多且壁厚[2]。每个风干区的温度均需独立控制。
■1.2 系统硬件组成
胶囊自动生产线风道的每个风干区都装有一台风机、一个温度传感器和一台电加热器。风机和电加热器在风区的一端,传感器安装在热风出风口,风机以恒定转速运行。温度控制系统是设定的温度值与温度传感器的测量值不断进行比较,通过控制器输出信号控制固态继电器从而控制加热器的通断最终达到控制风道温度。自动线温度控制系统采用了欧姆龙温控单元CJ1W-TC101,方便地实现了温度的控制。CJ1W-TC101温度控制单元是特殊I/O单元,它直接接受来自铂电阻传感器的输入,提供4个控制回路,可进行PID控制及自动调整,且执行PID控制时与CPU单元的循环时间无关[3]。该温度控制系统的硬件还包括:OMRON公司CJ系列CPU单元CJ2H-CPU64、CJ1W-OD211输出单元、海泰克PWS6600触摸屏,固态继电器。系统采用了传统的经典闭环控制系统模型,在测温过程中,出现温度超限需立即报警以防损坏设备影响生产,在触摸屏上要能显示当前温度和调整温度设定值,系统硬件组成如图1所示。
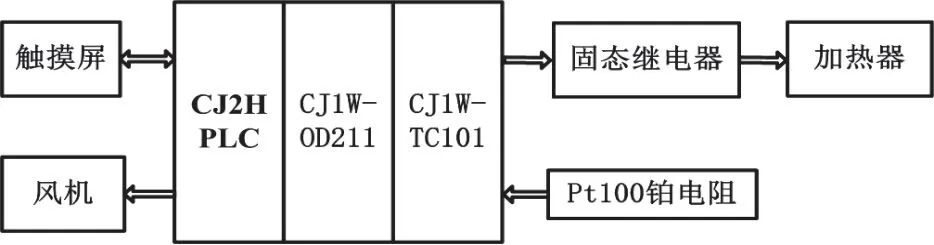
图1 系统硬件组成框图
2 温度控制单元参数设定
在编写PLC程序前需要对温度控制单元进行相关参数的设定[4],主要包括单元号、所用传感器的输入类型和温度控制单元的功能项,以下进行具体介绍:
(1)设定单元号
在CJ1W-TC101单元的面板上设定的单元号决定了CPU单元CIO和DM区分配给温度控制单元的字。温度控制单元在CIO区需用20字,在DM区用100字。例如在面板上设定单元号为8,CJ1W-TC101单元将作为特殊I/O单元,分配到的字是CIO2080~CIO2099和D20800~D20899。
(2)设定所用温度传感器的输入类型
在单元面板上有“输入类型”转动开关,用来设定所选择的温度传感器和其测量温度范围。本系统将开关设定到0,表示采用铂电阻传感器,测量温度范围为-200.0℃~650.00℃。
(3)设定温度控制单元的功能
在CJ1W-TC101单元面板上有DIP开关,带有8针,每一针设定不同的功能,具体如表1所示。针在右边代表选择OFF所对应的功能。本系统温度单位选择℃,反向控制操作,PID控制,数据格式选择BCD。
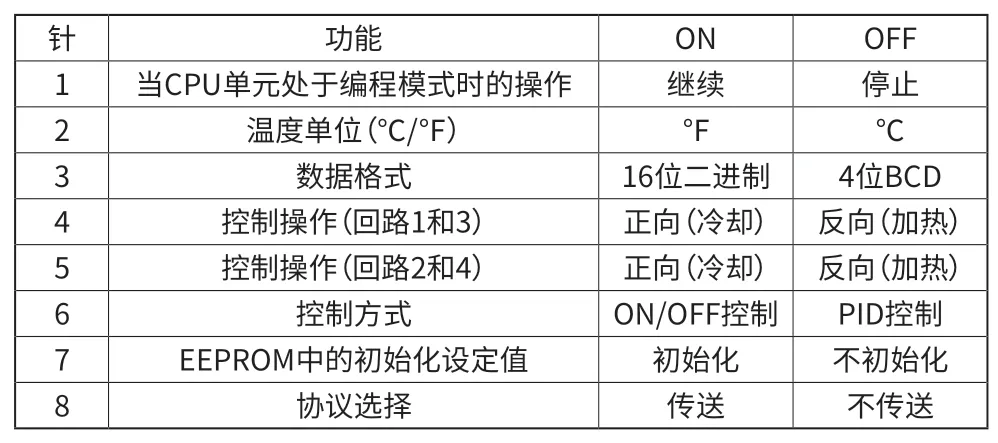
表1 DIP开关功能表
3 软件设计
■3.1 触摸屏软件设计
触摸屏作为人机操作界面,具有操作简便、直观等优点。触摸屏与PLC之间通过串口进行通信。本系统需要实现的功能的包括:温度值设定和实际温度显示、PID参数自整定、PID参数手动调节、加热器开关控制、报警设置等。在触摸屏界面设计时,尽量把功能相同的放在同一界面,如胶囊帽和胶囊体的六个风区温度值的设定和显示,PID值的显示和调整界面以及报警界面,如图2、图3、图4所示。

图2 温度设定值与显示值界面
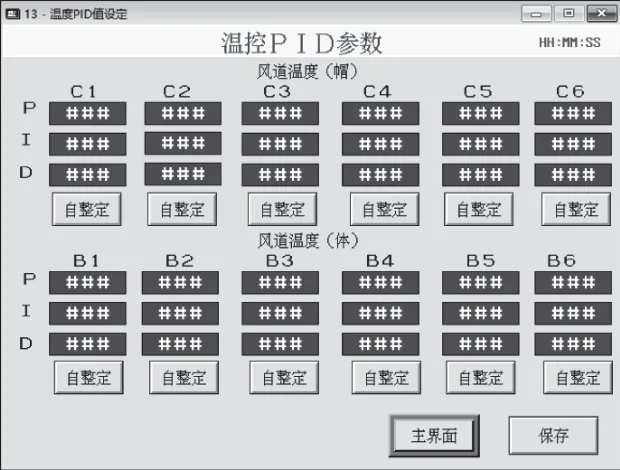
图3 PID参数自整定及手动调整界面

图4 温度报警界面
界面上C1~C6表示胶囊帽侧的六个风区,B1~B6表示体侧的六个风区。为了实现触摸屏的功能,要对触摸屏上各元件的元件属性进行设定,与PLC编程中用到的软元件进行关联。如C1显示值与PLC的D320软元件关联,C1设定值与D300软元件关联。在实际使用时,触摸屏的界面可根据生产需求进行调整设计。
■3.2 PLC软件设计
CPU单元和温度控制单元之间的数据交换是通过分配给作为特殊I/O单元的CIO和DM区中的字和位来执行的。它们之间交换三种数据:操作数据、初始化数据和操作参数。操作数据包括过程值、设定值、停止位、AT启动位、AT停止位和其他数据;初始化数据包括报警模式、报警迟滞和其他数据;操作参数包括报警SV、控制周期、比例带、积分时间和其他参数。本温度控制系统在编程时先确定每个控制回路对应的操作字和位,然后编程时使用MOV或XFER指令读写过程值、设定值和操作参数(控制周期或PID常数)或操作数据(运行/停止控制或启动/停止自动调整)。限于篇幅,下面仅介绍帽上前区(C1)温度的设定值、过程值和PID参数的自整定程序以及温度控制的启动、停止程序。
3.2.1 温度设定值和显示过程值程序
风道帽上前区(C1)的温度控制回路是第八单元第1回路,因此有关帽上前区的操作字和位各功能如表2所示。
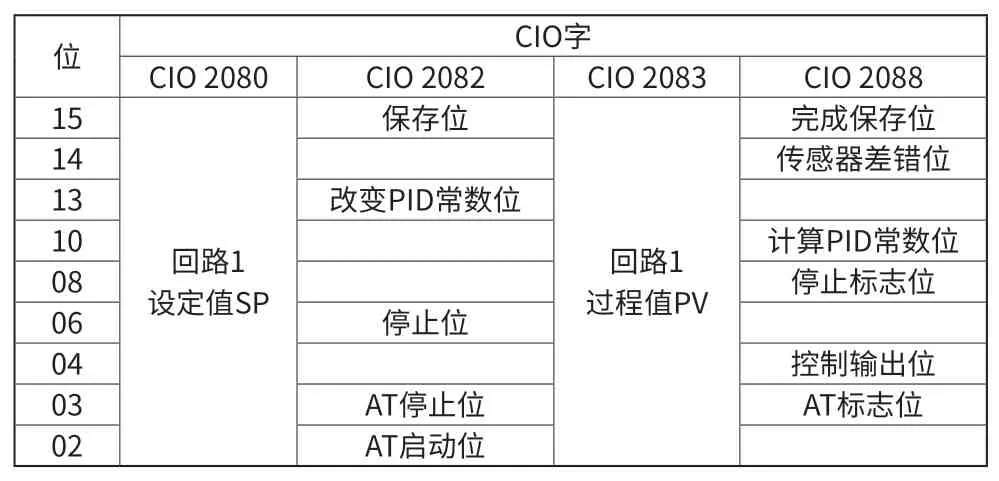
表2 风道帽上前区CIO控制字和位的功能
从表2可知,温度设定值对应PLC中的Q2080,实际测量温度在Q2083通道,那幺PLC程序则用MOV指令,将触摸屏对应的D300的数据传送到Q2080,用MOV指令将Q2083上的实际值传输到D320,再显示到触摸屏上。
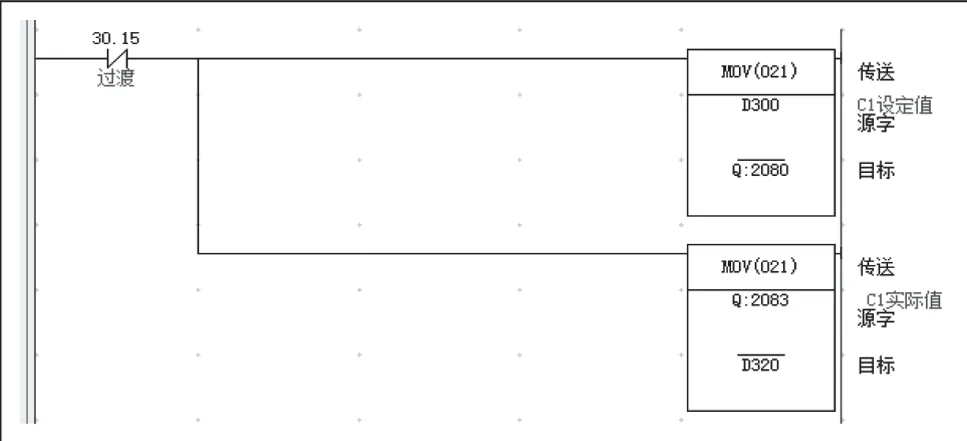
图5 温度设定值和显示过程值程序
3.2.2 PID参数的自整定程序
在本例中采用CJ1W-TC101的自动调整功能(AT)自动计算温度设定值运行的最佳PID常数。它使用有限周期法,通过强制改变PID参数来测定并控制系统的特性[5]。启动自动调整具体操作方法如下:
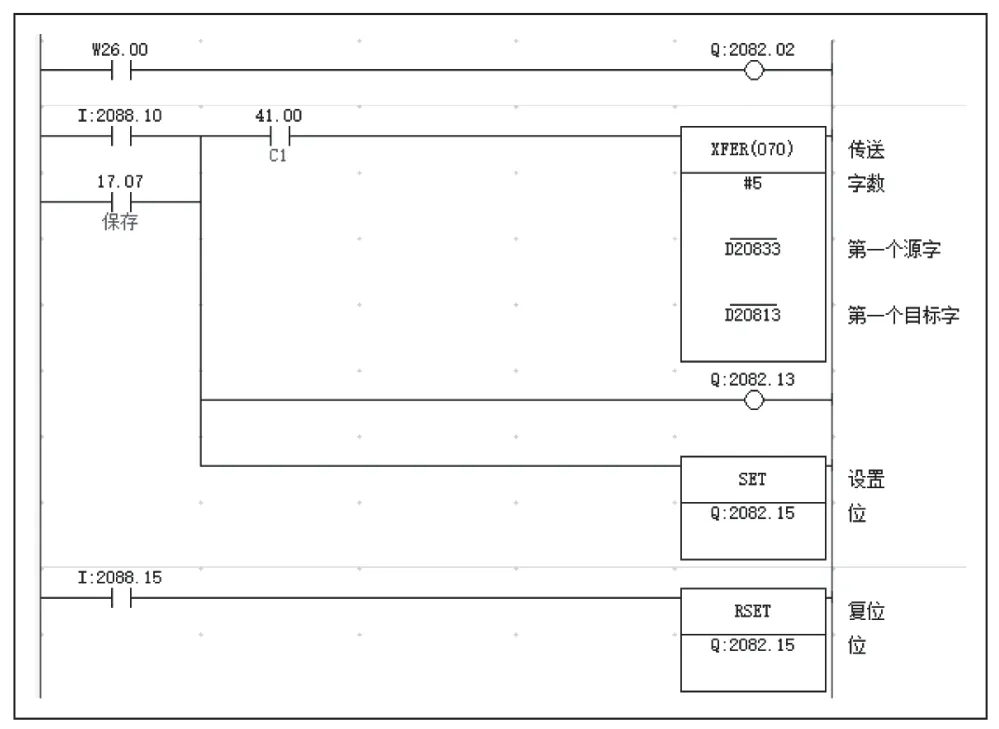
(1)将AT启动位从OFF转为ON以启动自动调整,AT位在CIO区中分配给温度控制单元的字中,帽上前区的AT启动位如表2所示是Q2082.02。
(2)自动调整完成后,用计算的PID常数替换当前的PID常数,以使单元用计算的PID常数来操作,在分配给单元的DM字中操作参数(D20813~D20833)的输入区中储存计算的PID常数,而且同时将PID常数计算标志(Q2088.10)转为ON,用此标志作为CPU单元梯形图的一个输入条件将PID常数从操作参数输入区传送到储存PID常数(Q2082.15)的输出区。
(3)传送PID常数后,将改变PID常数位(Q2082.13)从OFF转为ON,反复操作这控制位,使温度控制器的PID常数由输出区中新的PID常数来刷新。
PID参数自整定程序如图6所示。
images/BZ_80_187_1199_1118_1863.png
3.2.3 温度控制的启动和停止程序
在本例中,将分配给帽上前区的停止位(Q2088.06)转为OFF,用以启动回路的温度控制;将停止位转为ON用以停止回路的温度控制,温度控制的启动及停止程序如图7所示。

图7 温度控制的启动及停止程序
4 结束语
本文在胶囊自动生产线的温控系统中使用了欧姆龙温度控制单元,从以上编程实例中可以看出,对PLC特殊功能模块的使用方法,首先是进行其单元参数的设定,然后确定它与CPU单元之间数据交换的CIO和DM区中的字,再在PLC程序中对这些字进行编程就能实现功能要求,非常简便,大大减少了控温程序的编写和调试的工作量,也使温度控制精度和可靠性提高。该系统投入运行后,运行稳定可靠,有较高的实用和推广价值。



