程巨强
采掘机械用高强度无碳化物贝氏体钢齿座的研制与应用
程巨强
(西安工业大学 材料与化工学院,陕西 西安 710021)
为了提高大功率采掘机械用齿座截齿耐磨性和使用寿命,研制了一种新型无碳化物贝氏体钢齿座材料,进行了齿座渗碳热处理实验,测试了渗碳后齿座表面硬度及其渗碳层显微硬度的变化,观察了渗碳层的显微组织。结果表明,无碳化物贝氏体钢齿座渗碳后空冷低温回火表面可以获得较高的硬度,渗碳层外层硬度在58 HRC以上,心部硬度HRC 40,心部冲击韧性a92 J/cm2。渗碳后空冷低温回火齿座渗碳层最外层的组织为回火马氏体、残余奥氏体,过渡层的组织为回火马氏体、贝氏体铁素体、残余奥氏体,心部非渗碳层的组织为贝氏体铁素体和残余奥氏体组织。渗碳处理齿座的实体力学性能超过行业标准要求,应用于采掘机齿座具有良好的应用效果。
无碳化物贝氏体钢;齿座;渗碳;组织;性能
齿座是掘进机、采煤机、刨路机等机械切割头体上安装截齿刀具的底座,齿座通过一定的顺序焊接在切割头体上,截齿与齿座通过弹性挡圈连接成一体,工作时通过切割头体的旋转进行采掘工作[1]。采掘工作中,齿座和截齿是主要的损耗件,使用量较大。为了提高掘进机械用齿座的使用寿命,提高采掘效率和降低采掘企业的生产成本,要求齿座材料具有高的强韧性、耐磨性及疲劳抗力和良好的焊接性能。常用的齿座材料主要有中碳合金钢及低合金碳渗碳钢。中碳合金钢的代表材料主要有42CrMo,35CrMo、30-35CrMnSi[2-3]等,其齿座的生产工艺主要为模锻-机械加工-调质热处理,调质处理的齿座材料具有良好的强韧性,为了提高齿座的耐磨性需要对齿座表面进行感应淬火或堆焊耐磨材料[4],由于齿座要焊接在切割体或滚筒上,中碳合金钢由于其碳量较高,焊接性能较差,在焊接或表面感应淬火过程容易产生裂纹[5-6],易造成齿座的早期失效。随着采掘机械设备功率的提高,越来越多的齿座采用焊接性能优良的低碳合金渗碳钢,如20CrNiMo、15-20CrNi3Mo、23MnNiMoCr54等材料[7-8],低合金钢材料齿座的生产工艺为模锻-机械加工-渗碳及热处理,虽然该类合金钢强韧性良好,改善了焊接性能,但由于该类渗碳钢中含有较高的镍等元素产品的成本相对较高, 应用受到限制。高强度无碳化物贝氏体钢及渗碳钢是一种不含镍的经济型渗碳钢,具有良好的强韧性[9-10]。本文研究了无碳化物贝氏体齿座材料的组织和性能,为这种高强度材料在采掘机械用齿座的应用提供参考。
1 实验材料及方法
无碳化物贝氏体渗碳钢材料的牌号为18CrMn2SiMoV,属于低碳低合金钢。齿座钢的冶炼及其轧制过程为,电炉冶炼+LF精炼+VD处理,浇铸成钢锭,钢锭加热轧制成直径为70 mm的棒料。齿座加工采用70 mm棒料,通过下料、加热、模锻成截齿毛坯,进行机械加工成某型号的截齿。掘进机用齿座的渗碳热处理工艺如图1所示。
成品的齿座实体取样根据采掘机械用齿座相关标准进行,取样位置如图2所示,所取的试样类型主要有硬度试样、冲击试样及其有效硬化层检测试样。冲击试样线切割取样后加工成尺寸为10 mm×10 mm×55 mm带U型缺口的试样,缺口深度为2 mm。齿座的组织观察试样采用冲断后的冲击试样,用Nikon EPIPHOT 300金相显微镜,组织腐蚀液为4%硝酸酒精溶液。用型号为XRD-6000的X射线衍射仪对渗碳层及非渗碳层试样进行物相分析,用HRC-150洛氏硬度计测试渗碳后不同热处理工艺试样的渗层和心部硬度,用402MVDTM数显显维维氏硬度计测试渗碳层显微硬度。用JB-30型冲击试验机检测齿座取样的冲击值。用QUANTA 400F扫描电子显微镜观察无碳化物贝氏体钢的显微组织,用JEM-2010F型透射电子显微镜观察钢的微观组织。
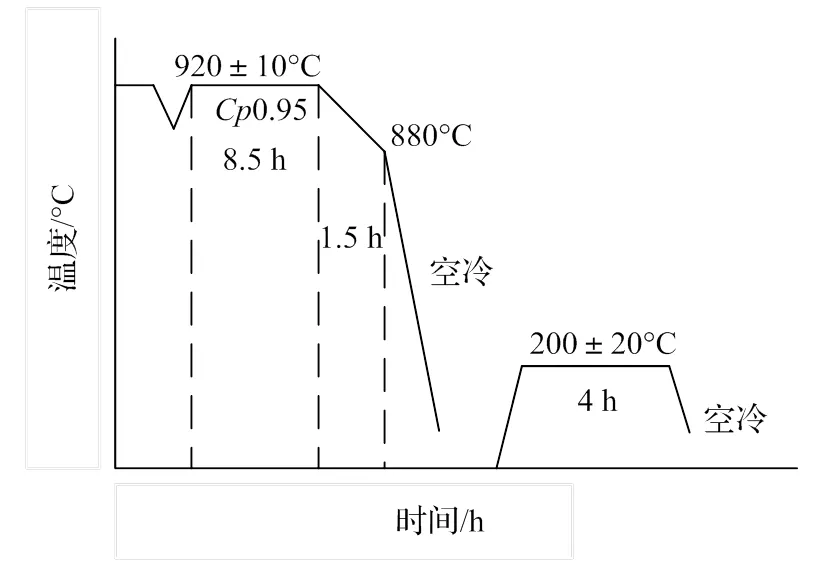
图1 齿座渗碳及热处理工艺

图2 实体齿座的取样位置
2 实验结果与分析
2.1 无碳化物贝氏体渗碳钢组织和性能
表1是无碳化物贝氏体渗碳钢的力学性能。可以看出,不同规格的无碳化物贝氏体钢渗碳钢具有较高强度的同时具有较高的韧性,力学性能能够达到高级铬镍型性渗碳钢的力学性能[9]。
图3是无碳化物贝氏体渗碳钢920℃加热空冷200℃低温回火的金相组织。

表1 无碳化物贝氏体渗碳钢材料力学性能

图3 无碳化物贝氏体渗碳钢的组织
可以看出,光学显微镜观察无碳化物贝氏体钢组织形貌主要为板条状(图3a),扫描电镜(SEM)和透射电镜(TEM)观察,920℃加热空冷、200℃回火组织由贝氏体铁素体和残余奥氏体组成,残余奥氏体分布在贝氏体铁素体板条之间(图3b)或板条之上(图3c)。无碳化物贝氏体组织中的残余奥氏体取代了典型贝氏体组织中的碳化物,克服了典型贝氏体钢中渗碳体脆性相降低钢韧性的作用,加之奥氏体是韧性相,在应力作用下易发生塑性变形,消耗应力,阻碍裂纹的扩展,因此无碳化物贝氏体钢显着的改善了典型贝氏体钢的韧性,具有良好的强韧性[10]。
2.2 无碳化物贝氏体齿座的性能
为了防止截齿在应用过程发生断裂、变形、磨损等早期的失效,采掘机械用齿座质量检验时要求进行实体取样,测试齿座实体的冲击韧性a、硬度和有效硬化层深度。根据煤炭行业标准[11]规定,齿座实体取样的a要大于49,以防止因a不足而发生过载断裂。表2是按照图1渗碳热处理生产的齿坐实体取样冲击性能实验结果。可以看出,齿座实体取样a最低值为85.3,平均值为92.3,远高于煤炭行业标准要求,说明无碳化物贝氏体钢齿座渗碳后具有良好的冲击性能,a指标满足齿座行业标准的要求,能够作为掘进机等设备的齿坐材料。图4是实体取样冲击试样断口宏观形貌。可以看出冲击试样断口出现较多剪的切唇,为韧性断口特征,说明齿座的冲击韧性较高。
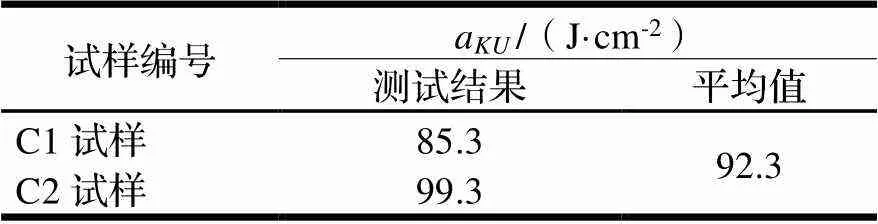
表2 齿座实体取样冲击韧性测试结果
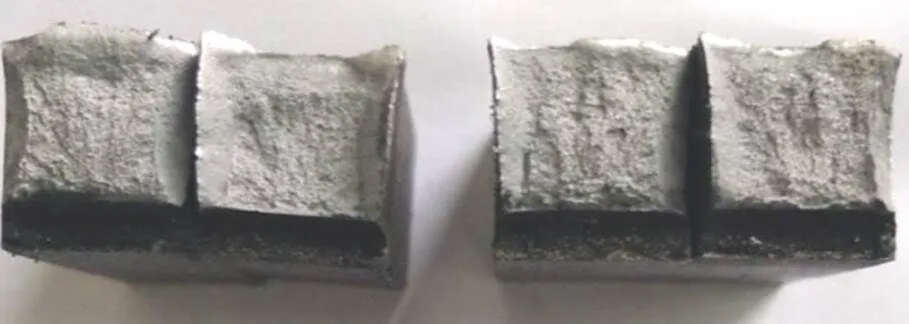
图4 冲击断口宏观形貌
由于掘进机等设备工作时,切割刀具截齿是安装在齿座上,工作时齿座的安装面与截齿接触,非安装面直接与矿物接触,因此要求齿座安装截齿的工作面和齿座表面具有较高的耐磨性,渗碳热处理通过提高齿座表面材料的含碳量,热处理空冷后提高齿座与截齿接触的表面硬度和非工作面表面的硬度,提高齿座的耐磨性。煤炭行业标准[11]规定齿座安装截齿表面的硬度在HRC 47~57。表3是无碳化物贝氏体钢齿座920℃渗碳空冷、200℃低温回火实体取样渗碳层及心部硬度检测结果。从表中可以看出,齿座与截齿的安装面硬度检测HRC60,具有较高的硬度,说明无碳化物贝氏体钢渗碳后空冷齿座材料具有较高的淬硬性,硬度高于掘进机用齿座技术要求的硬度值。齿座非安装面渗碳硬度检测HRC58、HRC59,具有很高的硬度,能够提高齿座工作时表面的耐磨性能及使用寿命。
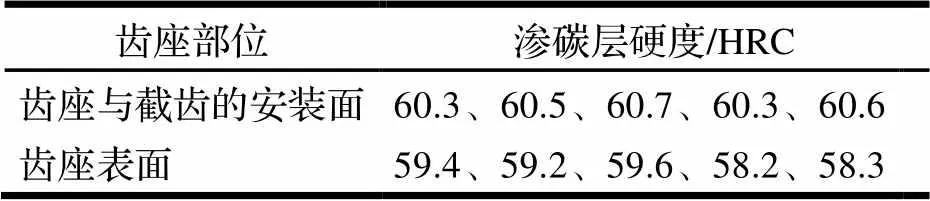
表3 齿坐取样渗碳层及心部硬度检测结果
渗碳热处理的特点是使渗碳件的表面层通过渗碳提高其碳含量,热处理后渗碳层具有高硬度和高的耐磨性,而渗碳件心部非渗碳层保持着低的碳含量和高的韧性和塑性,是渗碳结构件呈现外硬内韧的特点,以提高使用寿命。对于渗碳件,一般规定有一定的有效渗碳层深度,有效渗碳层深度是指离表面显微硬度HV为550的渗碳层深度,规定有效渗碳层深度是为了保证渗碳件渗碳层具有一定深度的高硬度距离,以提高渗碳件的耐磨性和疲劳强度。图5是无碳化物贝氏体齿座渗碳后渗碳层硬度分布,可以看出,最高硬度出现在离表面0.5 mm处,表面层硬度偏低,这是因为渗碳热处理时表面的碳含量较高,较高的含碳量提高齿座表面组织中的奥氏体稳定性,正火后表面存在较多的残余奥氏体,使表面硬度有所降低,随离表面距离的增加,残余奥奥氏体量有所减少,硬度增加,远离表面,其碳含量降低,热处理后硬度降低。从图5还可以看出,无碳化物贝氏体齿座渗碳层显微硬度分布平缓,有效渗碳硬化层HV 550的距离为2.0 mm,说明按照图1的渗碳热处理工艺,齿座渗碳层的有效渗碳层硬度值满足齿座标准的要求[11]规定有效深层为1.5~3 mm),也说明无碳化物贝氏体渗碳后空冷、低温回火具有较高的淬透性,可以用渗碳后空冷替代淬火热处理,以减小淬火件的变形及避免淬火裂纹。用无碳化物贝氏体钢按照图1的渗碳热处理工艺生产的45只齿座在某型号的掘进机上使用,使用结果表明,无碳化物贝氏体渗碳钢齿座与掘进机切割头焊接,焊接性良好,齿座实际应用具有良好的耐磨性和使用效果。
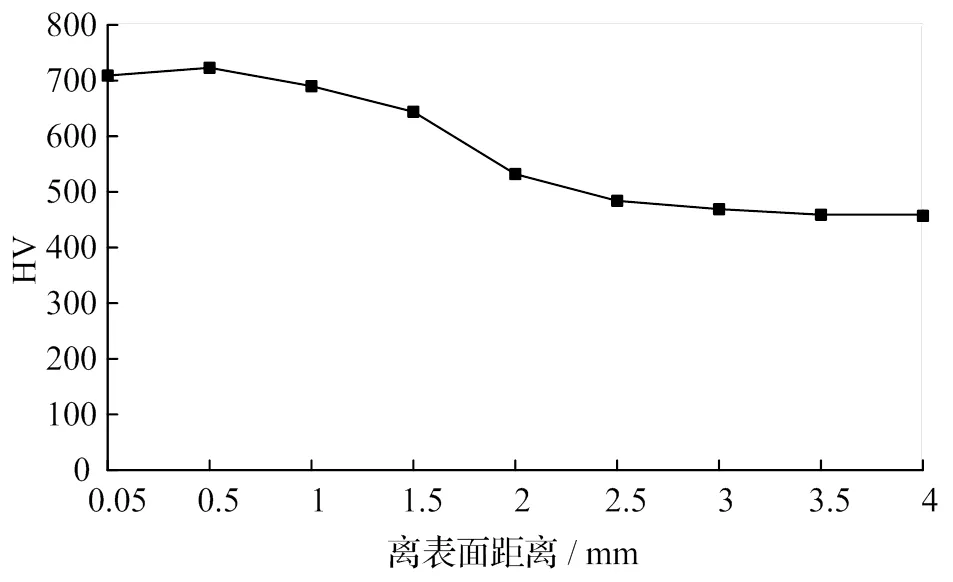
图5 齿座渗碳空冷低温回火渗碳层硬度的变化
2.3 无碳化物贝氏体齿座的组织
图6是无碳化物贝氏体钢齿座920℃渗碳空冷、200℃低温回火实体取样渗碳层和非渗碳层XRD衍射图谱。
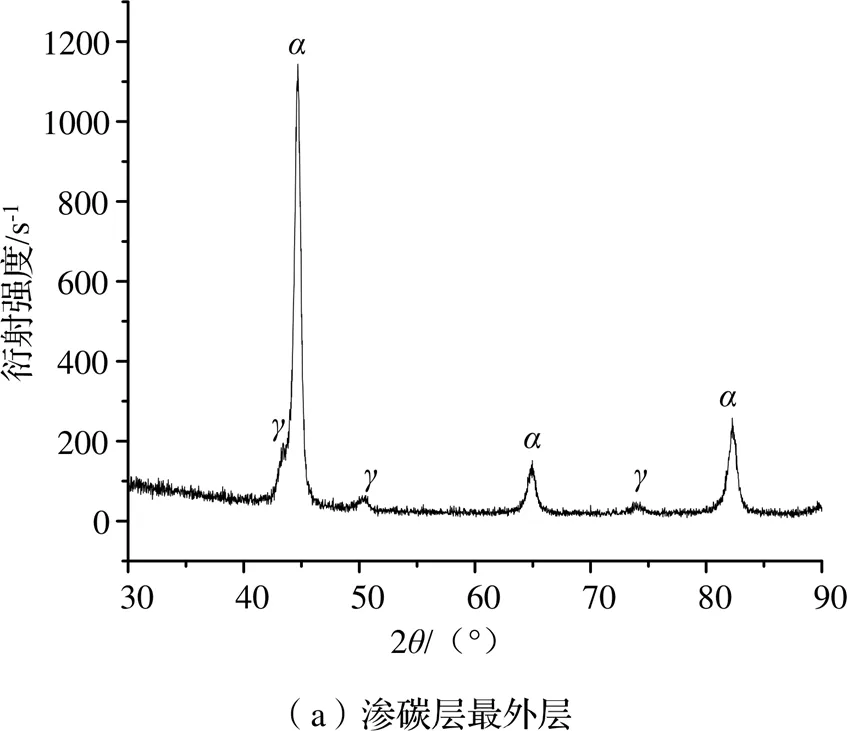
从图6可看出,齿座表面渗碳层XRD衍射峰主要有铁素体(α)和奥氏体(γ)衍射峰(图6a),齿座心部(非渗碳层)的XRD衍射峰和渗碳层一样主要为铁素体(α)和奥氏体(γ)衍射峰(图6b),结合齿座的热处理工艺,渗碳后空冷、低温回火齿座渗碳层的组织应为回火马氏体(M)+奥氏体(γ)组织,渗碳层不存在碳化物相,为回火马氏体和残余奥氏体复相组织,非渗碳层为贝氏体铁素体和残余奥氏体组织,不存在碳化物相,为无碳化物贝氏体组织。研究表明,渗碳层组织中的残余奥氏体在齿座使用过程会发生TRIP效应,即在应力和应变的作用下诱发马氏体相变,发生残余奥氏体向马氏体的转变,吸收能量,降低应力,提高塑性及疲劳寿命[12],TRIP效应形成的高碳马氏体组织,提高钢的硬度及齿座的使用寿命。
图7是无碳化物贝氏体钢齿座按照图1的渗碳热处理工艺进行渗碳处理、按照图2进行实体取样加工成冲击试样的金相组织。
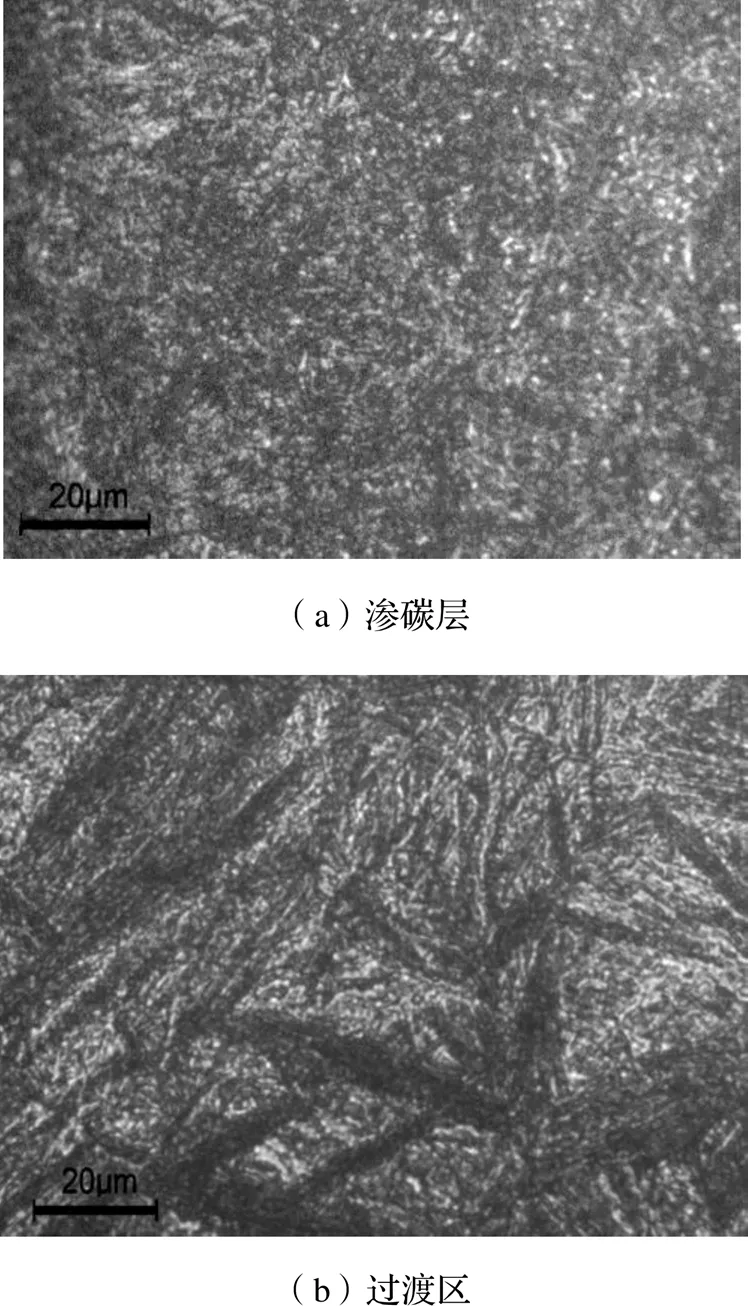
结合图5的XRD衍射物相分析,渗碳空冷齿座实体取样外表面渗碳层的组织为回火高碳马氏体+残余奥氏体,最外层渗碳层组织中,黑灰色组织为回火高碳马氏体组织,白色小块状组织为残余奥氏体,渗碳层组织相貌良好,无粗大块状组织或网状分布的组织(图7a)。过渡区的组织为马氏体+贝氏体+残余奥氏体,组织中呈深黑色片板条状的组织为贝氏体组织,灰白色板条为回火马氏体组织,白色小块状组织为残余奥氏体组织(图7b)。心部的板条状组织为无碳化物贝氏体组织,呈板条状分布(图7c)。渗碳层及心部金相组织按照渗碳淬火回火金相检验标准[13]的规定,检测渗碳层马氏体级别为1级、奥氏体级别为1级,心部铁素体级别为2级,满足重载齿轮渗碳金相检验标准[14]对马氏体级别(1~4级合格)、碳化物(1~3级合格)、奥氏体级别(1~4级合格)及心部铁素体级别(1~4级合格)的要求。
3 结论
(1)无碳化物贝氏体钢渗碳钢具有良好强韧性,920℃正火200℃回火获得力学性能为R1248~1290 MPa,R0.21060~1080 MPa,a147~155 J/cm2。用无碳化物贝氏体渗碳制造的掘进机用齿座920℃渗碳空冷200℃回火,实体取样齿座的a平均值为92 J/cm2,安装面的硬度为HRC60,非安装面硬度在58HRC以上,具有良好的淬硬性和淬透性,有效硬化层深度为2 mm,齿座实体a、硬度及硬化层深度满足行业标准要求。
(2)用无碳化物贝氏体钢制造的掘进机用齿座渗碳后空冷低温回火,渗碳层组织形态良好,无网状及其块状等不良组织,渗碳层最外层的组织为回火高碳马氏体+残余奥氏体,过渡区组织为为回火马氏体、贝氏体铁素体和残余奥氏体,心部非渗碳层组织为贝氏体铁素体和残余奥氏体,应用与掘进机齿座具有良好的应用效果。
[1]高长生,刘晓辉,杨瑞锋. 采煤机破碎部截齿座分析研究[J].煤矿机械,2012,33(6):59-61.
[2]王云霞. 采煤机齿座选材分析[J]. 煤,2003(2):46,52.
[3]吕凤雷.采煤机滚筒齿座淬火工艺优化设计[J].金属加工, 2010(13):42-43.
[4]张勇,周炜翔,周晓琴,等. 堆焊技术在热工试验装置稳压器上应用的可行性分析[J]. 机械,2017,44(11):54-59.
[5]朱忠文. 采煤机滚筒齿座开裂分析[J]. 鸡西大学学报,2012,12(2):46-47.
[6]曾振鹏,张惠娟,戴嘉维. 齿座裂纹分析[J]. 理化检验-物理分册,2000,36(12):562-564.
[7]袁博,郑洋. 23MnNiMoCr54 材料在采煤机螺旋滚筒齿座上的应用[J]. 煤矿机械,2019,40(1):70-72.
[8]段进东. 采煤机滚筒失效及零部件材料选择研究[J]. 煤炭科技,2018(1):64-66.
[9]程巨强,贺自强,杨延清,等. 新型准贝氏体渗碳钢及应用[J]. 钢铁,2000,35(2):47-50.
[10]程巨强,刘志学. 新型贝氏体钢及在矿山机械领域的应用[J]. 矿山机械,2004(7):88-89.
[11]中华人民共和国国家发展和改革委员会. 采掘机械用齿座:MT/T247-2016[S]. 北京:煤炭工业出版社,2006.
[12]徐伟,黄明浩,王金亮,等. 综述:钢中亚稳奥氏体组织与疲劳性能关系[J]. 金属学报,2020,56(4):459-475.
[13]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会. 钢件渗碳淬火回火金相检验:GB/T 25744-2010 [S]. 北京:中国标准出版社,2011.
[14]中华人民共和国机械电子工业部. 重载齿轮渗碳金相检验:JB/T 6141.3-1992[S]. 北京:机械科学研究院,1992.
Development and Application of High Strength Carbide Free Bainite Steel Pick Seat for Mining Machinery
CHENG Juqiang
( College of Materials Science and Chemical Engineering, Xi'an Technological University, Xi' an 710021, China )
To improve the wear resistance and service life of the pick seat for high-power mining machinery, a new carbide-free bainite steel pick seat material was developed, and the carburizing heat treatment experiment of the pick seat was carried out. The surface hardness of the tooth holder and the microhardness of the carburized layer after carburizing were tested, and the microstructure of the carburized layer was observed. The results showed that high hardness can be obtained on the carburized surface of carbide-free bainitic steel gear seat after air cooling and tempering at low temperature. The hardness of the carburized layer is above 58HRC, the hardness of the core is HRC40, and the impact toughness of the core isa92 J/cm2. After carburizing, the microstructure of the outermost layer of carburized layer of air-cooled low-temperature tempered gear seat is tempered martensite and retained austenite, the microstructure of transition layer is tempered martensite, bainite ferrite and retained austenite, and the microstructure of the non-carburized layer in the center is bainite ferrite and retained austenite. The solid mechanical properties of carburized pick seats exceed the requirements of industry standards, and it has a good application effect when applied to mining machine pick seats.
carbide free bainitic steel;pick seat;carburization;microstructure;property
TD421
A
10.3969/j.issn. 1006-0316.2021.06.003
1006-0316 (2021) 06-0014-06
2020-01-14
程巨强(1963-),男,工学博士,教授,主要研究方向为高强度钢铁材料及非铁合金耐磨材料,Email:chengjuqiang@163.com。



