黄震宇 谈蓉蓉
(无锡广播电视大学,江苏 无锡214011)
0 引言
近些年物流行业获得了快速发展,而自动化立体仓库因为其占地少以及空间使用效率高成为整个物流体系中的不可缺少的重要一环[1]。 本文设计的自动化立体仓库系统以现代PLC 技术为控制中枢,选用伺服定位技术进行仓库位置定位,并且以触摸屏设计监视及操控界面,可以有效的提升操控人员的工作效率,降低工作强度,且整个系统具有存取货物准确性高,响应速度快、工作可靠,查询信息方便等优点。
1 系统方案总体设计
1.1 主要设计思路
本设计是以西门子PLC S7-200 CPU 226cn 为核心控制器来控制整个自动立体仓库系统的工作。在运行位置控制上主要采用开环控制方式,使用PLC 控制伺服电机驱动堆垛机在横向导轨(X 轴)和纵向导轨(Y 轴)上进行定位和移动,使堆垛机可以运行到相应的货仓位;使用一个小型直流电机控制堆垛机的叉台在Z 轴方向上移动以便进入相应货仓位叉取或者释放货物。堆垛机传动部件采用高精度丝杠进行传动。 整个系统监控和操作通过采用昆仑通态触摸屏(TPC7063KS)为人机接口来进行, 系统运行时操作人员通过触摸屏了解系统状态,并通过触摸屏下达运行指令控制整个系统运行。具体控制系统方框图如图1 所示。
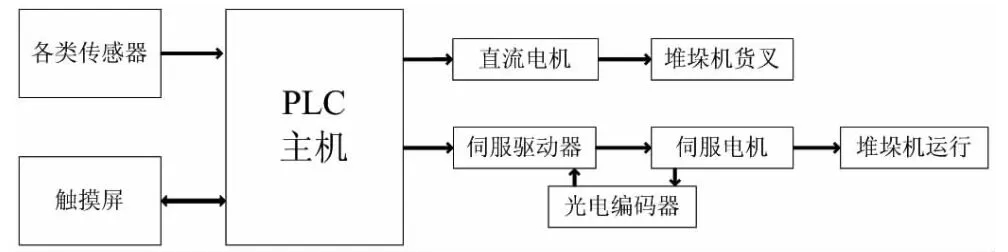
图1 控制系统方框图
1.2 控制要求
1.2.1 本系统的立体仓库货仓位分为4 层每层4 个,操作人员在触摸屏上下达控制命令,触摸屏将操作命令传递给PLC,PLC 控制堆垛机完成对立体仓库16 个货仓中的货物进行存储和提取操作任务。 整个系统工作方式分为“手动模式”和“自动模式”,其中“自动模式”为主要工作模式还包括“连续模式”和“定点模式”等具体情况。
1.2.2 “手动模式”运行要求如下:
使用触摸屏上设置的方向按钮控制堆垛机的运行,包括控制堆垛机在X 轴上前进和后退,在Y 轴上前进与后退,堆垛机货叉在z 轴的上伸缩动作。 规定远离原点为前进,靠近原点为后退。
1.2.3 “自动模式”运行要求如下:
当系统处于“连续存储模式”时会按照1-16 的顺序寻找空的货仓位置来实现货物的连续存储,存储结束后堆垛机退回原点位置,进入待命状态,等待下—个控制命令。 当系统处于“连续取模式”时会自动寻找有货的货仓位来实现物品的依次取出。系统处于“定点存取模式”时, 可以在触摸屏上下达具体进行存取的货仓位号,PLC 控制堆垛机从原点出发直接运行至选择的货仓位进行存取操作。
1.2.4 其他控制要求:如下
1)能够快速返回原点,系统控制堆垛机完成一次货物的存或者取任务后能快速返回原点。原点设置有传感器可以作为堆垛机运行市的位置参考点, 避免系统因长期运行累计误差而使堆垛机不能精确定位。
2)堆垛机X 轴和Y 轴的定位由PLC 输出端Q0.0 和Q0.1 输出脉冲序列控制两台松下伺服电机(mhmd022p1u)来实现;堆垛机的货叉由PLC 驱动直流电动机进行控制, 通过伸缩动作来实现对仓库货物的存储提取功能。
3)各个货仓位装有物料检测传感器,PLC 根据传感器反馈的信息了解各个货仓位中有无货物的情况。
1.2.5 人机界面功能要求:人机界面使用昆仑通态触摸屏(TPC7063KS)来实现,主要完成对货货仓位和系统运行状态的监视功能。
1.3 系统的硬件组成
1.3.1 PLC 输入点输出点分配情况
根据立体仓库控制系统的工作要求, 采用西门子S7 系列PLC CPU 226CN 继电器输出型作为整个控制系统的控制中枢。 它属于微小型PLC,具有24 个输入点16 个输出点,且可以输出两路高速脉冲,功能上完全满足本次设计的需要。
本系统工作时的输入信号主要是各种控制按钮,限位开关、传感器, 但由于本次设计采用触摸屏作为人机交互的操作界面所以启动、停止按钮,工作方式选择开关都在触摸屏上制作软元件来实现,以节省PLC 输入点。 急停按钮,原点限位,超行程限位必须采用物理元件实现,共需要占用PLC 输入点8 个。 除此之外还需要使用传感器检测立体仓库中各个货仓位中是否有货,为了节省输入点在这里采用行列矩阵扫描的方式来进行检测,16 个货仓位分为4 行4 列需要占用4个输入点和4 个输出点。 所以总的需要占用PLC 输入点12 个。
本系统工作时的输出信号主要用于控制伺服电机和直流电机工作需要占用输出点6 个。系统传感器采用行列矩阵扫描的方式检测货仓中有无货物需要占用4 个输出点, 总共需要占用10 个输出点进行工作。 表1 为自动立体仓库PLC 输入输出分配表。
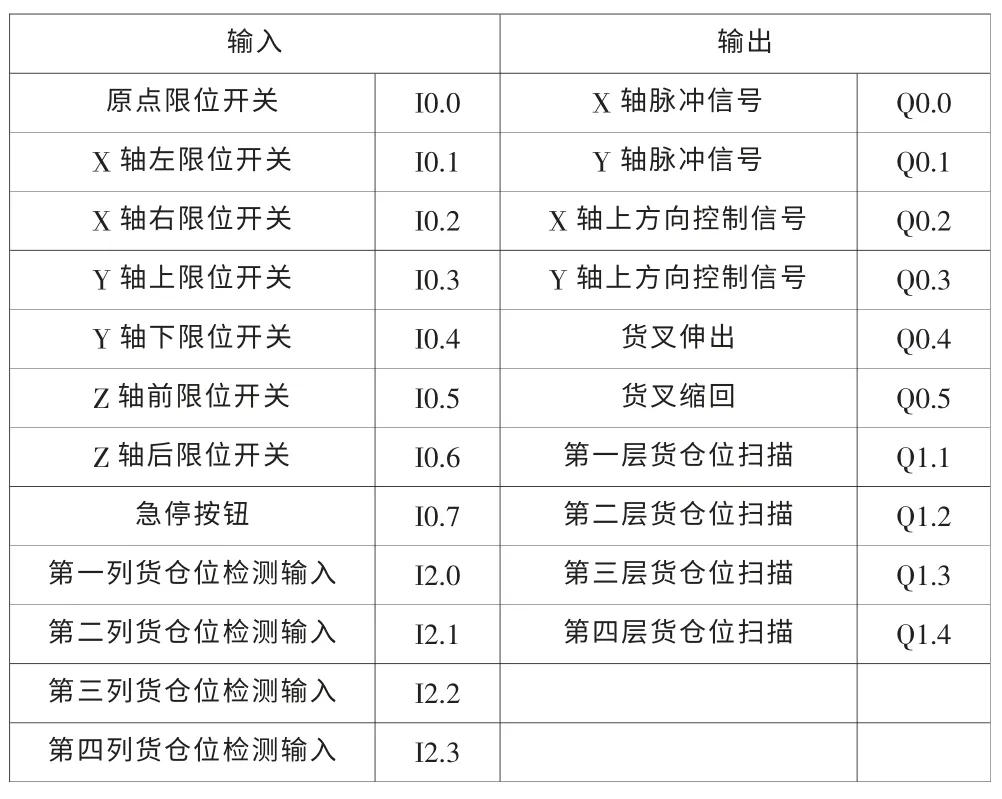
表1 自动立体仓库PLC 输入输出分配表
1.3.2 定位设计
系统设计的关键问题是堆垛机在运行时的位置确定。设计中采用两台松下交流伺服器 (maddt1207003), 工作模式设定为位置控制模式,工作在该模式时高速脉冲串最高输出速度可达500Kpps[2]。 伺服电机采用两台松下伺机服电机 (mhmd022p1u), 该机的编码器采用2500p/r 分辨率的增量位置编码器,可进行精确定位。
CPU 226CN 型PLC 只有Q0.0 和Q0.1 可以输出高速脉冲信号,因此使用Q0.0 高速脉冲输出(PTO)功能精确的控制伺服电机在横轴(X轴)上的运行位置,使用Q0.2 发出信号控制伺服电机在X 轴上的运行方向;同样道理使用Q0.1 高速脉冲输出(PTO)功能精确的控制伺服电机在纵轴(Y 轴)上的运行位置,使用Q0.3 发出信号控制伺服电机在Y 轴上的运行方向。 堆垛机货叉伸缩(Z 轴)的控制利用直流电动机正反转运行来进行控制。
当系统运行时PLC 先采样各种输入信号, 然后通过其内部编写的程序判断和计算,输出伺服电动机所需的高速脉冲数,使堆垛机在横向和纵向导轨上精确移动,移动到位后输出信号控制直流电动机运转,从而控制货叉伸缩完成货物的存取。
1.4 PLC 程序设计
西门子S7-200PLC 程序编写使用的是STEP 7-Micro/win v4.0 编程软件[3],程序编写时可以将整个系统的任务划分为几个不同的任务模块,每一个模块编写为一个子程序完成一项具体工作,通过主程序来协调调用。 主程序负责其他程序的协调调用,“取货子程序”完成货物从货仓中取出,“存货子程序”完成将货物存入到货仓中,“检测子程序”完成对各个货仓内有无货物的扫描,“地址计算子程序”根据操作命令计算出到对应货仓所需的高速脉冲数,“手动操作子程序”用于完成系统的手动控制任务。 程序结构框架如图2 所示。
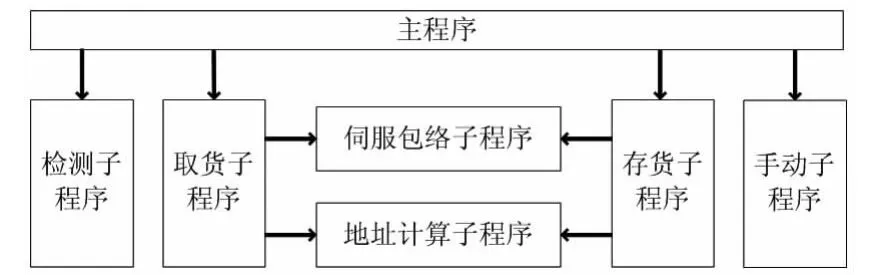
图2 程序架构图
另外用于伺服电机控制的具体子程序可以通过西门子编程软件中“位置控制向导”设置完成,在该向导中填写控制伺服电机运行所需的相关参数包括高速脉冲数,运行速度,加减速时间等。该向导根据编程者填写的参数信息自动生成运行“包络”以简化程序编写。
1.5 系统的人机界面设计
立体仓库系统的人机界面设计选择使用昆仑通态TPC7063KS 触摸屏来设计,编程软件为MCGS6.2 全中文工控组态软件。 主要工作包括:各仓库实时监控主要是仓库中有无货物,故障报警,选择系统的工作模式,启动和停止设备运行
为实现系统的实时监控和操作需要正确建立触摸屏和PLC 之间的通信连接。 触摸屏将com1 串行接口直接与PLC(port1)编程接口连接。 所使用的通讯线采用西门子PC-PPI 电缆,PC-PPI 电缆把RS232信号转换为RS485 信号。 进入MCGS 6.2 组态软件后先在“设备窗口”中添加一个“通用串口父设备”,然后设置设备通信时有关参数,其中包括设置通信参数端口号,波特率,数据位数,停止位数,校验方式及位数,数据采集方式等[4]。接着在“通用串口父设备”下面建立一个子设备“西门子_s7200ppi”,然后设置PLC 的有关参数[5],主要将PLC 中的数据变量和MCGS 6.2 实时数据库中的数据变量进行对应, 这样触摸屏就可以通过PLC 获取系统状态信息并控制设备运行。 然后在用户窗口进行编辑,绘制操作和监控所需要的各种指示灯,按钮,开关等软元件,并设置好相关参数。 触摸屏操作及监控界面如图3 所示。
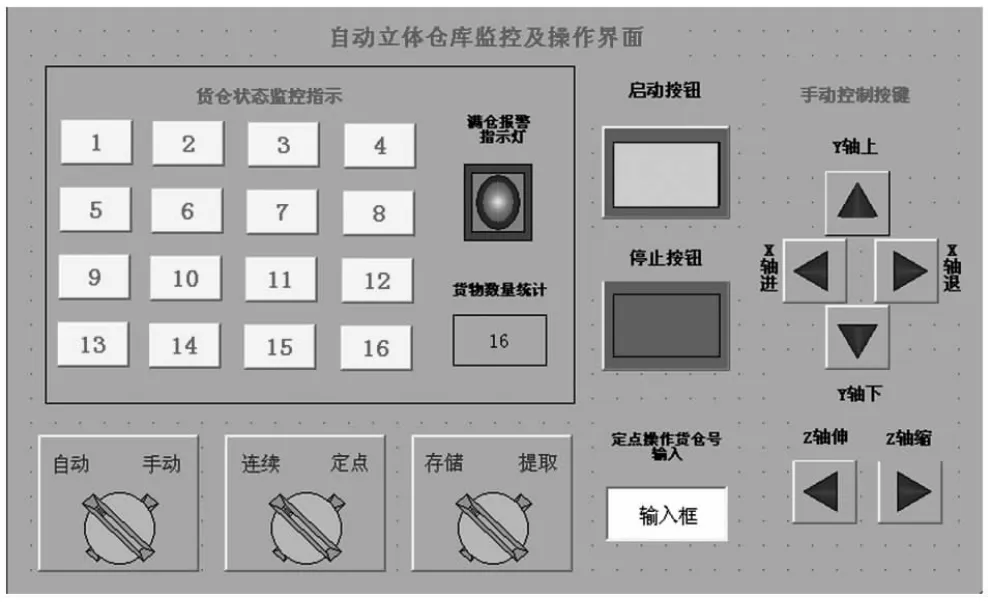
图3 触摸屏操作及监控界面
2 结束语
本控制系统是根据自动化立体仓库运行的基本要求进行设计的,以西门子s7-200 系列PLC CPU226CN 继电器输出型为中枢控制器件,通过伺服驱动器(松下maddt1207003)来控制伺服电动机(松下mhmd022p1u)进行定位控制,控制堆垛机在高强度导轨沿横轴(x 轴)与纵轴(Y 轴)精确运行。 控制直流电动机驱动堆垛机货叉在z 轴上伸缩, 来实现对货物的自动存储提取任务。 使用昆仑通态触摸屏(TPC7063KS)设计人机界面,方便操作人员进行设备的操作和状态监控。 在本次设计中,完成了立体仓库控制系统的设计,实现设计功能,达到了设计目的,证明了设计方案的可行性。
[1]赵月,王帅.基于S7-200 PLC 的立体仓库堆垛机控制系统设计[J].仪表用户,2012,4.
[2]松下A4 系列AC 伺服驱动技术手册[Z].
[3]西门子S7-200 系列PLC 编程手册[Z].
[4]侯荣国,许云理,冯延森,穆洁尘.基于MCGS 组态软件的自动化立体仓库控制系统的开发[J].机械设计与制造,2012,1.
[5]北京昆仑通态自动化软件科技有限公司.MCGS 嵌入板用户手册[Z].



