彭建国 钱曦明 邱中南
摘 要:本文分析了化纤长丝高速卷绕机锭轴传动方式的运作机制,研究了其原理,并从多个角度分析了锭轴传动的工作模式和控制方式的特点,从理论上给出了指导,以便在实际工业生产中合理运用锭轴传动的控制方法来达到恒线速卷绕的效果。
关键词:化纤长丝;卷绕机;控制系统
化纤长丝卷绕机随着时代的进步,技术也在飞速发展,伴随着高速纺丝技术的出现,化纤机械相比过去在速度、自动、智能等方面有了长足的进步,如今的化纤机械需要满足数字化的特点,更进一步地机电一体化。于是,在化纤长丝被卷绕的过程中一定要保持自动、高速、连续工作得到染色性能和卷装性能良好的化纤长丝,因此就要保证丝线的连续、伸长均匀、条干均匀,所以在高速卷绕机中采用锭轴传动方式是一种常见的选择。
1 锭轴传动的优势
实现化纤卷绕机卷取机构的回转运动通常有两种选择:一种是摩擦传动的方式,一种是锭轴传动的方式。摩擦传动方式是一种传统方式,其机制很简单,就是通过摩擦辊来带动筒管进行回转运动来卷绕化纤长丝,原理并不复杂,但无法提供很高的卷绕速度。为了给锭轴提供所需要的传动力矩,摩擦辊和装夹筒管的锭轴两者间的接触压力会随着卷绕速度的提高而增大,以增大摩擦力,避免在回转运动中打滑。但是,摩擦辊和装夹筒管的锭轴之间的接触压力过大就有可能导致卷绕化纤长丝丝条的纸质卷筒破损。因此摩擦传动的化纤卷绕机很难超过4000m/min的卷绕速度,而如今的高速卷绕的卷绕速度要远远超过这个卷绕速度,因此摩擦传动的模式不再适用。
2 锭轴传动的数学模型和控制方法
假设卷装纸筒的外直径为dx,单位为毫米,即卷绕过程中某一时刻的卷装直径。而卷绕角度设为α。于是,我们设卷绕速度为v,单位为m/min,那幺卷绕速度和卷装表面的旋转速度v1以及往复回转的导丝速度v2之间的三者构成了一个适量关系,于是通过三角函数的余弦关系式,就可以得到在卷装直径为dx时的锭轴转速nk,单位r/min,
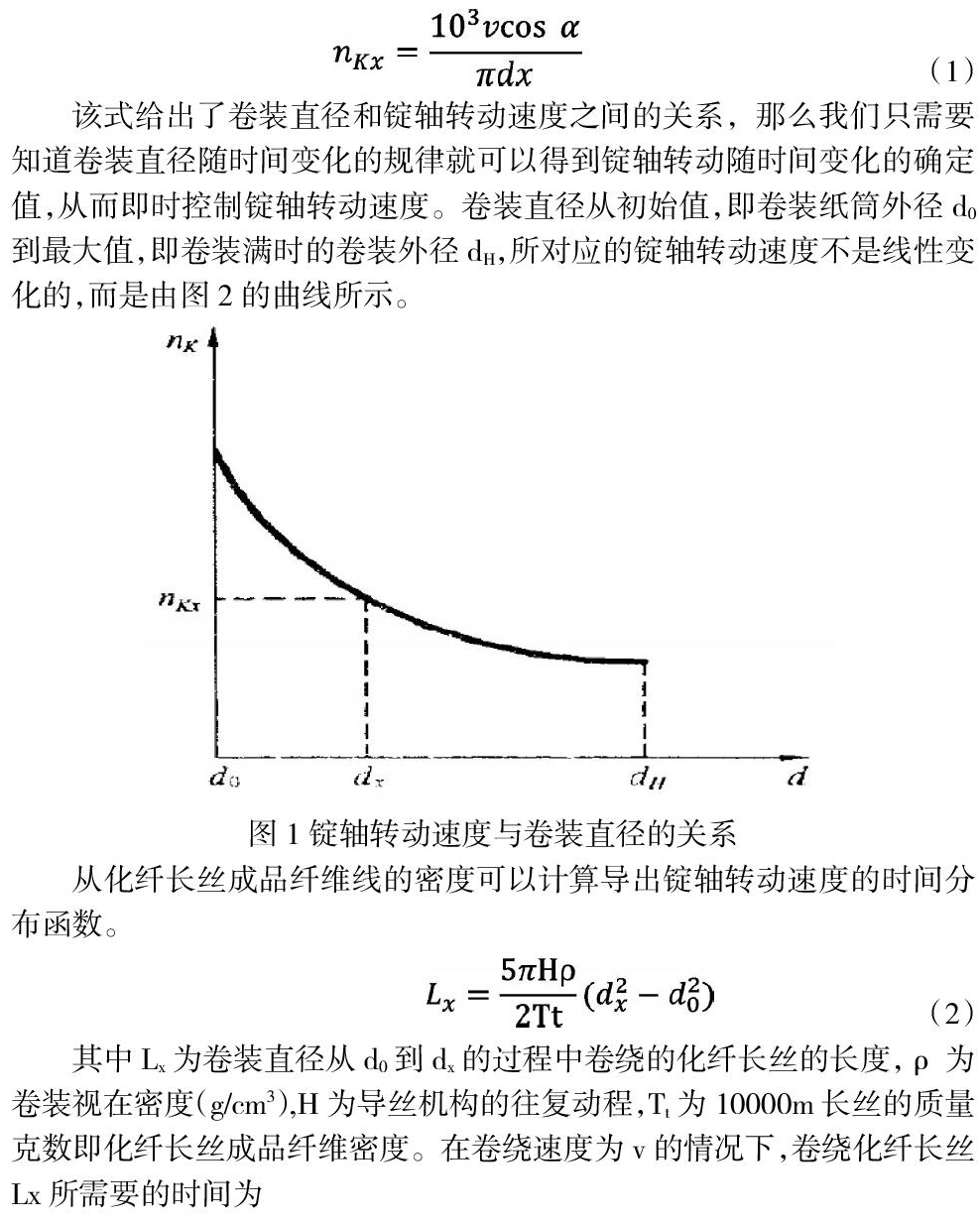
该式给出了卷装直径和锭轴转动速度之间的关系,那幺我们只需要知道卷装直径随时间变化的规律就可以得到锭轴转动随时间变化的确定值,从而即时控制锭轴转动速度。卷装直径从初始值,即卷装纸筒外径d0到最大值,即卷装满时的卷装外径dH,所对应的锭轴转动速度不是线性变化的,而是由图2的曲线所示。
从化纤长丝成品纤维线的密度可以计算导出锭轴转动速度的时间分布函数。
其中Lx为卷装直径从d0到dx的过程中卷绕的化纤长丝的长度,ρ为卷装视在密度(g/cm3),H为导丝机构的往复动程,Tt为10000m长丝的质量克数即化纤长丝成品纤维密度。在卷绕速度为v的情况下,卷绕化纤长丝Lx所需要的时间为
于是我们得到了锭轴转动速度与时间的关系,通过控制瞬时锭轴转动速度为式(5),我们就可以将卷绕机的卷装速度在卷装直径不断变化的情况下保持恒定,得到高品质的卷装化纤长丝。
同时,根据实际生产情况的不同,也可以通过另一种计算方式得到锭轴传动控制模式。设高速纺丝机计量泵的熔体吞吐出量为G(单位g/min),于是一定时间tx内进行卷装的化学纤维质量为
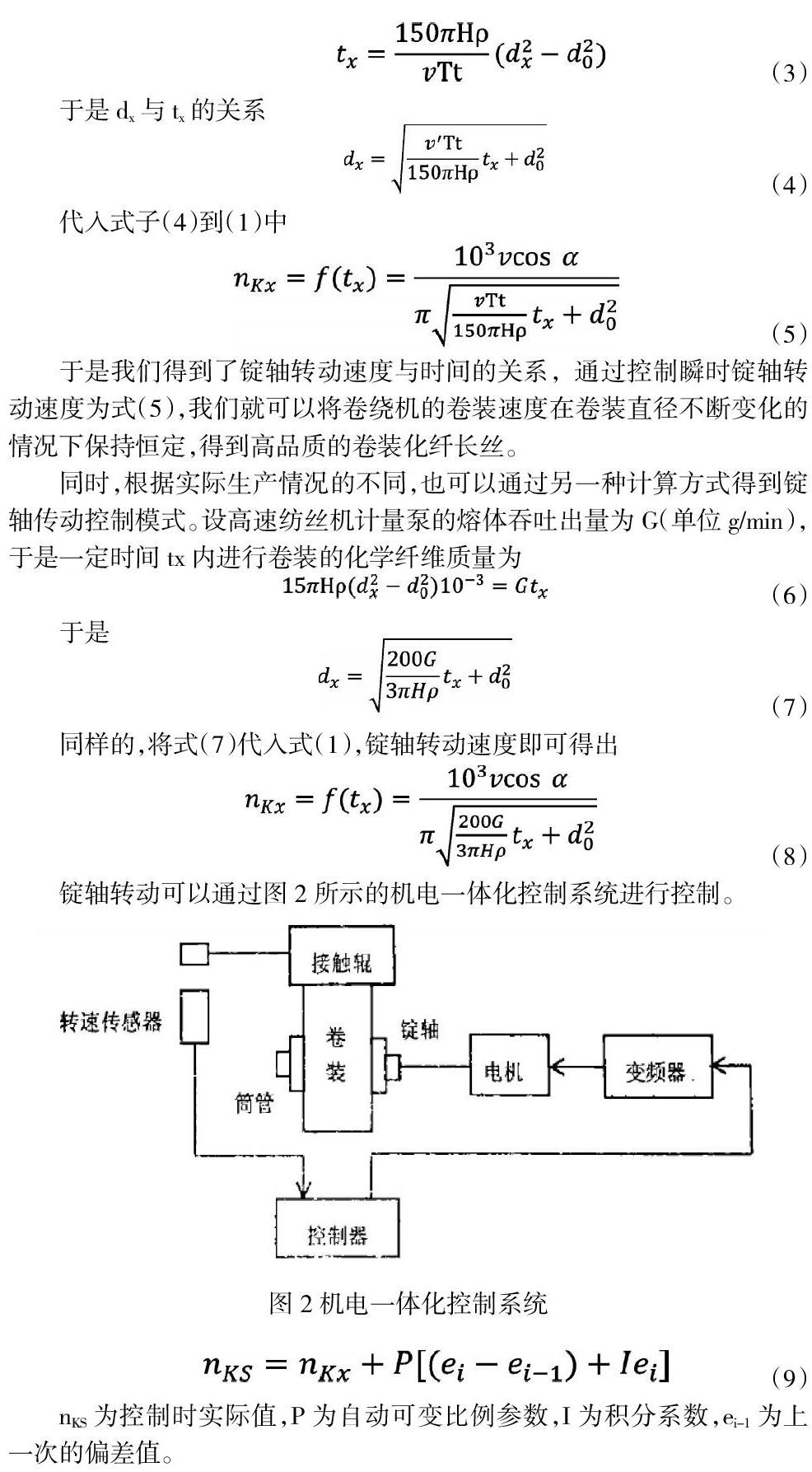
锭轴转动可以通过图2所示的机电一体化控制系统进行控制。
nKS为控制时实际值,P为自动可变比例参数,I为积分系数,ei-1为上一次的偏差值。
3 结论
本文分析总结了高速卷绕机的传功方式和工作原理,指出了摩擦传动方式的局限性,在高速化、自动化的高速卷绕机越来越普及的今天,采用锭轴传动方式的卷绕机运用较为普遍。然而化纤长丝的卷绕需要在卷装过程中一直保持卷绕速度恒定,所以要锭轴转动速度随着卷装直径变化而变化。于是本文提出了锭轴转动的数学模型和控制模式,为高速化纤长丝卷绕机的高效运用提供了理论指导。
参考文献:
[1] 魏建, 汤以范, 刘平,等. 化纤高速卷绕机锭轴传动控制方法的分析[J]. 东华大学学报(自然科学版), 2003, 29(5):59-62.
[2] H?库德路斯. 卷绕机的旋转传动装置的控制方法:, CN 1152901 A[P]. 1997.



