龚洋

摘 要:大型曲面薄壁零件加工时极易变形及移位,加工这类薄壁零件采用柔性夹具。本文具体介绍了几种典型的夹持大型曲面薄壁零件的夹具,如相变柔性夹具、自适应性柔性夹具、模块化组合夹具等。
关键词:曲面薄壁零件;柔性夹具
引言
飞机、汽车等关键部位越来越多采用大型曲面薄壁零件,在加工这类零件时,往往存在装夹困难、加工变形及加工精度不高的问题。传统的机床夹具已经无法夹持和定位大型曲面薄壁零件,因此,为了能够夹持不同形状、尺寸的大型曲面薄壁零件,设计了柔性夹具,其具有较强的适应性,其能使得零件加工过程中有足够的刚度及阻尼,减小加工过程的振动,保证了加工精度[1]。目前,柔性夹具包括相变柔性夹具、自适应性柔性夹具、模块化组合夹具等。
1.相变柔性夹具
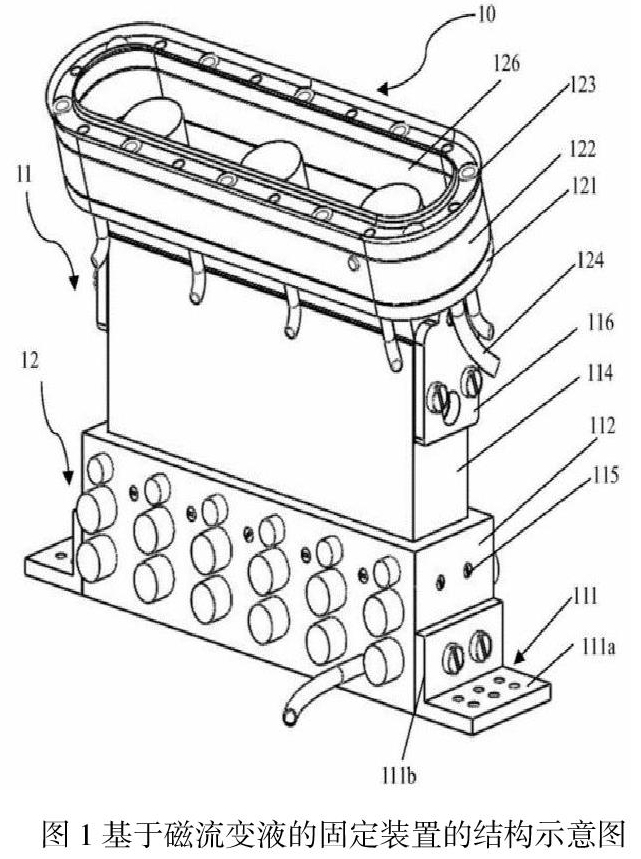
相变柔性夹具具体包括磁流变夹具、温度致相变夹具、电流变夹具等。这里具体用磁流变夹具作为代表介绍。如图1所示,为磁流变夹具,连接单元11固定设置在加工平台上,包括:固定架111、底座112、至少一个第二励磁铁芯113、升降块114、多个预固定构件115以及两个固定构件116,固定架111为“L”字形,具有水平板111a以及与该水平板111a的一端相连接的竖直板111b,水平板111a通过螺钉固定安装在加工平台上,底座112通过螺钉固定设置在竖直板111b上,具有第二容腔112a,底座112的侧部下端设置有第二注入孔112b,该第二注入孔112b分别与第二容腔112a以及磁流变液输送装置相连通。底座112的侧部上端沿底座112的周向间隔设置有多个第一螺纹孔112c,该底座112的侧部远离第一螺纹孔112c的位置处间隔设置有至少一个励磁铁芯安装孔112d,至少一个第二励磁铁芯113设置在对应的励磁铁芯安装孔112d上,第二励磁铁芯113上设置有第二励磁线圈[2]。
2.自适应性柔性夹具
如图2所示,该工装包括移动平台11、支撑单元和控制单元,其中,一组或多组框架式结构的移动平台11设置在基座上,用于支撑整体曲面零件12,在移动平台11上设有横向导板;在移动平台11的横向导板上点阵分布设置有多组可移动的支撑单元,每个支撑单元均包括真空吸盘16和双作用锁紧气缸15,双作用锁紧气缸15的气缸杆的输出端连接该真空吸盘16,真空吸盘16用于吸附曲面零件12下表面的支撑点位置;控制单元中至少包括伺服电机13、总控开关电磁阀14、电磁换向阀19、比例调压阀10和真空发生器18,其中,伺服电机13连接并通过丝杠17驱动支撑单元沿移动平台11的横向导轨往复移动,避开零件下表面筋板位置;总控开关电磁阀14连通并控制全部双作用锁紧气缸15的锁紧或松开状态;电磁换向阀19与双作用锁紧气缸15一一相应匹配设置,每个电磁换向阀19均连通并控制相应的双作用锁紧气缸15的前后腔压力,每个电磁换向阀19均与相应的比例调压阀10连接,真空发生器18连接并控制真空吸盘16[3]。
3.模块化组合夹具
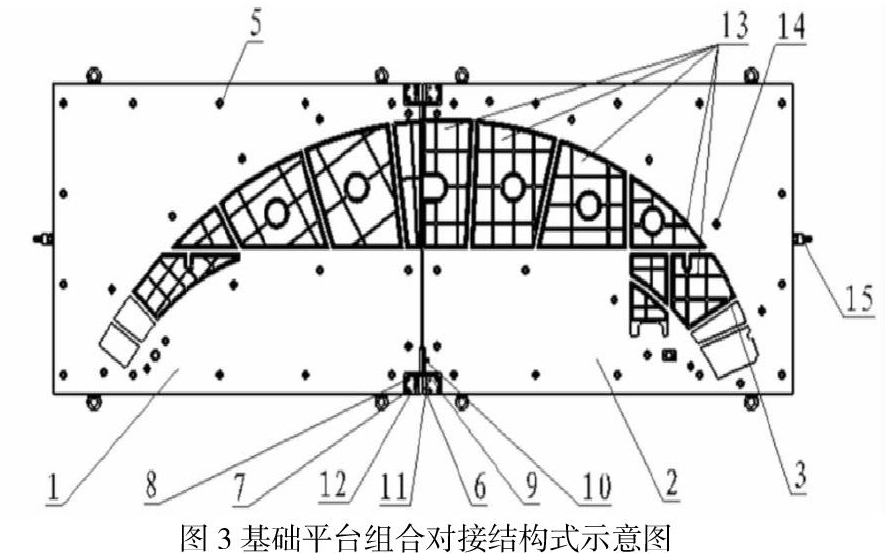
图3所示,加工大型薄壁零件的组合式夹具, 包括基础平台组件和定位吸附组件,所述基础平台组件包括第一基础平台1和第二基础平台2,分别安装密封条3和密封板4后用内六角螺钉5连接,形成两个密封空腔;将连接座6用螺钉7销子8分别固定在第一基础平台1和第二基础平台2顶部一侧面,将对接板9用开槽螺钉10分别固定在第一基础平台1和第二基础平台2侧面;第一基础平台1和第二基础平台2用精制螺栓11和带肩螺母12将连接座6背靠背对接,使对接板9完全贴合,两块基础平台组合成一个整体平台;所述定位吸附组件包括定位若干个组合块13、密封条3及紧钉螺钉14,每个定位组合块13安装密封条3后,分别用紧钉螺钉14连接在基础平台组件上,基础平台组件两边底部空腔分别连接与真空泵连接的快换接头15[4]。
参考文献:
[1]杨 毅青等,一种用于薄壁零件数控切削加工的冰固柔性夹具,CN103100907A,2013-05-15.
[2]张帅帅等,基于磁流变液的固定单元、固定装置以及加工设备,CN109318010A,2019-02-12.
[3]李红军等,一种用于曲面零件的柔性自适应工装夹具,CN109454556A,2019-03-12.
[4]王宏明等,一种加工大型薄壁零件的组合式夹具,CN203611029U,2014-05-28.



