郭英彪
摘 要:本论文是基于首钢迁钢1580热轧精轧区域TMEIC控制系统现场实际情况完成的。厚度与板型精度是板带产品的两大质量指标。目前,随着轧制理论,控制理论和人工智能理论的发展,以及它们在轧制过程中的应用,使得板材产品的厚度精度与板型指标有了很大的提高。厚度控制是通过测厚仪对实际轧出厚度和实际的轧制力连续地进行测量,并根据实测值相比较后的偏差信号,考虑各种补偿,借助于控制回路和装置或计算机的功能程序,改变压下位置,张力或轧制速度,把厚度控制在偏差范围内的方法。我们采用了厚度仪AGC,通过HGC缸来调节,此系统能够快速精确调整。
关键词:厚度控制、AGC、HGC、补偿
1、前言:影响厚度指标的因素很多,如来料厚度波动,硬度不均,张力不稳,速度不稳,轧辊偏心,轴承油膜和轧辊尺寸变化,均能使产品的出口厚度产生误差。为了解决这些问题造成的影响,所采取的控制方法也很多,如前馈,反馈,厚度计,张力,速度,补偿轧辊偏心等等的方法。这些措施就是轧制系统中已广泛采用AGC系统。由于该系统是利用机架弹塑性曲线进行厚度测量与反馈控制,因此其厚度精度决定于机架的弹性曲线与AGC模型的精度。这种控制方法可以保证板材的厚度均匀,但不能保证绝对厚度精度,所以实际系统往往是几种控制联合使用才能够满足需要
2.AGC控制的基本原理:热轧轧制过程既是塑性变形的过程,又是轧机产生弹性变形的过程。由于轧机的弹跳,使轧出的带钢厚度等于轧辊的理论空载辊缝加上轧机的弹跳值。
2.1轧机刚性系数(M):轧机在轧制力作用下要产生弹性变形,由于这个缘故,轧机受力时轧辊之间的实际间隙比空载时要大。通常我们将空载时的轧辊间隙称为原始辊缝S0,而把轧钢时轧机的辊缝弹性增大量称为弹跳值。弹跳值与轧制力的大小是成正比的。在相同的轧制力作用下,如果轧机弹跳值愈小,则说明该轧机的刚性愈好。所以轧钢机座的刚性的概念是表示该轧机抵抗弹性变形的能力。轧机弹跳值的存在并不妨碍轧机轧出一定厚度的轧件,因为对于该轧机可以采用预先调整原始辊缝的办法,使弹跳后的辊缝恰好与轧件厚度相同。由实验方法可得轧机的弹性变形曲线(如图1)实际上,在轧制力小的情况下轧机弹跳与轧制力的关系并非线性,也即辊缝的真实零位很难确定,所以在实际应用中,通过做辊缝零调来消除非线性区域的影响,具体操作时把轧辊压靠到一定的压力,如两侧的压力合计的1000吨,两侧压力偏差小于100吨,将此时的辊缝作为零位,然后以此零位为基础进行压下位置控制。
曲线的斜率就是机架的刚性系数。所以轧机的刚性系数可以这样定义:就是当轧机的轧制力为F时,轧机对应的弹跳量为S。M=F/SS—弹F跳值—轧制力,由此可知轧机的弹跳方程为: h=S0+F/Mh—为带钢出口厚度S0为初始辊缝,由上式可知带钢实际出的厚度主要取决S0、F和M这三个因素。
2.2、轧件塑性系数(Q):塑性系数与轧机刚性系数一样,都是物质固有的性质。单位宽度塑性系数可定义为“在单向应力下带钢塑性变形在单位面积内所需的力(10KN/mm/mm)。因为塑变抗力不随带钢宽度而变化,而是和带钢厚度成比例关系,所以根据不同的宽度计算出相应带钢的塑性系数,经实验得Q曲线近似线性化。(如图2),h-入口厚度H-出口厚度
塑变系数的来源有两个:一是来自在MELPLAC中的缺省表格,二是来自L2下发的塑变系数。在MELPLAC中塑变系数表为了计算压下影响系数,对每个机架进行材料塑变系数(Q)的计算。具体计算如下:事先对每一种钢种的单位带钢厚度的塑变系数进行计算,它是根据相应低碳钢的典型轧制计划下的理论公式和经验公式来计算。然后对每个机架的计算所得值进行保存。接着将产品带钢厚度选作一标准参数值,因为塑变阻抗不随带钢宽度而变化,而是和带钢宽度成比例关系,所以根据不同的宽度计算出相应的塑变系数。Qn=Qn0(SG,H)*W,Qn:塑变系数(T/mm),H:产品厚度——产品厚度设定,SG:钢种,Q民Qn0(SG,H):不同厚度H下,单元带钢宽度的塑变系数表(Ton/mm/mm),W:带钢宽度(mm)
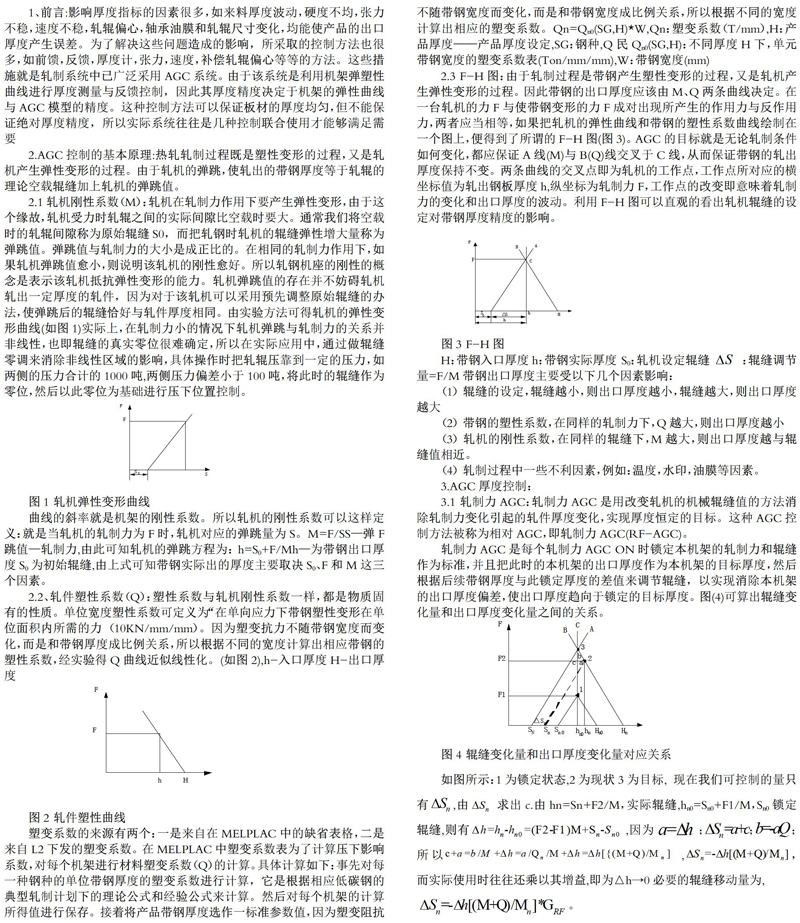
2.3 F-H图:由于轧制过程是带钢产生塑性变形的过程,又是轧机产生弹性变形的过程。因此带钢的出口厚度应该由M、Q两条曲线决定。在一台轧机的力F与使带钢变形的力F成对出现所产生的作用力与反作用力,两者应当相等,如果把轧机的弹性曲线和带钢的塑性系数曲线绘制在一个图上,便得到了所谓的F-H图(图3)。AGC的目标就是无论轧制条件如何变化,都应保证A线(M)与B(Q)线交叉于C线,从而保证带钢的轧出厚度保持不变。两条曲线的交叉点即为轧机的工作点,工作点所对应的横坐标值为轧出钢板厚度h,纵坐标为轧制力F,工作点的改变即意味着轧制力的变化和出口厚度的波动。利用F-H图可以直观的看出轧机辊缝的设定对带钢厚度精度的影响。
H:带钢入口厚度h:带钢实际厚度 S0:轧机设定辊缝________________:辊缝调节量=F/M带钢出口厚度主要受以下几个因素影响:
(1) 辊缝的设定,辊缝越小,则出口厚度越小,辊缝越大,则出口厚度越大
(2) 带钢的塑性系数,在同样的轧制力下,Q越大,则出口厚度越小
(3) 轧机的刚性系数,在同样的辊缝下,M越大,则出口厚度越与辊缝值相近。
(4) 轧制过程中一些不利因素,例如:温度,水印,油膜等因素。
3.AGC厚度控制:
3.1 轧制力AGC:轧制力AGC是用改变轧机的机械辊缝值的方法消除轧制力变化引起的轧件厚度变化,实现厚度恒定的目标。这种AGC控制方法被称为相对AGC,即轧制力AGC(RF-AGC)。
轧制力AGC是每个轧制力AGC ON时锁定本机架的轧制力和辊缝作为标准,并且把此时的本机架的出口厚度作为本机架的目标厚度,然后根据后续带钢厚度与此锁定厚度的差值来调节辊缝,以实现消除本机架的出口厚度偏差,使出口厚度趋向于锁定的目标厚度。图(4)可算出辊缝变化量和出口厚度变化量之间的关系。
3.2 监视AGC:监视型AGC(用MONI-AGC表示)是用FM出口X射线厚度仪实际测出的带钢厚度来计算各机架的压下辊缝调节量,从而得到绝对的厚度值。(1)原理:根据X射线测厚仪得到的绝对板厚,通过包含从AGC机架至X射线测厚仪的板带行走的滞后时间的反馈控制,可得到尽可能高的快速响应性。
监视AGC分为两个阶段:第一个阶段:带头高速监视型AGC(F-MON AGC),为了提高响应和缩短未经厚度仪监测(OFF Gauge)的带钢长度,对带头进行带头高速监视型AGC。此功能在F4~F7中实现。它所采用的值是N次采样的平均值再乘以F MONI的增益得出。第二个阶段:假设测量出来大的绝对板厚偏差△h,消除此偏差所需的压下量△S=-M+Q/M×△h,实际上,考虑到板带行走的滞后时间T0i的补正以及增益G,有如下关系 △S=-M+Q/M×△h×T0i/Td
3.3AGC的补偿功能:AGC的补偿功能主要包括:油膜补偿、压尾补偿、弯辊补偿、窜辊补偿、偏心补偿等。这里重点介绍一下油膜补偿。油膜补偿也叫加速补偿,由于在轧制过程中的加速和减速轧制都会使支撑辊油膜厚度发生变化,如果使用轧制力AGC将会使轧出的带钢变薄。由于根据测厚仪原理,轧制力AGC不能得到有效的控制,因此需根据加减速作相应的补偿。因为h—为带刚出口厚度S0为初始辊缝,所以,在加速轧制时轧制力F变大,减速时F变小,因此在加减速轧制时,应根据实测轧制力的变化进行加减速的补偿,实际上使用下面的公式:—加减速实轧制力的变化,V—轧制速度 K2—系数,显示了在轧机加速或减速过程中由于油膜厚度变化引起的轧制力增量。它是轧辊线速度V的函数,如下所示:在MELPLAC中是一组有线性函数关系的数据(FGEN), 它是在吻辊状态下,通过轧机加速和减速,不同轧机速度对应不同轧制力变化所得到的一组数据。油膜补偿量通过上述轧制力变化值和当前轧制力等级下的轧机常数(MACC),按照下列公式: 计算得到。这样,在厚度仪厚度计算过程中,当前的压下位置得到了修正。经油膜补偿后的压下位置根据当前压下位置(结果值)和ΔSACC.,通过下述公式来计算:
4.结 论:热轧生产中,对于轧机辊缝的调节是非常重点的问题,同时也是一个难点。通过各种AGC的调节和匹配,达到辊缝的精确控制,最终实现带钢成品厚度的准确调节。TMEIC控制系统主要使用轧制力AGC、厚度监测AGC、油膜补偿、压尾补偿、弯辊补偿、窜辊补偿、偏心补偿等,通过这些AGC的控制,达到了厚度控制的目的。首钢迁钢1580热轧生产线的带钢成品厚度偏差保持在±15微米。
参考文献
1. 张进之,热连轧厚度自动控制系统进化的综合分析[J],重型机械,2004(3):1-2
2. 首钢1580工程文件,TMEIC技术规格书
3. 赵毅德,中厚板轧机液压AGC的工作原理[J],轧钢,1996(3):17-19



