万文兴 蒋新艳
摘 要:HXN5型内燃机车主辅发电机型号是5GGMG201E1,与DF系列内燃机车主发电机结构有所不同,是一种新型的电机。它引发电机采用的是凸极转子的同步发电机,主发电机与辅助发电机同轴,相当于一个机座内有4个电机,结构复杂。辅发定子为内定子形式,在辅发转子内部,通过止口与端盖联接固定。辅发定子有三套独立绕组:电池绕组、励磁绕组、风机绕组,分别为蓄电池充电器、主发电机励磁电路、冷却风机等供电。此类主辅发电机一般采用竖装方式完成电机定转子的装配,本文基于DF系列主发电机的横装工艺基础之上探讨新型主辅发电机的横装工艺的可行性,并在HXN5机车两年检的工艺上得到了实施验证,取得了良好的效果。
关键词:HXN5;主辅发电机;横装
1 问题的提出
2011年初南车戚墅堰机车有限公司与GE公司合作的HXN5型内燃机车开始进入二年检修程,由电机电器公司承接主辅发电机的二年检工作。随着机车两年检项目的逐步深入,必须对主辅发电机进行解体、总装,才能满足两年检要求及修复故障。由于5GMG201E1型主辅发电机是由成都机车车辆有限公司引进消化,我公司采购装车使用,因此公司当时不具备此主辅发电机的拆装能力。美国GE公司和成都机车车辆有限公司都采用的竖拆、竖装工艺,所用工艺装备制作费用高、周期长,短时间内满足不了二年检的生产需求。如电机发回成都公司检修,期间运费高,检修周期长,同时需要增加电机互换品,大大增加了检修成本。于是公司提出设想:将DF系列主发电机横装工艺推广到交流电机组装工艺上。此方法成本低,周期短,大大提高了电机的检修效率。
2 工艺分析
本电机为卧式单支承结构、主辅发同轴的三相凸极同步发电机。轴承为单列圆柱滚子轴承,与DF系列主发电机方式一样。然而主、辅发电机与滑环位于轴承两端,这点与我们常规检修的主发电机滑环在电机内部与转子一体有很大不同。需要解决滑环拆装的问题。由于主辅发电机较以往的电机长且内部有4个辅发电机,因此加大了转子横吊保持水平转子的难度;同时还需要解决转子与定子装配时主发定、转子间,辅发定、转子间不能发生碰撞,以免损伤电机。
由于采用横装,转子零部件热套时容易发生轴向定位不到位,竖装则不存在此问题,竖装时由于部件本身的重力因素,在加热套装后不需任何固定装置及导向结构即可保证套装到位。因此横装时需要解决零部件的轴向定位问题和套装时的导向问题。
3 横装工艺
2.1 滑环拆装工艺
解体的第一步就是需要将滑环拆除。经过对滑环结构及安装方式的研究,设计并制作了滑环拔出器,该拔出器包括千斤顶油缸和千斤顶推力杆,千斤顶推力杆置于千斤顶油缸内,固定套一侧突出端与千斤顶油缸固定连接,另一侧与联接盘固定连接,假轴穿过固定套与联接盘置于千斤顶推力杆的中心孔内,双头螺杆固定连接在联接盘上,固定套一侧与千斤顶油缸外侧都设有螺纹,固定套通过螺纹与千斤顶油缸固定连接,双头螺杆通过螺孔与联接盘固定连接,假轴不带螺纹的一端置于千斤顶推力杆的中心孔内,带螺纹的一端固定连接在滑环固定轴的中心孔内,该拔出器使滑环各个方向受力均匀,启动油泵加压,直至将滑环拔出,规定压力不能超过60Mpa。该工装荣获国家专利授权,专利号为ZL201220309743.3。滑环安装采用热套,根据滑环材质及配合过盈量,计算加热温度及时间,确定加热温度为165±5℃,时间为4h。
2.2 横装工艺
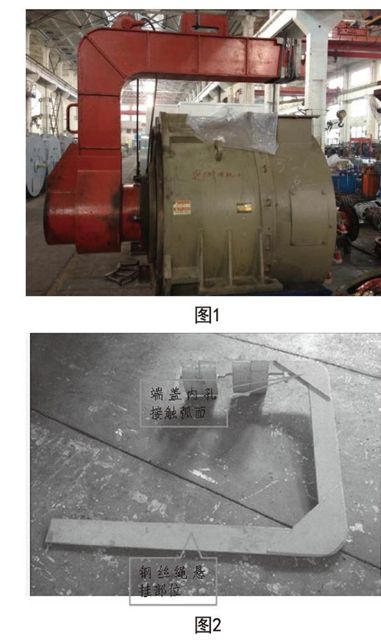
根据电机结构特点及重量,设计并制作转子横吊工装,电机解体实物图见图1。在电机转子上安装横吊工装,拆除滑环、刷架、防尘盖,拆除轴承室与端盖紧固螺栓,利用工艺孔将转子顶出,松动后再利用转子横吊工装将定、转子分离。为了解决定转子装配时定子与转子之间不发生擦碰,制作了2个转子轴向装配时的导向杆,这2个导向杆一长一短,方便了转子横装时的定位。配合天车将转子平缓的从定子内抽出,注意避免抽转子过程中转子碰擦到定子线圈。将转子吊运至专用场地上,并将垫块塞在转子两侧的下方,避免转子转动。将横吊工装拆下,放置到吊具定置存放区。
主、辅发定子分离:用钢丝绳吊起端盖专用吊具,调节钢丝绳的位置,使吊具悬挂部位横条始终与地面保持平行,将制作的专用吊具安装套在端盖内孔中,圆弧部位如图2所示。同时用钢丝绳吊住端盖上的吊环,保持端盖平衡。使用扳手将主、辅发连接螺栓拆下后,利用端盖专用吊具将端盖抽离定子,吊运至定子检修场地上,使用工装竖直放置,避免定子转动或侧翻。
利用以上涉及工装及步骤可快速有效对HXN5主辅发电机进行解体,同样的方式再进行组装。
4 横装工艺优点
GE公司以及南车成都机车车辆有限公司在对HXN5型机车主辅发电机进行组装时均采用竖装工艺。竖装工艺是通过定子翻转台、转子翻转架来实现的。每组装一只电机,翻转台需要进行两次翻转,每次只能组装一只电机,一只电机所有组装工序完成后才能进行下一个电机组装,中间等待周期长;同时中间调运环节较多占用的时间较长,还增加了吊运过程产生的磕碰风险。横装工艺不仅可以满足此主辅发电机的所有参数要求,而且只需使用专用吊具一次就可吊装电机,吊装后其他零部件可同时进行组装,减少了工装等待时间。
如果我公司也采用竖装工艺,要满足一天一台车的任务,至少需要购置2个定子翻转台和2个转子翻转架,不仅大大增加了生产成本,同时需要占用天车的时间较长及场地不足的问题,将影响电机电器公司其他班组的正常生产。
5 结束语
电机电器公司在面对新产品的检修时,没有直接套用GE公司以及成都公司现有的工艺,而是从自身现有条件出发,积极进行创新,符合公司引进、消化、吸收、再创新的政策。解决了HXN5机车主辅发电机两年检检修的难题,取得了良好的效果。
参考文献
1.HXN5二年检规程(审定稿),南车戚墅堰机车有限公司
2.HXN5型大功率内燃机车,南车戚墅堰机车有限公司



