梁必翔
摘要:中国铁路广州局集团有限公司红海焊轨基地是华南地区唯一一家高速铁路钢轨焊接基地,投产至今已近10年。随着生产线投用时间逐渐增加,基地现有部分生产设备精度下降、效率降低,满足不了工序和质量要求。按照我国铁路中长期路网规划,中国铁路广州局集团有限公司管内将规划建设梅汕、黔张常、怀邵衡、深茂、赣深、广汕、张家界至怀化等客运专线及快速铁路,届时长钢轨需求将进一步增加,现有的焊轨生产能力与生产需求不配套、不平衡、不适应的问题将进一步突显。文章以实际工程为例,对中国铁路总公司关于“补短板、强弱项、增效益”的总体部署和要求进行分析讨论,从计划管理的角度,找出影响生产能力的制约因素,通过更新改造资金的投入,补齐设施短板,提升生产效率规模,从而发挥投资计划效益。
关键词:产品质量;投资效益;生产能力预测;计划管理
一、工程概况
红海焊轨基地是原铁道部2008年在全路范围内投资建设的11个长钢轨焊接基地之一,其位于广深线红海车站I、II道与III、IV道之间的狭长地带,占地约164亩,基地规模为2条焊接生产线。2008年9月建成第1条焊轨生产线并投产,第2条生产线配套的滑道等设施当年也相继完成。2009年下半年第2条生产线部分关键设备安装到位也相继投产。基地设有1股到达线、1股发车线、1股素轨卸车线、1股装车线、1股南牵出线、1股北牵出线;素轨堆场1座,压缩空气站1座,变电站3座,生产生活房屋约6000m2。每条生产线单班年设计生产能力为650km,2条生产线单班年设计生产能力为1300km。基地投产至今累计焊接钢轨近1万km,焊接接头已>16万个。随着生产线投用时间逐渐增加,基地缺乏一些先进的生产设备,现有部分生产设备老化导致精度和效率降低。如何通过更新改造计划的合理投入,使生产能力和质量提高,显示出规模效益,是焊轨基地急需研究的课题。
二、焊轨基地改造的需求
(一)影响生产能力的主要因素
钢轨焊接生产的工艺流程为:钢轨卸车及转运→进轨及焊前检查(人工检查、测量)→除锈及配轨→焊接→粗打磨→接头热处理→外观检查、打码→时效存放24h→精调→精磨→探伤及出厂验收→长轨装车出厂。焊轨生产线上主要生产设备有:调直除锈一体机、钢轨焊机、接头热处理设备、激光准直矫直机、精磨机,除钢轨焊机外均为国产设备。从工艺流程中可以得知钢轨焊接前的除锈、对中工艺和焊接后的粗磨、热处理、精磨、探伤等工序是影响生产能力的主要因素。所以,找准了影响焊轨生产线中制约生产能力的因素,才可以有效提高生产和投资效益。
(二)焊轨基地生产线目前主要问题
从上节工艺流程中可看出,生产瓶颈主要集中在4个环节:1.焊前无除浮锈干燥装置,遇雨天进轨作业时,钢轨铁锈沾着雨水进行除锈调直,影响除锈质量,污染除锈后的电极接触面,导致焊接导电性差,影响焊接质量,遇到大雨天只能停产;2.无配置钢轨外观几何尺寸判定系统和自动对中装置,焊前检查采用人工测量方式,且受检具精度和人为因素影响大,影响焊接接头外观质量,加上现有的K1000焊机不具备自动对中功能,直接影响生产效率;3.热处理设备陈旧,正火热处理设备加热温度不均匀,加热感应器上下调整方式过于原始,喷风冷却不均匀,经常因热处理不过关出现探伤 “异形波”造成返工的情况,严重影响生产效率;4.精磨设备老化、存在缺陷,其中一台精磨机已不能使用,只能采用人工仿形打磨代替精磨机打磨,另一台生产效率较低,且仿形加工无法满足工艺要求,严重制约了生产线的产品质量和产能。
(三)焊轨生产能力分析
通过对近5年焊轨数据进行分析,2条生产线在2013年~2017年的折算单班年焊轨生产量从1211km降低至463km。近5年平均焊轨工作量仅约为690km/年,其实际生产能力仅为设计生产能力的53.1%,提升生产能力仍具有较大潜力。
三、计划投资效益分析
(一)总体改造投资需求
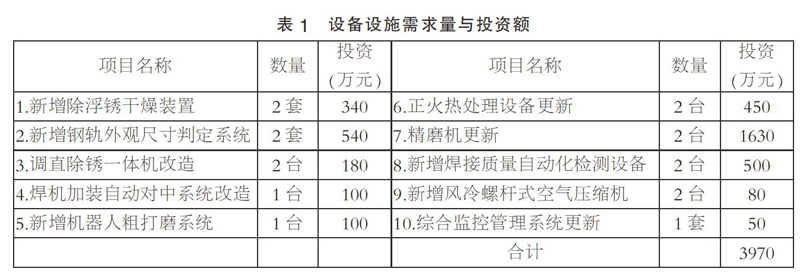
设计单位提报的总体改造投资为5600万元,除了更新、购置必要的设备设施提升装备技术水平外,焊轨基地也需要通过完善焊轨生产线工序,调整工艺流程,优化生产结构和流程,加强内控管理,完善和健全各项规章制度,从而达到提高生产规模、提高生产效益的目的。如按上述原则,审核后的投资为3970万元。如表1所示为设备设施需求量与投资额。
(二)改造后焊轨生产能力预测与实际新增效益分析
考虑到改造后焊轨生产能力有一定的提升,但是焊轨工作量受中国铁路总公司政策性影响较大,经初步测算,预计全部改造完成后年单班焊轨能力可由目前的平均690km提高至约1100km。
焊轨收入按每km4.61万元计算,年平均基建轨焊接量增加1100-690=410km,增加收入为1890万元,焊轨变动成本按每km2万元计算,变动成本为820万元,则焊轨毛利为1070万元。
(三)计划投资回收时间预测
可根据拟投资项目所在行业的加权平均资金成本作为折现率,或必要的收益率作为折现率,假如投资所需资金由发行国债获得,因5年期国债利率为4.17%,3年期国债利率为3.8 %,故保守估计取5%作为折现率。假设经过n年,可收回投资额3970万元。可得:1070×(P/A,5%,n)=3970,N=3970/1070=3.71。
通过年金现值系数表,可知:
当i=5%,n=4时,(P/A,5%,n)=3.546<3.71
当i=5%,n=5时,(P/A,5%,n)=4.3295>3.71
需要使用“插值法”计算投资回收年限。
n=4+[(3.71-3.546)/(4.3295-3.546)]×(5-4)=4.209年
预计经过4.2年可收回投资。
四、结语
综上所述,得出以下结论:如果不对落后的工艺和设备进行更改计划投入,后果就是:长轨质量下降→容易引发行车事故→生产效益下降→焊轨基地被边缘化。因此,必须找准薄弱环节,有计划、科学合理地更新、购置必要的设备设施提升装备技术水平,是提高生产质量、提升生产效率、发挥计划投资效益的重要途径。此外,还要充分发挥计划投资效益,其中有两个配套因素,一方面集团公司可考虑在毛利率水平方面适当让利来降低建设单位焊轨成本,另一方面集团公司要持续跟踪铁路总公司价格政策变化,在超长运输价格权限放开时及时对长轨运费下浮给予支持,从而进一步吸引湖南地区的基建焊轨任务尽可能由红海基地承担,充分利用红海焊轨基地生产能力,实现集团公司整体经济效益最大化。
参考文献:
[1]姜乃琨.A公司生产线改造项目的质量管理研究[D].北京化工大学,2017.
[2]马宇波,徐克林.精益技术在生产线改造中的应用[J].物流技术,2009(02).
(作者单位:中国铁路广州局集团有限公司)



