王冬云,孙源,张建刚
(1.秦皇岛职业技术学院,河北秦皇岛,066100;2.河北科技工程职业技术大学,河北邢台,054000;3.秦皇岛首秦金属材料有限公司,河北秦皇岛,066326)
0 引言
随着城市、农村建设的快速发展,人们对环境问题越来越重视,并且在新型冠状病毒等传染病流行的今天,垃圾的收集转运物流监控已经提升到越来越重要的地位,但是由于技术或者管理的局限性,环卫处对垃圾车的管理一直缺乏有效的方式和方法。主要问题如下:无法了解垃圾桶的数量和分布信息,导致垃圾管理不及时,劳动强度大;垃圾无法及时清理,造成环境污染;无法进行垃圾溯源记录;无法保证垃圾搜集次数执行到位,有重复或遗漏。
要解决这些问题就需要一套监管系统,而RFID 射频识别技术的运用为垃圾转运车监管提供了方向[1]。为解决上述问题,文献[2]利用了RFID 技术,当垃圾车通过垃圾集装箱时,车上的读取设备准确读出垃圾集装箱上的标签信息,获取收取垃圾的地址等信息。文献[3]利用RFID 技术,将读写器采集的RFID 标签数据传输至中央控制计算机,调度垃圾车。但是这些方法,与现场控制分离,在RFID 读取数据后,将数据上传,现场垃圾桶是否被清理存在漏洞。
1 系统概述
■1.1 系统流程概述
给垃圾桶贴或嵌入RFID 标签,RFID 标签中写有垃圾桶位置等数据信息,垃圾车配有此系统设备PLC 控制器、HMI 触摸屏、RFID 读写器、水箱、水泵等。
在系统启动后,垃圾转运车正常行驶中,当带有RFID标签的垃圾桶进入RFID 读写器射频范围,RFID 标签数据传输到PLC 内,PLC 驱动蜂鸣器鸣响,提醒工作人员附近有待清理垃圾桶,并在HMI 触摸屏上实时显示标签部分信息,将垃圾桶放在抬升臂附近,工作人员按下启动按钮,传输信号给PLC,PLC 驱动液压缸等执行元件动作,垃圾桶被抬起,垃圾倒入车斗内,抖动,清洗消毒,并将存储的RFID 标签信息上传至上位机(PC),保存到数据库,工作人员通过上位机查询垃圾桶一日清理及各垃圾转运车回收垃圾的情况,可对数据信息溯源。
■1.2 射频识别技术概述
RFID(Radio Frequency Identification,射频识别)是一种无线通信技术,而且是一种非接触式的自动识别技术,不需要建立在机械或者光学接触的基础上。RFID 通常是一个简单的无线系统,通常由三部分组成:阅读器、电子标签和调试软件。阅读器由天线、耦合元件、芯片、读取(写入)标签信息设备四个部分组成,分为手持式阅读器和固定式阅读器。电子标签有多种分类方式,从供电方式进行分类,电子标签分为有源标签和无源标签。有源标签内部自带电池,不需要通过阅读器发射射频信号磁场产生电能。而无源标签内部没有自带电源,它需要利用阅读器发射的电磁场产生能量才能完成读写操作。标签一般包含天线、耦合元件、芯片三个部分,电子标签内的编码具有唯一性,并附着在识别对象上。调试软件是应用软件层,主要作用为调试RFID与电子标签识别、读取(写入)标签信息,为人们做出管理决策提供依据。系统设有的天线,通常用于标签和阅读器间传递射频信号[4]。
2 系统总体设计
■2.1 系统结构
系统以PLC 为核心,包含控制、识别、传感、执行和上位机五部分,设计结构如图1 所示。
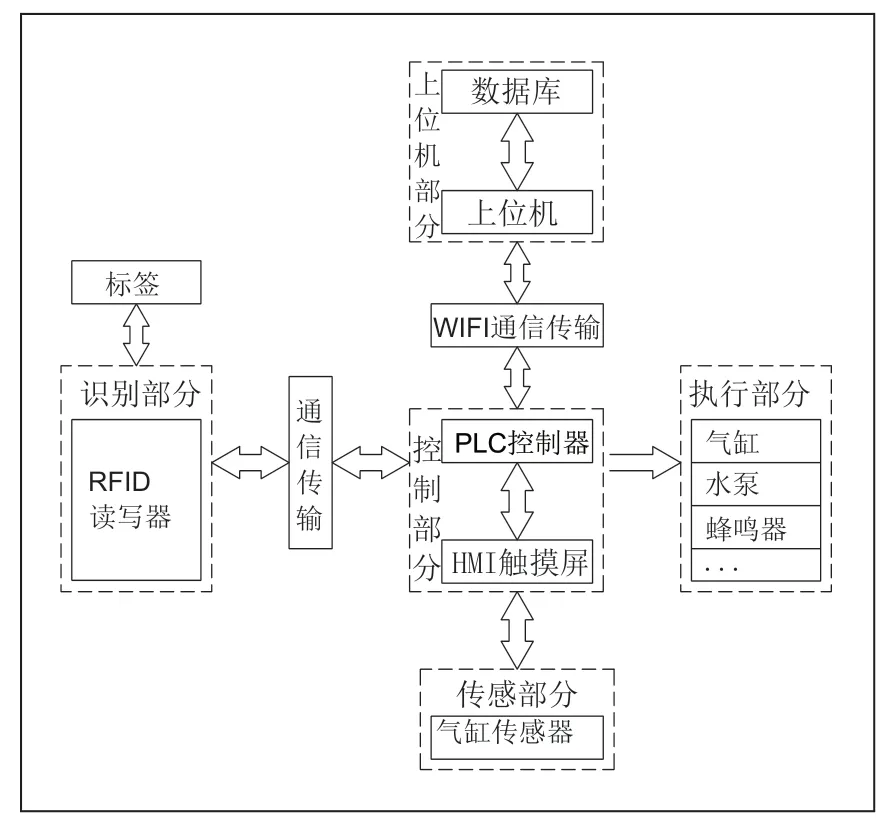
图1 基于PLC 与RFID 垃圾车智能管理系统结构图
识别部分:应用RFID 读写器对在射频信号范围内贴或嵌入垃圾桶的电子标签进行识别、读取信息,通过通信传输,传送到PLC 控制器中。
控制部分:接收RFID 标签数据信息,通过程序将标签部分信息转换实时显示在HMI 触摸屏上,现场工作人员按下HMI 启动按钮,启动执行元件,垃圾桶被清理后,PLC将RFID 标签信息通过WiFi 通信传输上传至上位机(PC)并保存在数据库。
执行部分:液压缸、水泵、蜂鸣器等,通过接收到的控制指令,实现升降、清洗垃圾桶等动作。
传感部分:液压压力继电器检测液压缸伸出、缩回到达指定位置,检测液压缸有杆腔、无杆腔的压力,到达设定压力,将到位时的压力转换成电信号传送到PLC 控制器,PLC 根据信号执行指令。
上位机部分:接收PLC 传输的标签数据信息,通过软件实现标签信息的可视化及查询,垃圾车的工作情况。
车载系统示意图如图2 所示。
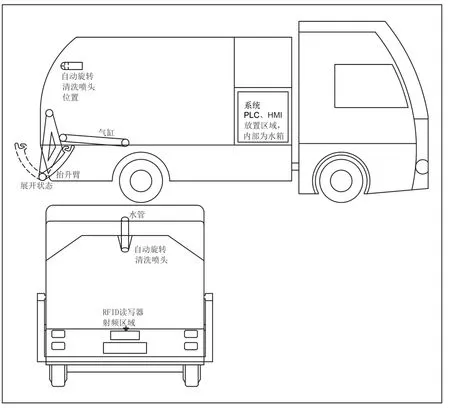
图2 系统车载示意图
■2.2 设备选择
控制器选择:由于水泵多数位220V 交流电供电,换向阀为直流24V 供电即可,再根据功能要求、经济等情况,这里选择西门子PLC,CPU 型号为1214C DC/DC/RLY。
RFID 设备选择:根据标签工作频率的不同,标签可分为低频标签(频率范围:30kHz~300kHz)、高频标签(频率范围:3MHz~30MHz)、超高频标签(频率范围:300MHz~3GHz)和微波系统(2.45GHz)四类[2]。这里选择UHF 超高频RFID 读写器及标签,由于此读写器接口为RS485 接口,PLC 需要拓展CM1241-RS422/485 通信模块。
压力继电器选择:选用海德信HJCS-02N 压力继电器。
WiFi 模块选择:网络上WiFi 远程控制模块多数以RS232、RS422/485 串口转WiFi/以太网接口,这里使用RS485 串口通信的模块,减少程序复杂程度。
水泵选择:根据水箱大小、对水压的需求,选择24V—220W 抽水直流潜水泵。
PLC 控制器与各设备的外部连接如图3 所示。
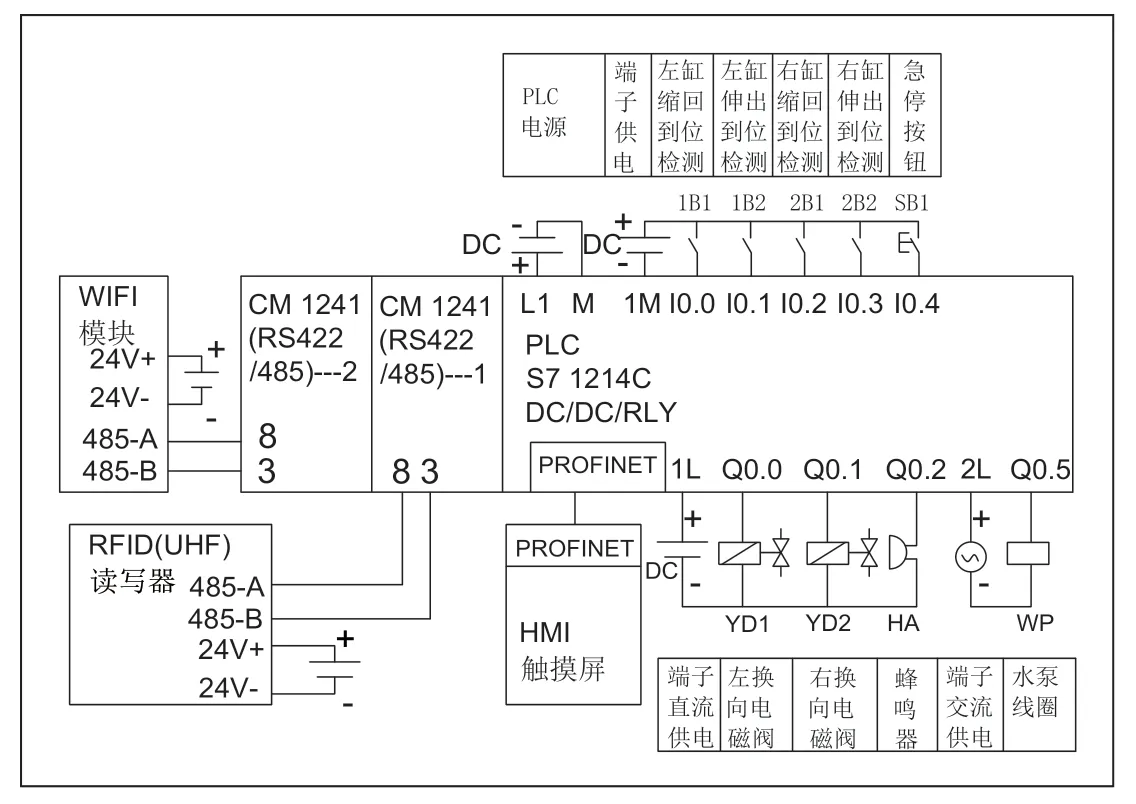
图3 PLC 外部接线图
■2.3 执行部分液压回路设计
后装式垃圾车一般有两个液压缸分别安装在垃圾车厢两侧,为同步动作缸。本系统结合现有后装式垃圾转运车以液压驱动方式,抓取、提升翻斗机构的垃圾桶抬升装置即液压回路,在原有的基础上,在液压缸伸出到位、缩回到位的位置安装液压缸传感器,液压缸到位时通过传感器生成电信号输入给PLC,将液压缸的单电控换向阀线圈与PLC 连接。液压回路连接如图4 所示。
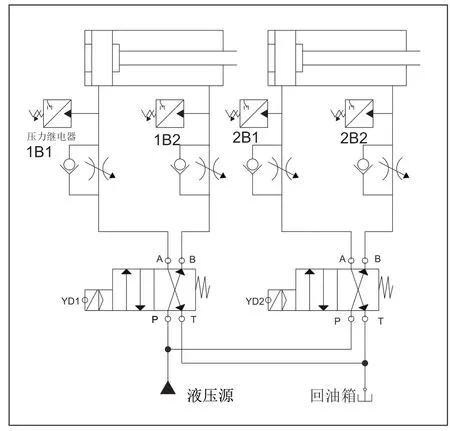
图4 液压回路连接图
3 系统实现
■3.1 PLC 与RFID 读写器及WiFi 模块的通信传输
这里使用的西门子PLC,应用TIA 博途组态软件梯形图编程,添加相应PLC 及CM1241 通信模块,选择功能块SEND_PTP,此功能块是发送数据,功能块RCV_PIP,此功能块是接收数据,填写相关参数及数据块,将CM1241 引脚与USB 转485 接头相连并接入电脑,通过调试软件检验PLC 收发数据功能[5]。通过CM1241模块引脚定义,将模块3 脚与RS485-B 口连接,8 脚与RS485-A 口连接。CM1241-RS422/485 模块的引脚含义(母头)如图5 所示[5]。
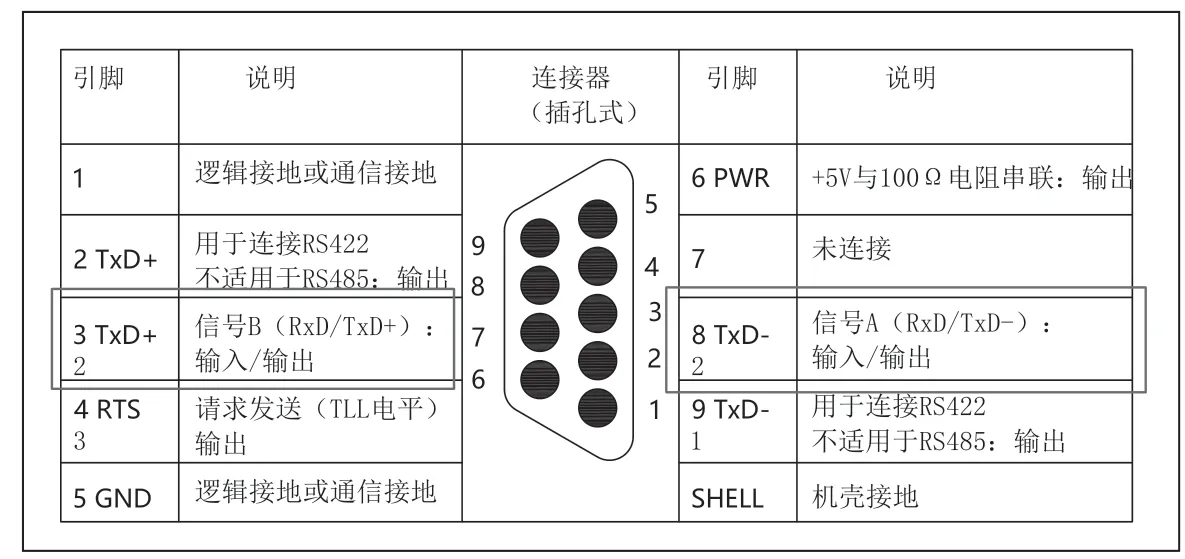
图5 CM1241-RS422/485模块引脚含义
在PLC 和RFID 读写器单独测试发送、接收数据无异常后,将两部分连接,将标签放在射频区域附近,观察PLC接收数据块的数据变化,完成PLC 与RFID 读写器的通信传输。RFID 接收数据块变化数据为识别RFID 标签数据示例如图6 所示。

图6 RFID 接收数据块中数据示例
由于WiFi 模块为RS485 接口,PLC 和WiFi 模块的通信与RFID 通信传输同理。
■3.2 记录上传、溯源功能实现
在RFID 读写到标签数据后,不会将数据立刻上传到上位机(PC),而是暂时储存在PLC 接收数据块中,要将数据上传,需要现场操作,将垃圾桶清理的同时上传数据。具体操作为:在按下启动按钮后,PLC 梯形图程序将存储在RFID 接收数据块中的RFID 标签数据传输给WiFi 模块发送数据块中,程序上传结合实际操作如图7 所示。
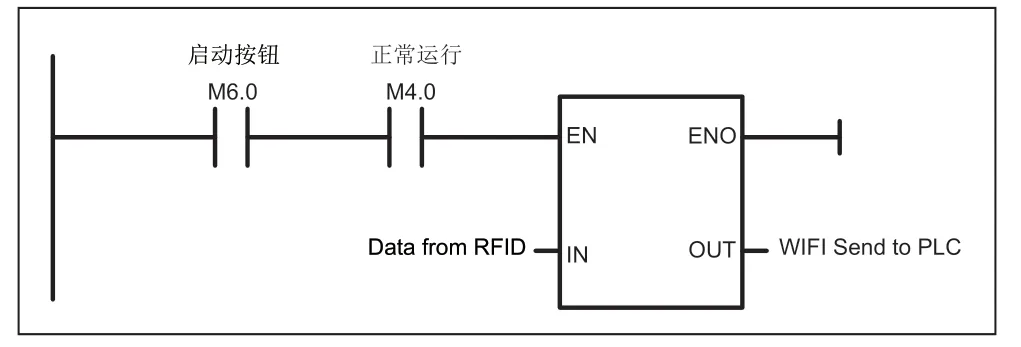
图7 上传结合实际操作程序
WiFi 模块通过无线网络上传至PC 数据库,上位机通过开发应用通过设定PLC 型号、IP 地址与垃圾转运车的PLC 控制器通信[6]。上位机数据查询如图8 所示。

图8 上位机画面实例
■3.3 抬升垃圾桶、抖动和消毒功能实现
利用PLC 程序实现一次操作,多功能顺序动作,通过RFID 读取到标签数据,液压缸通过传感器1B1、2B1 检测在原位(缩回到位)状态,工作人员按下HMI 触摸屏的启动按钮,收垃圾、抖动和消毒功能启动。PLC 控制器使垃圾转运车两侧液压缸的电磁换向阀线圈得电,垃圾桶被机械结构的抬升臂抬升,到达最高处(液压缸伸出到位位置),垃圾桶中的垃圾车被倒出,这时部分垃圾桶会有附着在垃圾桶上的垃圾桶,就需要抬升臂做出像人手一样抖动的动作,本系统通过PLC 梯形图程序,2s一周期的使电磁换向阀线圈得电失电,由于换向阀带有弹簧复位,在线圈失电后,换向阀换向,液压缸缩回,这样就实现了抬升臂“抖动”。PLC 控制垃圾桶抬升、抖动程序如图9 所示。
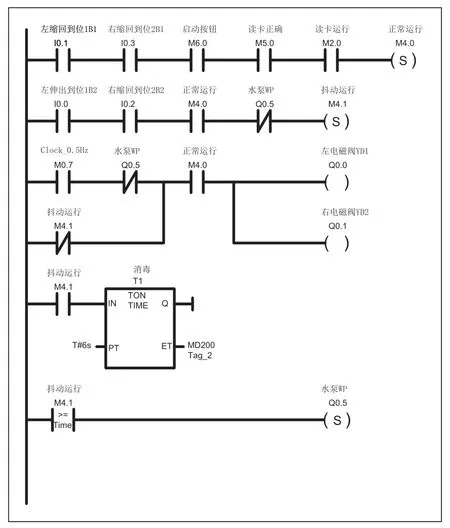
图9 抬升垃圾桶、抖动程序图
PLC 消毒功能是垃圾转运车在垃圾桶被抬升位置正对的垃圾桶口附近,装有自动旋转清洗喷头(是利用液体的反作用力驱动进行旋转运动,无需外部动力),水泵与喷头水管连接,水泵与PLC 电连接。PLC 消毒程序如图10所示。
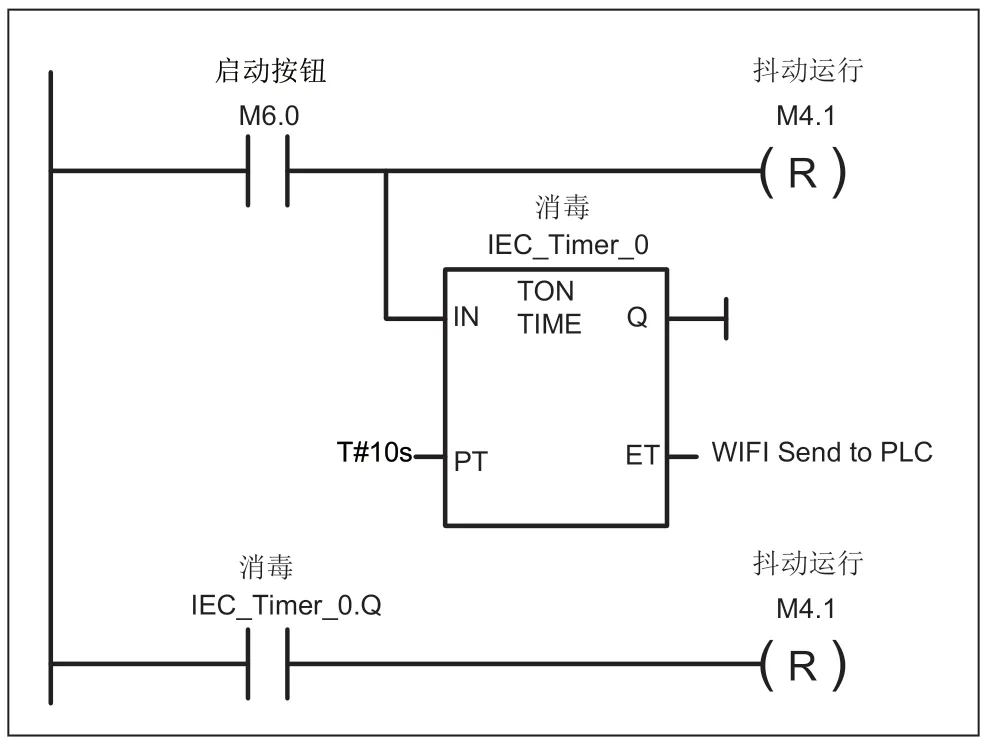
图10 消毒程序图
4 系统的组态界面
系统的组态界面即HMI 触摸屏画面由启动RFID 读写器射频功能、执行元件启停、数据显示构成,实时显示RFID识别读取标签的部分信息,另外配备紧急状态下的电气按钮。HMI 触摸屏画面如图11 所示。
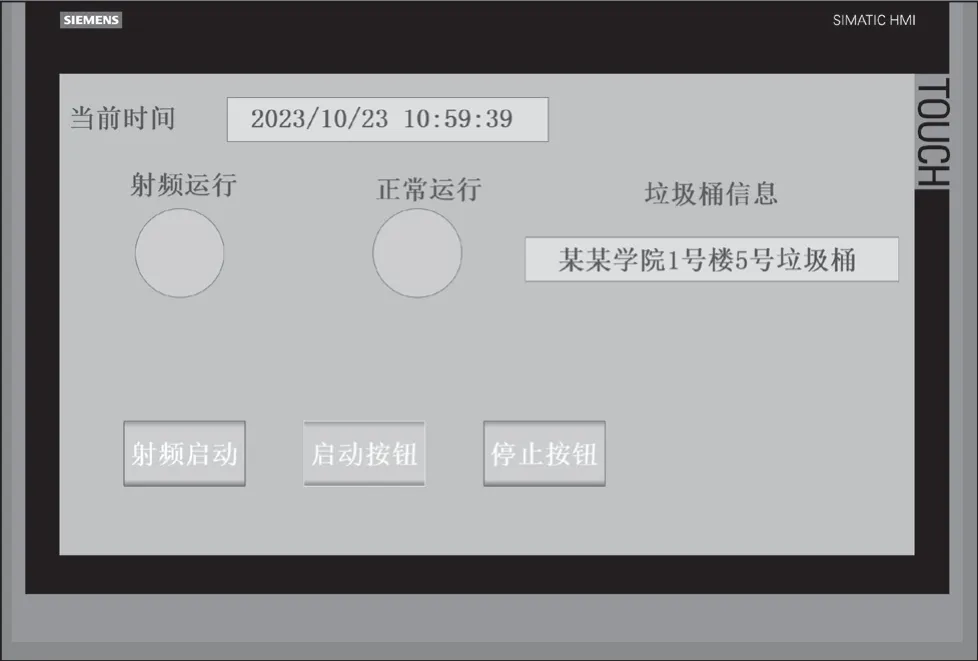
图11 HMI 触摸屏画面



