石佳怡 张一苇 徐宝华
1.北京大学口腔医院综合科,北京 100081;2.北京化工大学材料科学与工程学院,北京 100029;3.中日友好医院口腔医学中心,北京 100029
热塑性矫治器施加的正畸力与热压膜材料的厚度和力学性能密切相关[1],是影响隐形矫治效果的重要因素之一[2-3]。以往的研究主要集中在对正畸热压膜材料原始力学性能及模拟口腔环境下的力学性能[4-6],而热成形对热压膜材料影响的研究较少,尤其对聚氨酯热压膜材料的研究鲜见报道。为了解热成形时间对热压膜材料厚度和力学性能的影响,本研究选用ZenduraAT 正畸热压膜材料,通过测量不同原始厚度的膜片材料经不同时间热成形处理后厚度和弹性模量的变化,研究热成形时间对热压膜材料厚度和弹性模量的影响,以期为临床选择更适宜正畸力发挥的热塑性矫治器材料及研发高性能新材料提供理论基础。
1 材料与方法
1.1 实验材料
1.2 主要仪器及设备
热压膜机(D-3300Drufomatscan,德国福科斯医疗);全自动压片机(JZP-40,上海精胜科学仪器有限公司);数字电子游标卡尺,精度0.001 mm(Mitutoyo500-196-30,日本三丰);电子万能试验机(UTM5205XHD,深圳三思纵横科技股份有限公司)。
1.3 实验方法
1.3.1 试样制备 将3 种不同厚度的热压膜材料按热成形时间不同分为未处理组、热成形60 s 组、热成形90 s 组,每组不同材料各10 个试样。未处理组:原始材料未经处理。热成形60 s 组:模拟隐形矫治器制作过程为经压膜机预热并在预成模型上(直径为9.5 mm,厚度为8 mm 的铁制品)热压处理60 s。热成形90 s组:按上述热压方法处理90 s。将上述热压膜材料用全自动压片机按国家标准GB/T1040.3-2006[7]冲切制成5 型标准哑铃型试样。
1.3.2 厚度测量 用电子游标卡尺随机测量每组每个试样各3 个点厚度,再计算每组10 个试样的均数和标准差。
1.3.3 弹性模量测量 检查每组试样表面有无裂痕、划纹,上夹具后保证试件未受力未变形,应用电子万能材料试验机测试其力学性能,拉伸速度为10 mm/min,计算机记录数据并计算弹性模量。
1.4 统计学方法
采用SPSS 26.0 统计学软件进行数据分析。计量资料采用均数±标准差(±s)表示,多组计量资料比较采用单因素方差分析,组间两两比较采用LSD-t 检验。以P<0.05 为差异有统计学意义。
2 结果
2.1 0.380、0.625、0.760 mm 热压膜材料不同处理组厚度比较
0.380、0.625、0.760 mm 热压膜材料中,热成形60 s组、热成形90 s 组厚度低于未处理组,且热成形90 s组低于热成形60 s 组,差异有统计学意义(P<0.05)。见表1。
表1 0.380、0.625、0.760 mm 热压膜材料不同处理组厚度比较(mm,±s)

表1 0.380、0.625、0.760 mm 热压膜材料不同处理组厚度比较(mm,±s)
注 与未处理组比较,aP<0.05;与热成形60 s 组比较,bP<0.05。
2.2 0.380、0.625、0.760 mm 热压膜材料不同处理组弹性模量比较
0.380 mm 热压膜材料中,热成形60 s 组、热成形90 s 组弹性模量均高于未处理组,差异有统计学意义(P<0.05)。0.625、0.760 mm 热压膜材料不同处理组弹性模量比较,差异无统计学意义(P>0.05)。见表2。
表2 0.380、0.625、0.760 mm 热压膜材料不同处理组弹性模量比较(MPa,±s)
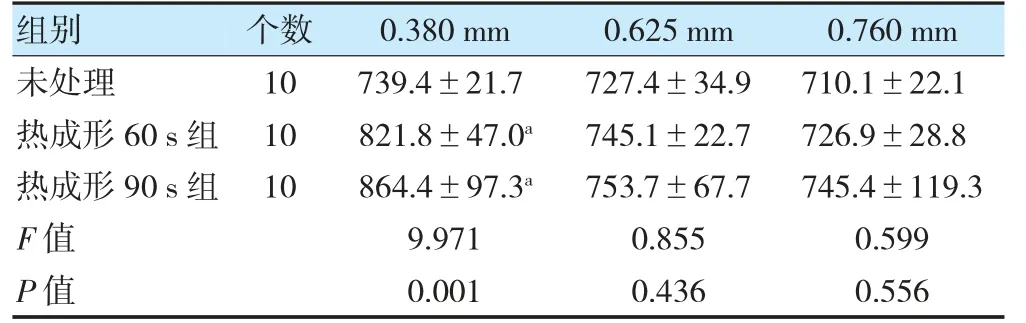
表2 0.380、0.625、0.760 mm 热压膜材料不同处理组弹性模量比较(MPa,±s)
注 与未处理组比较,aP<0.05。
3 讨论
本研究选用同一品牌3 种厚度的正畸热压膜材料进行研究,通过测量经不同时间热成形前后材料厚度和弹性模量的变化,探讨热成形时间对材料厚度和弹性模量的影响。
3.1 热成形时间对热压膜材料厚度的影响
隐形矫治器具有不同的厚度,为0.50~1.50 mm不等,这可能会影响其在引导牙齿移动时的性能。研究表明,使用渐进式增厚矫治器可以更好地控制牙齿移动,并减少正畸力造成的疼痛[8]。既往针对其他品牌热压膜材料的研究结果均显示,热成形后材料厚度显着减小[9-11],与本研究结论基本一致。在本研究中,热压膜材料经热成形后厚度变薄,热成形时间越长,材料越薄。0.380 mm 热压膜材料在热成形后厚度变化范围最大,提示与0.625、0.760 mm 材料比较,0.380 mm热压膜材料热稳定性相对较差。0.625 mm 热压膜材料在热成形90 s 后厚度变化较小,提示其稳定性较好。
3.2 热成形时间对热压膜材料弹性模量的影响
在传统的固定矫治中,根据各阶段矫治目标的不同需要更换不同弹性的弓丝。临床认为该理念同样适用于隐形矫治中,即不同类型的牙齿移动应匹配不同力学特性的隐形矫治器,例如应在早期拥挤排齐阶段使用弹性更好的热压膜材料。这就要求临床工作中必须更深入、全面地了解隐形矫治用热压膜材料的弹性性能及其影响因素。
隐形矫治正畸力源于热压膜材料的弹性形变,矫治效率与材料弹性模量有关[12]。Inoue 等[13]利用有限元法分析研究了4 种热塑性矫治器的物理性质,发现在4 种热塑性材料的弹性模量和正畸力之间均有显着相关性,得出弹性模量适用于正畸力评估的结论。
用于制造隐形矫治器的热塑性材料力学性能受到多方面因素影响,例如与功能性和非功能性运动相关的机械应力、与热成形过程相关的热应力及在口腔内受温度变化和唾液影响的化学应力[14-15]。现有成果大多集中在对材料原始机械性能的研究[8,16-17],关于热成形对材料力学性能的影响鲜有报道。
在本研究中0.380 mm 热压膜材料弹性模量热成形后明显增大,而0.625、0.760 mm 热压膜材料热成形前后的弹性模量未产生明显变化,这与Tamburrino 等[18]的研究结果近似,提示0.380 mm 的材料热成形后弹性模量在一定程度上得到了增强;而在一定热成形时间范围内,0.625、0.760 mm 的材料能够保证力学性能的相对稳定,这对临床使用具有十分重要的意义。
张宁等[19]的研究发现,3 种不同厚度Biolon 膜片在热成形后弹性模量均降低,并将弹性模量降低的原因归结于热成形后膜片材料厚度的减小,这与本研究结果不甚一致。本研究分析认为,差异的原因首先来自材料的差别,不同材料、不同品牌的隐形矫治器力学性能差异明显,即便是以同一种材料为主要成分的热压膜材料,不同厂家的成品力学性能也有显着差异[20]。因此,在正畸临床工作中,需全面认识材料的性能,根据患者自身情况及矫治需求和难度的不同,选用合适的材料进行治疗。
关于厚度对弹性模量的影响,材料学的研究认为,材料的弹性性能本质上是受到化学键和微结构等因素的影响,即相同材质的薄膜,其弹性模量大致是处于一个稳定范围的,造成弹性模量随厚度变化的主要影响来源于材料内部微观结构和内应力的变化[21-22]。从宏观角度,弹性模量是衡量物体抵抗弹性变形能力大小的尺度;从微观角度,则是原子、离子或分子之间键合强度的反映。凡是影响键合强度的因素均能影响材料的弹性模量,如键合方式、晶体结构、化学成分、微观组织、温度等[23]。本研究中0.380 mm 的热压膜材料在热成形之后,微观结构可能发生了一定变化,如分子链缠绕方式、氢键排列、分子结晶度等[24-25]。同时,0.625、0.760 mm 的材料内部可能也发生了类似的变化,但尚未引起显着变化,后续将围绕这一观点进一步深入研究。



