肖 宏 宋建岭 刘宪力 李庆庆 常保华
(1 天津航天长征火箭制造有限公司,天津 300462)
(2 首都航天机械有限公司,北京 100076)
(3 清华大学机械学院,北京 100084)
文 摘 根据2219 铝合金氦弧焊特点,构建了焊接过程实时视觉传感系统,获取了熔池清晰图像;为获得2219 铝合金氦弧焊熔池尺寸参数,实现对熔池特征的分析,采用了形态学算法,提取了典型熔池图像边缘形状,并获得了熔池宽度特征尺寸;通过试验验证,提取的熔池图像宽度特征能够准确反映出熔池尺寸信息及变化趋势。研究结果表明:形态学算法准确度高、计算速度快,满足2219 铝合金氦弧焊熔池图像实时处理需求,不同阈值及结构元素对图像特征提取效果均会产生较大影响,研究阈值自适应算法,可以满足工程上焊缝熔池特征实时视觉监测的复杂需求。
0 引言
随着焊接自动化的发展,基于视觉传感的焊接过程信息监测技术得到广泛的应用。采用机器视觉传感技术,对焊接过程焊缝图像信息进行实时、高效的监测,通过进一步的图像处理技术,提取出有效的的熔池特征,能为焊接过程焊缝质量分析判断提供直接参考。熔池边缘检测是焊接领域应用最为广泛成熟的图像处理技术之一,常用的方法包括传统梯度边缘检测算子,例如Roberts 算子、Sobel 算子、Prewitt 算子;二阶微分边缘检测算子,例如LOG 算子、Laplace 算子、Canny 算子;基于小波变换的边缘检测算法、曲面拟合边缘检测算法、数学形态学检测算法等[1]。数学形态学方法是通过集合论及结构元素进行图像分析及特征提取的一种现代算法工具,和传统边缘检测算子相比更加灵活多变,在边缘定位、检测精度上也优于传统算子,结合二值化图像的形态学方法,算法快捷,计算效率高,在焊接领域也得到广泛应用。薛家祥[2]采用二值形态学方法,对TIG 焊视觉图像进行了熔池特征提取,获取了清晰的熔池边缘。其研究表明,采取合适的结构元素能简单快捷的实现TIG 焊图像边缘提取。石圩[3]采用二值化形态学方法,进行了铝合金脉冲MIG 焊熔池图像特征分析,采用形态学开、闭、腐蚀、膨胀、边缘检测等运算,获得了理想的熔池边缘图像。王建军[4]针对可见光范围内,熔融态和固态铝合金对比特点不明显,构建和焊接电源特性相匹配的铝合金焊接熔池图像采集系统,成功采集了铝合金交流TIG焊熔池图像并实现了熔池特征提取。以上研究均表明,采用形态学算法获取熔池边缘形状技术成熟可靠,具备工程上推广应用的技术基础。
我国新一代航天器燃料贮箱,基体材料为2219铝合金,普遍采用了TIG 自动焊工艺,由于焊接结构件尺寸巨大,焊接过程焊缝图像信息的监测采集全部采用了机器视觉传感技术。工程实施过程中,受焊接烟尘、弧光、铝合金表面反射等影响,实时采集的图像噪声很大,为实现焊接图像信息的有效分析及使用,本文设计了焊接过程视觉实时传感系统,开展了基于形态学算法的2219铝合金氦弧焊熔池图像提取技术研究,依据焊缝图像的形态特征,采用不同的结构元素对图像进行形态学运算,提取出焊缝熔池图像,并通过边缘提取算法计算出熔池宽度,得到焊接过程焊缝宽度变换情况的准确反馈。
1 试验系统构建
1.1 2219铝合金氦弧光谱分析
焊接过程弧光干扰是影响摄像系统成像质量的重要因素,必须采用合适的滤光手段尽可能地消除弧光对熔池图像的不利影响[5]。利用USB2000 光纤光谱仪进行了2219铝合金氦弧焊接过程的电弧光谱分布采集分析(图1)。
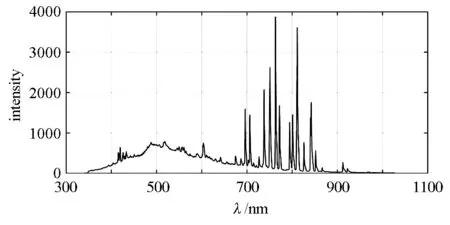
图1 2219铝合金氦弧焊光谱分布特征Fig.1 Spectral characteristics of helium gas tungsten arc welding of 2219 aluminum alloy
电弧光谱主要由连续的热发射谱和保护气体、金属蒸气的特征线谱组成,且特征线谱强度往往远高于热发射谱。从采集数据分析得出,在610~690 nm的波长范围内,氦弧弧光强度较弱,在该波段内采取带通滤光措施可有效地消除弧光干扰。
1.2 试验系统组成
硬件系统由直流氦弧焊机,2219 铝合金焊接工装、高速摄像机、滤光片、工业计算机等部分组成。核心部件高速摄像机采用瑞士Photonfocus 公司生产的MV-D1024E-160CL,1024×1024 格式图像下最高帧频150 fps;滤光片中心波长为660 nm,半高宽为10 nm,固定于高速相机镜头前端,用于滤除铝合金焊接过程的弧光干扰。系统构建如图2所示。
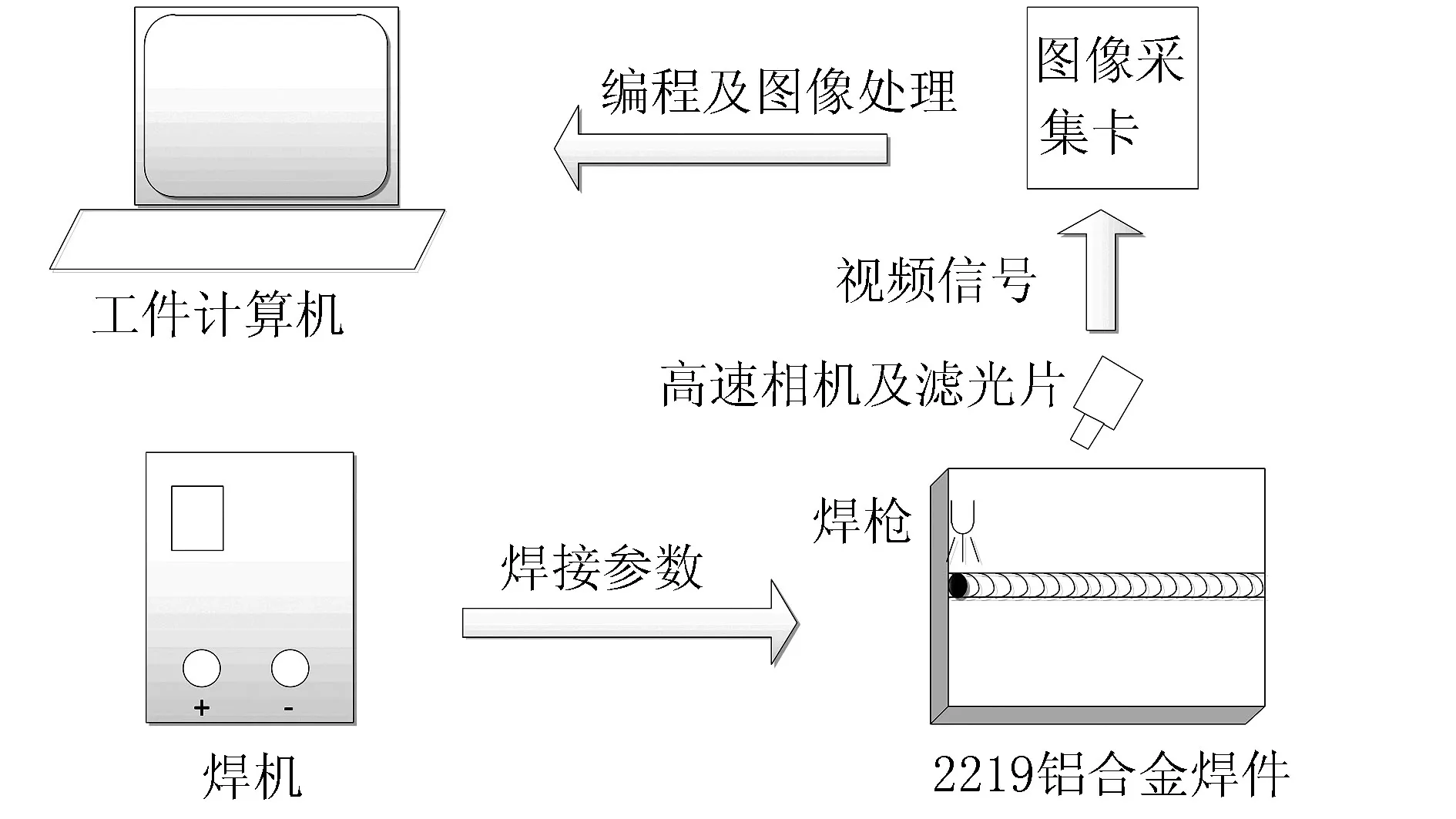
图2 试验系统示意图Fig.2 Schematic diagram of the test system
2 试验过程
2.1 熔池图像获取
焊接材料为9.5 mm 厚2219 T6 态铝合金,焊接工艺方法为TIG 氦弧自动焊工艺。根据试验工装结构,采取将摄像机布置于焊枪行走方向后方的方案,与工件表面成固定夹角拍摄焊接过程实时图像。具体试验参数如表1、表2所示。
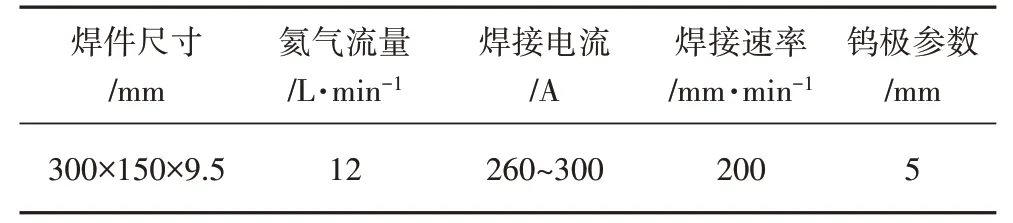
表1 焊接工艺参数Tab.1 Welding process parameters

表2 高速摄像参数Tab.2 Parameters of high-speed camera
2.2 图像处理
在2219 铝合金大型结构件氦弧焊过程中,受装配状态、焊接位置、焊接热循环、焊接电压波动等因素影响,熔池宽度会发生较大变化;通过图像处理方法获得焊接熔池形状,并对其进行边缘提取,可以获得直接有效的焊缝熔池宽度。
2.2.1 图像预处理
通过高速摄像机及物理滤光的方式采集的原始熔池图像,存在飞溅、烟尘、高频电噪声等产生的各类噪声信号,以及钨极倒影等干扰影像。为获得真实的熔池图像,对原始图像进行了预处理,包括图像裁剪、噪声算法过滤及图像增强,如图3~4所示。
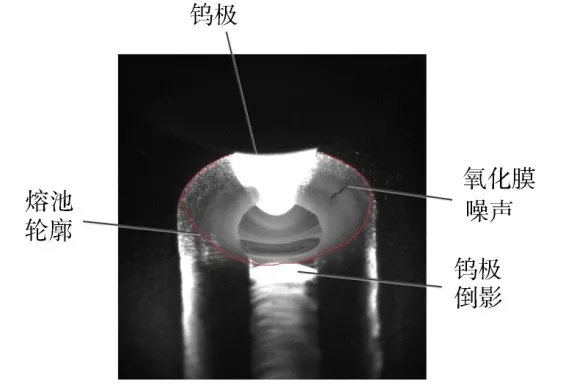
图3 熔池图像分析Fig.3 Image analysis of welding pool
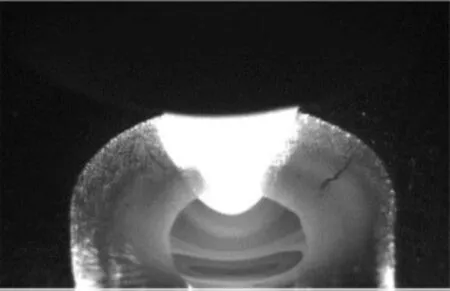
图4 预处理后图像Fig.4 Preprocessed image of welding pool
2.2.2 图像形态学处理
形态学处理基于二值图像,实施基本算法包括形态膨胀、形态腐蚀、形态开运算、形态闭运算、填充运算、边缘提取等[6],如图5示。
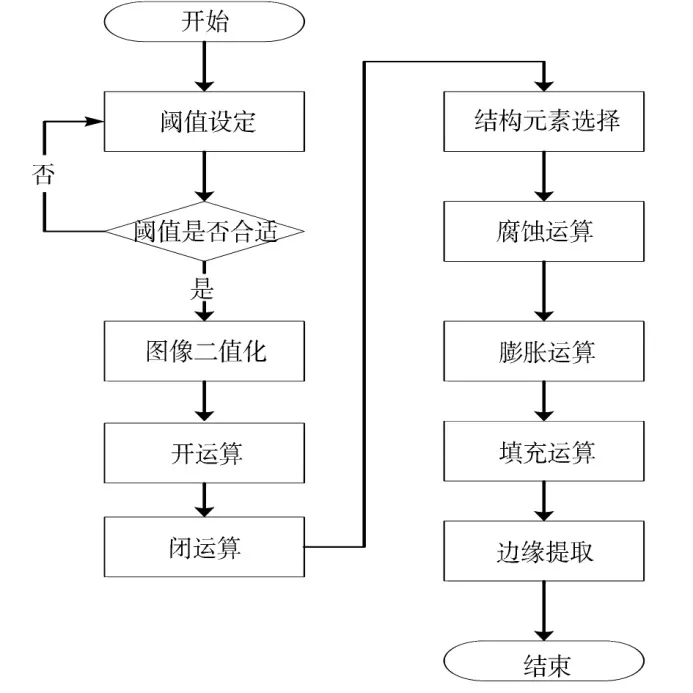
图5 形态学处理算法框图Fig.5 Block diagram of morphological processing algorithm
选择合适的阈值进行图像二值化转换是形态学计算的前提,采取最大类间方差法可实现二值图像阈值的最优化设置[7],且获得二值化后的图像和熔池图像基本一致。针对二值化图像后的“椒盐”噪点,首先通过形态开、闭计算,进行内外滤波,消除离散噪点;然后选取不同结构元素进行腐蚀、膨胀试验,进一步消除局部剩余大噪点模块。腐蚀膨胀操作后存在的不规则孔洞,采用形态学重构的方式,对其进行填充,获得完整的形态学处理图像,最终通过边缘计算获得熔池边缘形状,试验过程示意如图6所示。
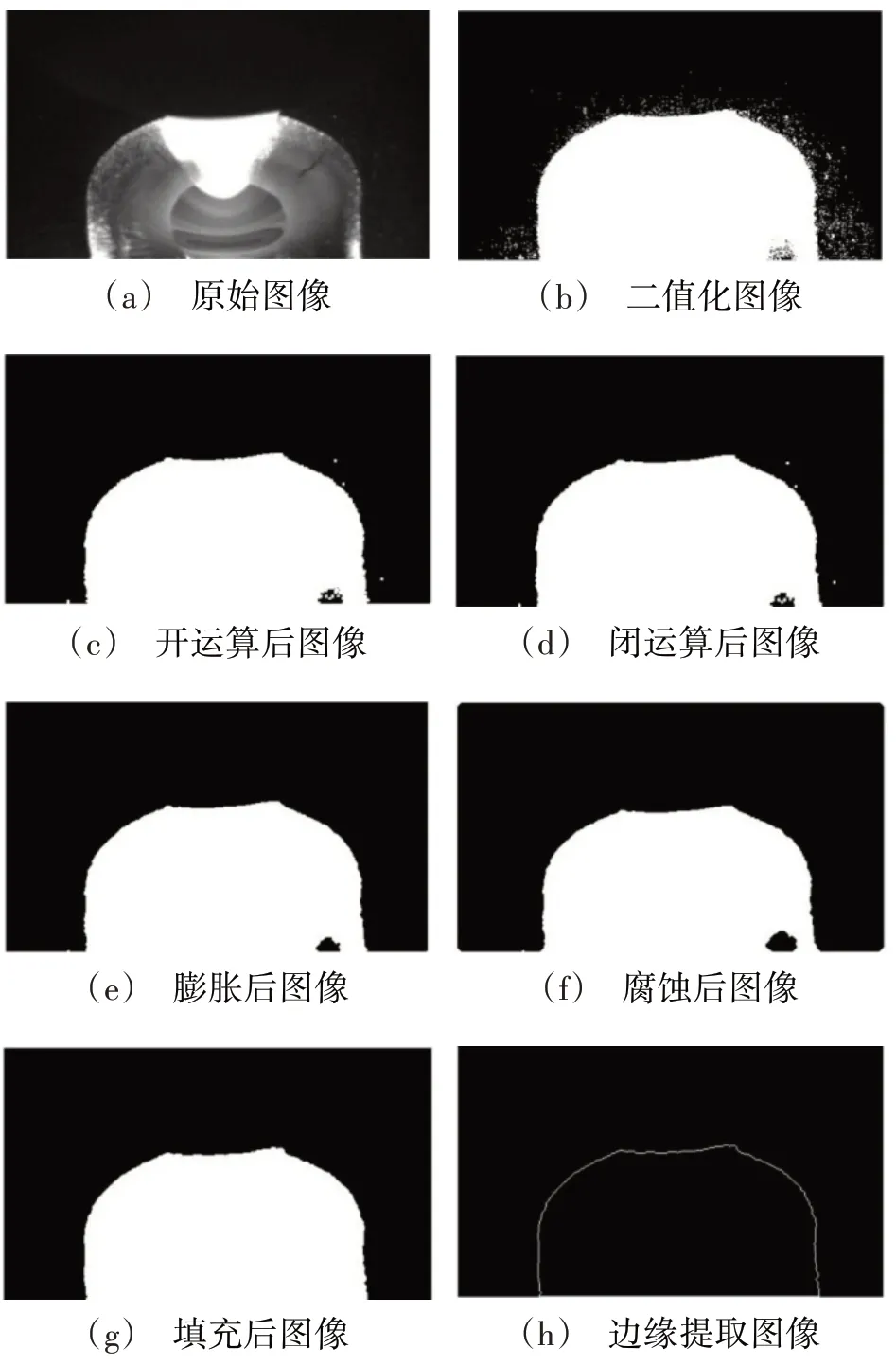
图6 图像形态学处理过程Fig.6 Image processing of morphological algorithm
2.2.3 熔池宽度提取
边缘提取图像可以认为是熔池基本轮廓形状,将熔池最大宽度定义为垂直于焊接方向距离值最大的两个像素点距离,结合试验标定信息,通过matlab编程算法可以计算出图像熔池宽度。
3 结果分析
为验证试验方法的可靠及准确性,分别选择了工程产品爬坡焊接位置、平焊位置进行了熔池图像边缘提取及宽度计算,并和实际焊缝测量宽度进行对比(两处焊接位置电流及熔池状态差异较大,能直观对比熔池尺寸)。对在标定时间段采集的典型焊接位置熔池图像进行形态学处理及宽度提取,并将图像算法提取熔池宽度数据和焊缝实测值比较,结果如图7~8所示。
从试验数据及对比结果分析可知,爬坡焊位置图像提取熔池宽度值12.2~14.2 mm,实际测量焊缝宽度11.4~13.0 mm;平焊位置图像提取熔池宽度值10.4~11.6 mm,实际测量焊缝宽度9.4~10.8 mm;两处位置图像检测算法计算出的熔池宽度均略大于焊缝实测宽度,这是由于2219 铝合金熔融状态和正常状态下色泽变化不明显,反映出在图像边缘提取过程中依旧存在一定的理论偏差。
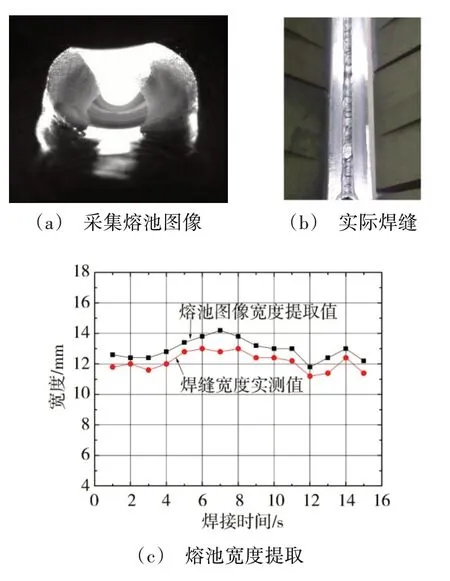
图7 爬坡焊位置[电流(300±10)A]熔池宽度提取结果Fig.7 Welding pool width of climbing-welding position
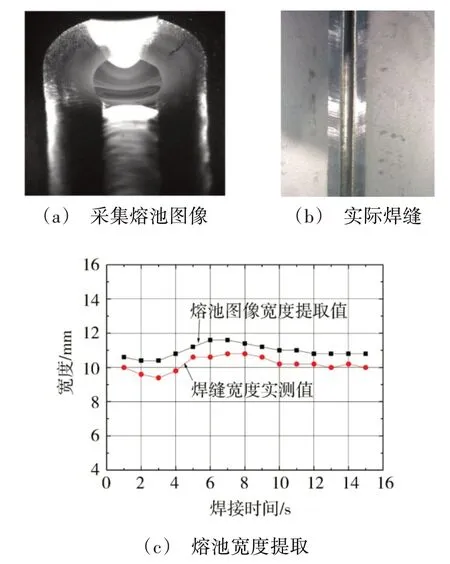
图8 平焊位置[电流(260±10)A]熔池宽度提取结果Fig.8 Welding pool width of flat-welding position
在爬坡焊位置图像提取的熔池宽度要大于平焊位置,熔池宽度值波动也较大,这是由于爬坡焊位置焊接电流(300±10)A 要大于平焊位置焊接电流(260±10)A,熔池稳定性要差于平焊位置,反映在熔池图像中的特征是边缘宽度更大,边缘形状变化波动更明显。试验结果和熔池理论变化趋势相一致。工程角度来说,形态学检测算法提取的熔池图像宽度特征已经准确反映出焊缝尺寸信息及变化趋势,达到了研究目的。通过试验验证,采用的形态学算法具有提取准确、效率高、计算灵活等优点。研究也发现在图像形态学处理提取中,设定阈值及结构元素的选择对图像特征提取效果较为关键,采用的最大类间方差法选取阈值,一定程度上优化了阈值设定流程。进一步开展图像阈值、结构元素自适应算法研究,同时结合模糊控制学理论,根据熔池尺寸实时变化趋势,建立熔池图像特征在线监测及智能控制专家系统,可以作为未来研究的重要参考方向,满足工程上焊缝熔池实时监测控制的复杂需求,进一步实现焊接过程智能监控技术在工程上的推广应用。
4 结论
(1)根据2219 铝合金氦弧焊特点,构建了基于高速摄像的焊接过程实时视觉传感系统,获得了2219铝合金氦弧焊熔池图像的清晰采集。
(2)采用二值图像形态学算法提取了典型熔池图像边缘形状,并获得了熔池宽度特征尺寸;通过试验验证,该算法准确度高、计算速度快,能准确反映出熔池尺寸信息及变化趋势,满足2219 铝合金氦弧焊熔池图像实时处理需求。
(3)阈值及结构元素对图像特征提取效果较为关键,研究阈值自适应算法,对焊缝熔池特征实时视觉监测技术在工程上的推广应用有着关键意义。



