付阳阳+赵瑞生
摘 要:钻孔加工操作是钳工专业一项重要基本操作技能之一,通过介绍钳工钻孔的加工步骤,分析孔的形位尺寸,计算孔的加工尺寸,指出钻孔操作的难点和重点,提出几种孔加工定位精度提高的操作方法,以期对相关技术人员的加工精度提升有所帮助。
关键词:钻孔 形位 尺寸 定位精度
中图分类号:TG52 文献标识码:A 文章编号:1672-3791(2017)07(c)-0110-02
对于技术工人而言,人们都听说过一句话“钳工怕打眼、车工怕车杆”,由此可见,钻孔是钳工专业一项重要基本操作技能,在制造业发展迅速的今天,所有高端产品的制造都离不开孔的加工,在实际的批量生产中,加工位置精度要求较高的孔及孔系一般都采用工装夹具、钻模夹具等方法来加工以保证精度的,而在单件生产中,特别是在钳工应会考核和操作比赛中,是不能采用钻模加工来保证钻孔位置精度的,只能通过划线、找正等一些技巧来保证钻孔的定位精度。下面笔者将会介绍多年来从教学、培训和技能比赛中总结的经验,进行钻孔加工定位精度的保证。
1 钻孔加工的操作步骤及注意事项
(1)修整划线基准面。保证工件划线基准面无毛刺和达到形位精度要求,保证划线平板的精度,保证平板工作表面无毛刺、灰尘、杂质等。
(2)采用高度游标卡尺划出加工孔的加工位置线。首先应检查高度尺的示值误差是否在规定的精度误差范围内,以保证所划线条的尺寸精度;其次检查高度尺的划线刃口是否锋利,以保证所划线条清晰均匀。
(3)正确使用样冲。样冲眼的作用是为了钻孔起定心作用的,要求样冲头必须磨得圆而尖和有足够的硬度;在敲击样冲眼时,首先要轻轻敲打,然后从多个方向观察所敲击的样冲眼是否偏离孔的十字中心线的交点,判断无误后,再将样冲眼打大,保证钻头的定心。
(4)合理使用钻头及切削量的掌握。首先钻孔要保证钻头从小到大的依次进行钻孔,切勿直接用大钻头直接钻孔到位。另外要根据钻头的大小合理的选择切削量,这样很大程度的控制钻头的偏移。
2 提高钻孔定位精度的几种操作方法
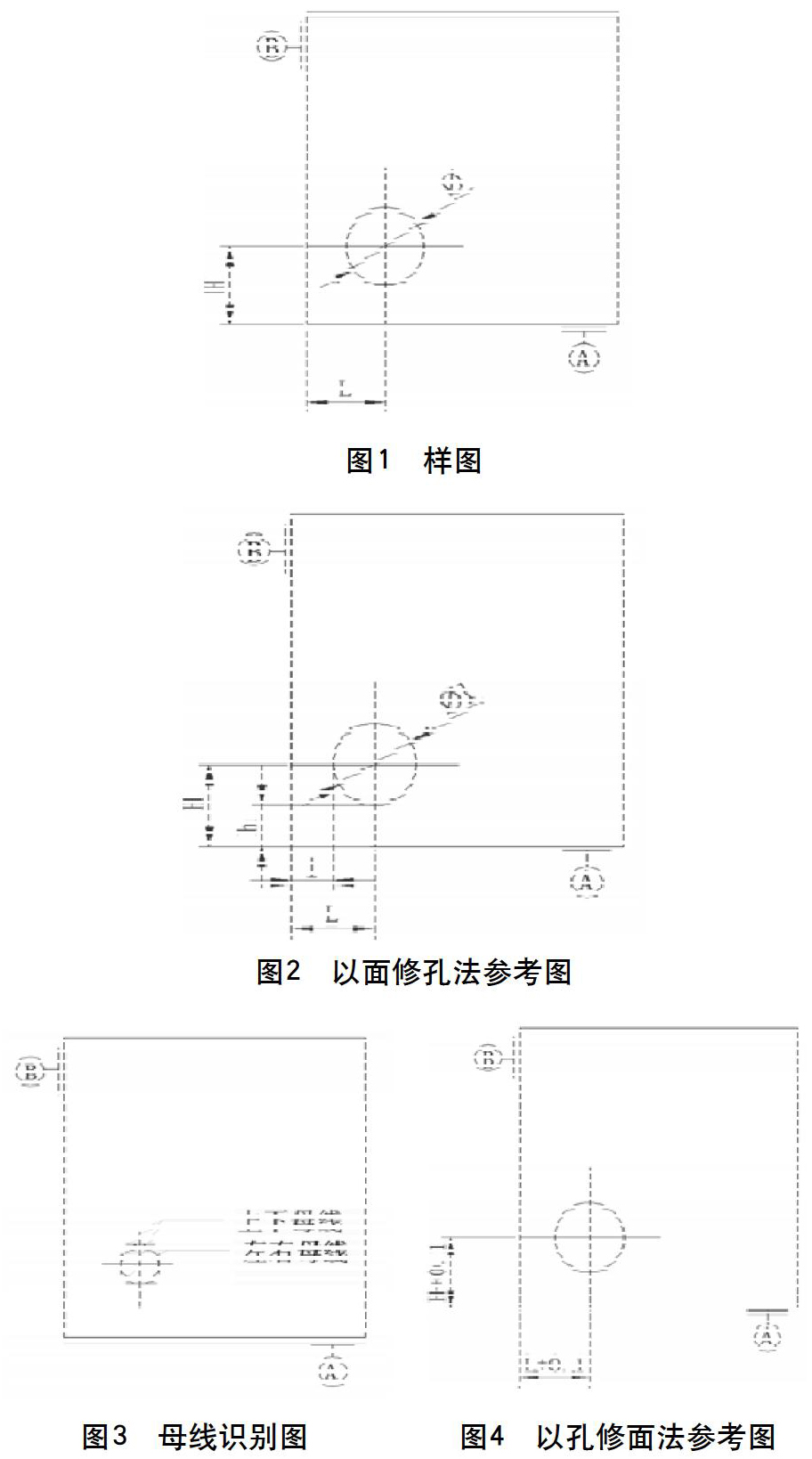
2.1 “以面修孔”法
“以面修孔”法也可以叫做“掏孔法”,是以加工完成的表面为基准,然后完成孔的加工位置划线来加工孔的一种方法。笔者以一个例题来进行分析,具体的操作步骤如下。
(1)首先要确定工件的基准面,根据例题可以分析出A和B为基准面,根据钳工锉削的要求保证基准面的平面度、大面垂直度及两基准面之间的垂直度。
(2)采用高度游标卡尺在工件上划出H和L两条控制孔的定位尺寸线,然后用样冲在定位尺寸线上敲击样冲眼,由于划线精度在0.25 mm左右,所以根据样冲眼进行钻孔势必会造成孔的定位精度偏差。
(3)用直径为Φ的细钻头钻一个底孔,然后用游标卡尺的上测量面测量底孔的直径为Φ1,再用游标卡尺的下测量面测量孔边缘与基准面的最短尺寸分别为h和l,随后根据孔定位尺寸关系得出两个公式如下。
①孔与A基准面的实际尺寸为:h+(Φ1)/2。②孔与B基准面的实际尺寸为:l+(Φ1)/2。
(4)将上述两个公式与H和L两条控制孔的定位尺寸线进行比较可以得出4个比较关系。
①如果h+(Φ1)/2>H则说明孔比实际的尺寸H大了,就应该使孔的中心向A基准面方向偏移,而在实际的“掏孔法”加工中修整的是孔的边缘,具体修整尺寸为:H`=2×[h+(Φ1)/2-H];②如果h+(Φ1)/2 (5)根据上述的修整尺寸用圆锉刀对钻出的孔进行修整的过程中,需要注意的是修整上下方向时切勿碰及左右母线,同理修整左右方向的尺寸时不要碰及上下母线,修整到合适的尺寸后再用较大一点的钻头进行二次钻孔,再用同样的方法进行“掏孔”操作,直至最后用铰刀铰孔,使得孔的定位尺寸符合图纸的要求。 2.2 “以孔修面”法 “以孔修面”法是以加工完成的孔为基准,然后完成两个基准面加工的一种方法。以上一个例题来进行分析,结果如下。 (1)首先我们要暂定工件的基准面,根据例题可以确定出A和B为基准面,我们根据钳工锉削的要求保证基准面边缘没有毛刺,可以不刻意用锉刀修整基准面的平面度、大面垂直度及两基准面之间的垂直度。(2)采用高度游标卡尺在工件上划出H+0.1和L+0.1两条尺寸线,然后用样冲在尺寸线上敲击样冲眼。(3)使用从小到大的钻头进行钻孔,然后用铰刀进行铰孔,保证孔加工的精度要求。(4)用游标卡尺的下测量面测量h和l的具体尺寸,用锉刀修整基准面A和B面,保证h=H-Φ/2; l=L-Φ/2,同时保证A和B基准面的平面度、大面垂直度及两基准面之间的垂直度。 2.3 “两孔位置牵制”法 “两孔位置牵制”法是以两孔各为基准进行加工的一种方法,适用于两个孔有定位关系的题型,结合上述两种方法,孔与孔之间的定位尺寸用“以面修孔”的技巧控制,而两孔与基准之间的定位尺寸用“以孔修面法”这样形成两孔位置相互牵制,相互借用。 3 结语 在孔加工中,定位尺寸保证的方法不外乎以上3种方法,无论使用哪种方法都能够保证孔的加工精度,只有熟练运用不同的方法,才能加工出高精度的孔,满足生产要求。 参考文献 [1] 宁文军.钳工技能训练与考级[M].机械工业出版社,2010. [2] 胡家富.钳工(高级)[M].机械工业出版社,2013.



