邓邹超 柴建强 戴文浩 杜远霜 朱耀东
(嘉兴学院机电工程学院,浙江 嘉兴 314000)
0 前言
工业生产中流水线技术已经成熟,但是机器的工作效率并不能使产品的合格率完全得到保障。我们需要将检测装置添加到流水线系统中,实现产品合格与否的信息反馈。通过检测产品合格与否,不合格的收回改进,来进一步提高生产过程中产品的合格率。而且一个简单的检测装置可以替代大量人工劳动,整体上提高生产效率和利润。
屏蔽罩(框)是手机的重要部件,传统的屏蔽罩在冲压成型和超声清洗过程中会导致个别产品的四边平面度不达标 (需小于0.1mm),屏蔽罩平面度的不达标会影响下一工序的包装和焊接。因此公司需要一大批工人进行平面度人工目测和人工半自动包装,生产效率较低,检测+包装约 650片/人·小时)。
本项目拟研制一个自动检测设备,用机器视觉检测代替人工检测,每台机器可以替换4-5人,生产效率提高5-7倍。
1 总体系统设计方案
1.1 检测平台的搭建
首先根据需要对相机,镜头进行选型,合理搭配,要求图像抓取效果要好。其次合理利用光学原理,给目标合适角度合适光照强度,能给相机抓取最优图像。最后通过驱动设置相机参数进一步对抓取的图像质量进行微调。
1.2 图像处理
将相机抓取的图像传送到计算机利用计算机高效运算速度进行处理。
第一步:图像预处理。颜色空间的转换,颜色分量通道提取,图像锐化,图像平滑,图像增强等,都在预处理范围。这一步主要目的是增强目标区域,降低噪声,削弱背景。
第二步:图像分割。颜色区域提取,阈值提取,边缘提取等。这一步目的在于将我们的目标信息进行降维处理,减少运算量。
第三步:特征统计,模板匹配。
2 待测物承载平台的搭建
整个平台由Basler acA250014gm相机和外部供电电源,亚克力板搭建的平台,伟郎可调节红色环形光源和光源控制器组成。
Basler工业相机性能上远超普通相机,可以达到工业测量的高精度要求;亚克力板表面能够保证较高平滑,这对于共面的检测而言至关重要;可调光源可以根据环境变化给平台进行任意需求量的补光,对于长时间工作的工业测量必不可少。
平台的搭建要方便相机采集我们所关心的目标的最为清晰的图像。利用光的折射性质,我们就让光源、目标物和相机成一定角度,刚好光源的光照射到目标物上,发生反射后的放射光刚好射入相机内。这个时候感光片能采集到最为理想的图像,对于后面的程序中的图像预处理也是相当方便的。光源的强度调节能够在光源相机固定后,改变相机采集到的图像的亮暗程度,从而对目标景物进行适当的突出与削弱。
3 数字图像处理
3.1 数字图像处理软件
数字图象处理软件的总体设计决定整个可视化界面的视觉效果。软件的功能必须能很方便快捷的完成测量与决策的任务。
软件设计主要内容:可视化界面布局设计、图像处理和决策菜单、处理软件框架编写、编写、各个按钮功能实现和菜单功能编辑等。
功能菜单中包含:图像预处理、包含图像锐化、图像灰度化、图像反色、图像二值化、中值滤波、Sobel边缘检测、Prewitt边缘检测、Robert边缘检测、Kirsch边缘检测、Laplace边缘检测;R转G、R转B、G转R、G转B、B转R、B转G、RG交换、RB交换、BG交换,包含的颜色空间有CMY、HSI、HSV、YU、YIQ,这里提供各种颜色空间的双向转换。
3.2 设计计算和校核
3.2.1 手机屏蔽罩边缘与校准面缝隙计算
K=C*N
式中:K:缝隙宽度(mm);N:缝隙宽度对应的像素个数;C:单位像素对应的实际尺寸(mm)
N=Imax-Imin
式中:N:缝隙对应的像素个数;Imax:缝隙最大处对应的纵坐标较大点的坐标值;
Imin:缝隙最大处对应的纵坐标较小点的坐标值。
3.2.2 摄像系统的尺寸比例的计算
摄像系统的尺寸比例包括光源和目标物的距离,镜头和目标物的距离,相机内感光片和镜头间的距离,标准目标物的实际尺寸。
因为我们这里的镜头和相机完全拧合时,焦距为3m左右,而实际中需要的焦距为15cm。为了调整焦距,只能将镜头往外拧出3mm才能达到要求。但是这个时候,镜头出现向下偏折。这个时候利用理论方法计算存在较大误差。我们用合格产品作为测量校准如图,合格品侧面厚度为1.2mm。采集多次数据,得出单位像素实际对应的尺寸值,然后作为标准值测量,如图1。

图1 用合格产品进行尺寸校对
(1)摄像头与目标距离的计算
摄像头和目标物的距离在光源和相机固定后用直尺便可以测出。我们的平台完工后,测的的实际距离是200mm。
(2)摄像图片尺寸与实际尺寸比例的计算
摄像图片尺寸和实际尺寸的比例有两种方法可以求得:
方法一:将一个已经经过校准后的知道具体尺寸的物体放在目标物的位置上,采集图像并计算对应尺寸的像素个数,便可以知道单位像素个数代表着实际尺寸的大小。
计算公式:C=L/N。式中:C:单位像素个数代表的实际尺寸大小(mm);L:物体的实际尺寸(mm);N:在采集的图像中,L 对应的像素个数。
方法二:根据镜头的焦距,相机内感光片到镜头的距离和镜头到目标物的距离,然后根据光学原理进行演算,得出采集的图像中一个像素对应的实际尺寸大小。
3.2.3 数字图像处理算法的设计
数字图像处理算法包括图像预处理、图像滤波、边缘提取和最终决策。
(1)图像预处理算法的设计
①图像锐化,效果如图2
这里用目标像素点的灰度值与相邻像素点进行差值运算,最后结果和0,255进行比较,不同结果进行不同操作。
②图像反色,效果如图3
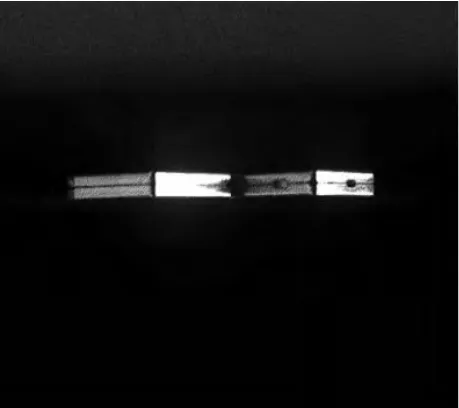
图2 图像锐化

图3 图像反色
3.2.4 图像滤波算法的设计
由于成像系统、传输介质和记录设备等的不完善,数字图像在其形成、传输记录过程中往往会受到多种噪声的污染。另外,在图像处理的一些环节输入的对象不理想时也会在结果图像中引入噪声。
它们常常表现为一些较强视觉效果的孤立象素点或者是象素块。破坏图像的正确性。通过图像滤波能很好地保护图像目标的形状、大小及特定的几何和拓扑结构特征。
本项目中使用的滤波手段有:中值滤波、图像阈值二值化(效果如图 4)。
3.2.5 边缘提取算法的设计
(1)Sobel算子如下
W1=[-1,-2,-1;0,0,0;1,2,1];W2=[-1,0,1;-2,0,2;-1,0,1];
(2)Robert算子如下
W1=[-1,0;0,1];W2=[0,-1;1,0];效果如图5。

图4 图像阈值二值化
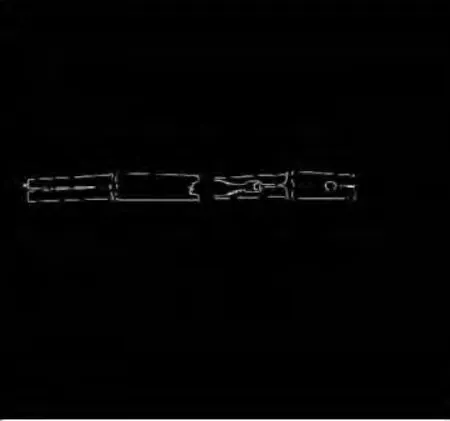
图5 Sobel算子边缘提取
代码实现如下;

3.2.5 最终决策
通过一系列的计算之后,决策将对计算结果进行判断,得出手机屏蔽罩是否合格的结论,并通过亮灯来显示结果。
4 视觉检测系统测试数据
通过选择合格样品进行多次测量(如图6),我们就可以建立一个标准。样品与相机距离保持一致,镜头保持焦距不变,这个时候合格样品在检测中的数值为164px,而样品在合格情况下,这个像素值对应2.4mm。
因此,单位像素对应实际尺寸大小为2.4/164=0.0146341mm。
那幺,不合格样品 1 号(如图 7)的误差为(191-164)*0.0146341=0.395mm,即不合格样品 1号,边角不共面而且偏差为 0.52/2=0.1975mm。
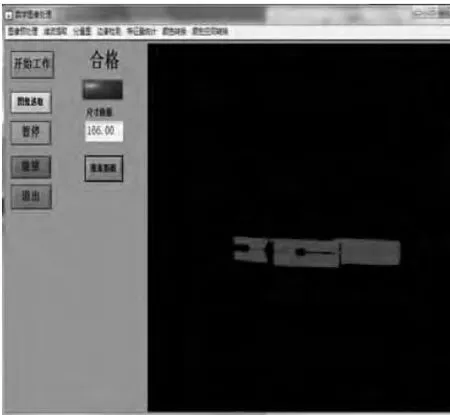
图6 合格样品

图7 不合格样品1号
5 结束语
机器视觉用机器代替人眼来做测量和判断,不仅提高了准确性还提高了效率,这在已经成为全球制造业的加工中心的国内市场,特别是高要求的零部件加工及其相应的先进生产线越来越有存在意义。本设备作为这方面的一个产品,能够真真切切的为相关公司带来显着的经济效益。
[1]徐贵力,毛罕平,胡永光.基于计算机视觉技术参考物法测量叶片面积[J].农业工程学报,2002,01:154-157+3.
[2]孔斌.人类视觉与计算机视觉的比较[J].自然杂志,2002,01:51-55.
[3]黄文清,汪亚明,周志宇.计算机视觉技术在工业领域中的应用[J].浙江工程学院学报,2002,02:28-32.
[4]刘伟,袁修干,杨春信,柳忠起,王睿.生物视觉与计算机视觉的比较[J].航天医学与医学工程,2001,04:303-307.



