罗意+肖怀国
(1四川航天职业技术学院汽车工程系 2中国航天七三零四厂 四川广汉 618300)
摘要:在我国大规模工业生产蓬勃发展的背景下,各种冲压模具的使用越来越普遍,模具刃口经常损坏;采用焊接方法修复,工艺流程短,成本低,但工艺难度大;本文通过工艺实践,合理的工艺路线设计和适宜的焊接参数选择,在提高模具修复后使用寿命方面取得良好成效。
关键词:模具刃口焊补、工艺实践。
一、 应用背景
冲压作为大批量零件成形生产的实用工艺,模具在冲压过程中模具易出现崩刃、局部开裂等问题;损伤的模具重新机械加工的周期约为15~20天时间,而采用焊接修复修配的时间仅12~15小时,且成本不到机械加工的1/20,故焊接修复是首选技术方案。
目前批生产模具普遍采用淬透性较好的Cr12MoV模具钢,热处理后具有高的硬度、耐磨性和抗压强度,常用来制造截面较大、形状复杂、经受较大冲击的冲裁模;其碳当量CE=3.8%~4.4%,是典型的难焊接材料,常出现焊接冷裂纹和再热裂纹,它的补焊历来是模具行业的一个难题。
二、 工艺实践
1、工艺方案选择
经过多方的调研和评估,有以下三种焊接方案可选择,具体的方案原理、缺点评价如下:
方案一:常温下的精密补焊 原理:精密补焊主要是通过设备的充电电容,以短时间放电,等离子化状态的熔融金属以冶金的方式过渡到工件的表层,并与母材之间产生了合金化作用,向工件内部扩散、熔透。
缺点:①后表层硬度达到要求,但整体的焊接强度不好;②容易造成焊接区域周边应力集中;
方案二:预热的手工电弧焊 原理:以预热不可以达到回火温度的前提下,尽可能的减少焊接局部与周围温差,从而避免焊接裂纹与母材自身开裂的机会。
缺点:①加热不均匀,焊接强度稳定性不好;②容易造成加热区域周边应力集中;
方案三:预热的氩弧焊 原理:以预热不可达到回火温度的前提下,尽可能的减少焊接局部与周围的温差,从而避免焊接裂痕与母材自身开裂的机会。
缺点:①工艺复杂,参数不易掌握;②作业周期周期相对较长。
经初步验证,方案一和方案二均属于操作方便,设备较为简单,焊接工艺和方法由设备调节控制,但焊接后无热处理方式或控制不够精细,导致焊接后虽表层硬度达到要求,堆焊区和母材区结合不好,热影响区应力集中,易出现焊接裂纹,焊后寿命较低。据统计,方案一焊后模具使用寿命5000~8000冲次,方案二焊后模具使用寿命可达到10000冲次;方案三对技术参数控制和工艺方法的要求较高,但其焊接过程和热处理方法理论上具有可行性,焊后刃口硬度和使用寿命达最有可能达到预期效果,该方案的工艺过程、使用设备参数和焊接操作方法是该项目的关键技术。故重点在方案三进行工艺实践。
2、工艺设计实践
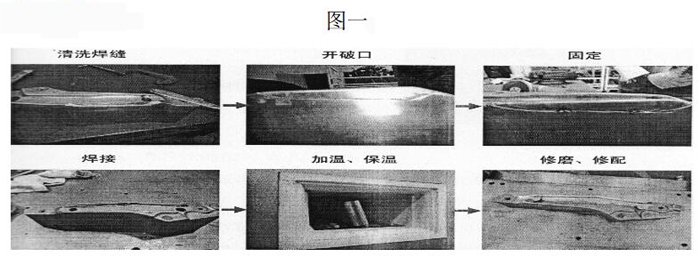
2.1工艺路线设计
焊前准备(零件准备—开坡口—除油、除锈)—焊接(预热—焊接—升温、保温—随炉缓冷)—焊后装配(修磨—配间隙—装配—试制、检测);如图一。
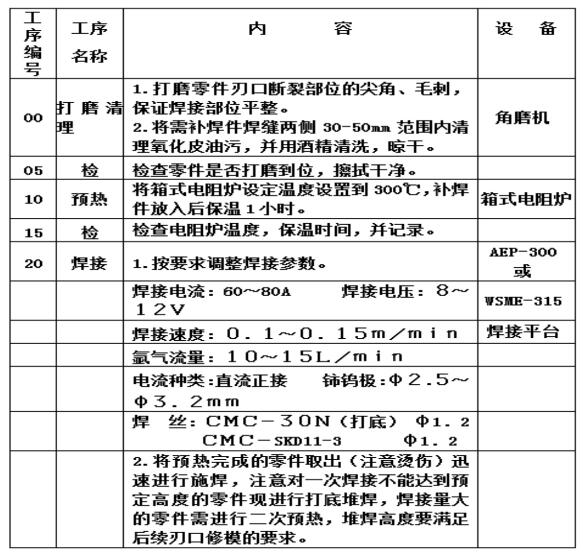
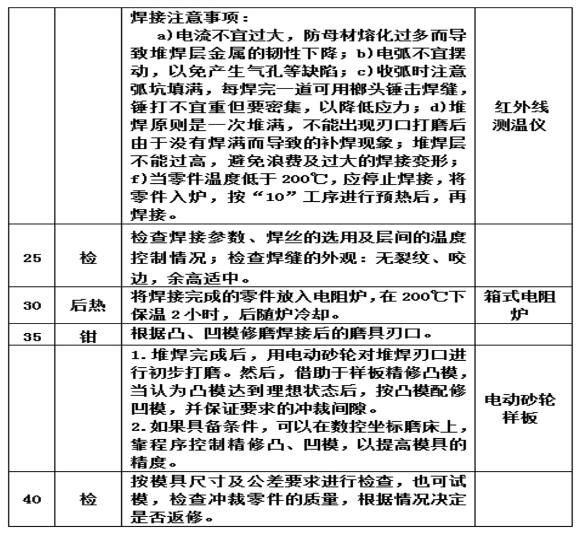
2.2工艺实践验证
经过实践验证,最终定型工艺如下:
三、 效果验证
通过采用手工钨极氩弧焊对模具刃口修复工艺实践,以及模具补焊修复后在生产实践中的使用状态统计,补焊区域强度超过预期30000冲次,硬度可达HRC58-62,与采用机械加工修复寿命相近,成本不到机械加工的1/20,缩短制作周期20天,大大降低了制造成本和维修费用,说明采用手工钨极氩弧焊对模具刃口进行修复焊补工艺的可操作性强,措施有效。
参考文献:
[1]傅积和 孙玉林. 焊接数据资料手册[M]. 北京.机械工业出版社.1997.
[2]《航空制造工程师手册》总编委会. 航空制造工程师手册[M]. 北京.航空工业出版社.1996.
[3]陈裕川. 焊接工艺设计与实例分析[M]. 北京.机械工业出版社.2009.
[4]李亚江.张永喜.王娟. 焊接修复技术[M].北京.化学工业出版社.2008.
作者简介:罗意(1976.7—),男,汉族,四川成都,讲师,本科,主要从事焊接理论及实训教学工作;



