禹俊 张健伟 陈祥毅
(四川红华实业有限公司,四川 乐山 614200)
xx 工厂为流水作业生产模式,已不间断运行超过10 年。目前包含五套独立的DCS 子系统,分别控制五套不通的工序。子系统由经典DCS 系统结构:上位机+过程站+现场设备[1]。部分点位经PLC 控制器、就地控制柜、阀门控制柜等控制多种类型的设备、仪表、阀门。涉及到通讯接口匹配、线缆敷设、阀门改造、控制站设计等内容。
仅系统一进行保护性自动联锁算法设置,当故障、管道参数波动到一定限值时,自动开关相应阀门、启停相应设备,将管道内物料进行转移,确保工艺管道、设备、仪表的安全,避免在异常状态下发生生产事故。
从设计的角度看,目前仅有的自动联锁算法仅仅是为了安全保护,缺少减少人工操作方面的自动设置考虑;缺少对于采集参数的分析,仅仅用作故障时进行分析判断,利用率较低,如自动参数偏离发现(限值报警已经达到了质变,)、自动设备运行模式切换、自动趋势分析。
1 现状及不足
1.1 分散的监控室不利于综合考虑工厂运行状态,无法迅速做出全盘最优决策。
1.2 3 处值班室就需设置3 个岗位,不利于人力资源的合理利用。
1.3 目前5 套系统中,除系统一设置有较高的自动联锁、保护、报警功能外,其他系统主要作为监视、远程启停使用,无法将运行人员从日常运行中真正解放出来,实现预警式自动控制。
1.4 部分工作点,如压空、局排、冷却塔、锅炉房、水泵房等,均采用就地手动启停、人工巡检等方式进行维护,操作点较分散,且无远程监控功能。
1.5 5 套系统运行参数需要根据工况变化实时手动调整,浪费大量人力资源。
2 改造内容
2.1 集中监控
将5 套独立子系统统一传输至1 个中央控制室,具备对传输数据存储、分析、处理的功能,并在大屏中统一显示,在控制室可对各厂房数据进行远程监控。
2.2 控制算法优化
以预先性调节的理念对控制算法进行优化,提高系统发现问题的能力,提前根据趋势变化进行参数调整。相较于目前的事故保护调整,能更加有效提高系统运行安全可靠性。梳理异构通讯连接方式及算法,对系统进行合并并消除干扰。
2.3 远控改造
对现场就地操作的手阀、设备、仪表进行就地集控,并传输至中央控制室,实现远控功能,并增设自动控制程序。
2.4 数据处理
实现对所有参数的存储、分析、处理功能,提前发现异常。
3 难点分析
3.1 如何实现统一监控
目前共有5 套独立DCS 系统,分别位于不同的监控室,如何实现集控合一,主要存在以下难题:
受限于ECS-100 系统本身性能,无法将5 套系统直接进行合并,若合并,存在着控制点位超限;同时,将过程站主控卡地址重新设置可能会引起工艺运行参数波动,影响连续稳定运行,如何实现集中监控存在难题。五套子系统独立运行,若直接进行系统合并,需进行过程站及操作站IP 地址从新定义。
3.2 工艺参数调整
系统一需时刻观察运行参数变化,出现压力波动、温度超限时,需手动进行参数调整,设备启停。目前主工艺系统自动控制主要考虑事故保护自动联锁及自动超限声光报警,未进行自动参数调整设计,无法完全脱离人工操作。联锁功能优化:目前加热及空调系统联锁控制采用传统PID 单回路控制,存在较大迟滞。存在着温度超限、能源浪费的可能,不仅造成能源浪费同时存在着一定安全风险。如何在现有100 系统的基础上实现精准控制并增设安全保护联锁功能。目前的参数调整流程如图1 所示。
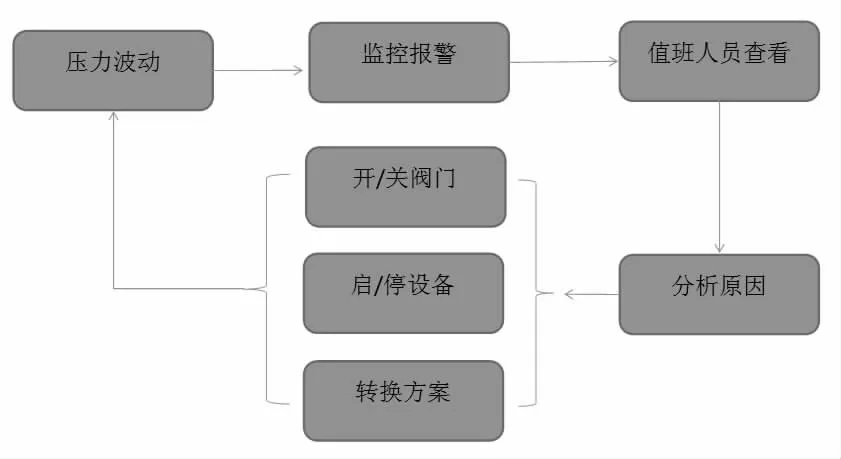
图1 参数调整流程
目前采用手动模式进行系统参数调节,不仅无法将人从日常操作中解放出来,同时,存在着调节不精准、不及时等问题。
3.3 空调工况切换
工厂所在环境外部温度度变化较大且无规律性,在确保厂房温度度的前提下,日常管理中需进行接本降耗考虑,进行实时的工况转换,该部分操作较复杂,需根据员工经验结合外部温湿度测量参数进行调整。
3.4 水处理系统设备切换
水处理系统采用PLC 加现场设备的模式进行控制,设立独立的控制室,同时需观察现场的液位、氧含里、风机状况等,但该部分目前采用较多就地模式,且不具备信号远程功能。
3.5 压空自动化
压空站需控制空压机阀门并传输仪表信号。目前采用就地显示、手动启停的方式运行。实现集中控制需解决以下难题:
3.5.1 手阀改电阀。目前压空站空间较小,采用手动阀门进行控制,实现无人远控需解决阀门自动控制问题。但阀门安装较密集,存在施工难题。
3.5.2 空压机远控端口改造。目前空压机采用就地手动启停模式,该设备为早期购买运行十年设备,未设计远控端口。同时,由于生产连续稳定的要求,不具备设备更新改造条件,因此,需解决旧设备远控改造问题。
3.5.3 集控通讯。压空站目前无远控通讯网络,需设计一个集控网络,实现就地设备的集中监控。同时需解决控制信号传输至中央控制室的难题。
3.6 局排远控
局排厂房包括2 台局排风机、2 个风阀以及2 台全排风机及仪表的监控。目前局排系统采用就地手动的方式进行控制,盘柜不具备远控接口,无法直接实现远控。全排采用PLC 控制软件独立于DCS 系统进行控制,且与02、04 排风机组成485 网络,需解决系统合并及远控改造功能。
3.7 锅炉、水泵
水泵房采用就地PLC 控制阀门进行恒压供水,需解决PLC 与DCS 系统合并问题。DCS 系统与PLC 系统为两套独立的异构系统,无法直接进行信息交互,需听过通讯的方式解决信号交互问题。
3.8 自动化设计
目前的dcs 延续十年前的设计理念,安全、可靠、稳定。但当下的企业发展提出了新的发展要求、去人工化、高效、数字化。需解决自动趋势比对分析功能、大量数据自动扫描、预判、分析兵给出结论功能;温度、空调系统控制功能优化,解决迟滞问题。
4 对策研究
4.1 控制功能合并
将5 套子系统进行合并。Ecs-100 系统由于性能和设计上的限制,无法直接容纳五套子系统到1 套系统中,因此采用新建管理层的方式进行功能合并,以二次计算的方式组建上层网络,将子系统中的重要点位合并至统一的监控网络中,实现统一监控。如图2 所示,设置全流程动态模拟屏,系统地全流程显示整个生产过程。增加巡检监控模式、报警弹出模式、画面自动切换等功能。该管理层仅作为集中监视使用,系统真正的报警、联锁、远控功能依然靠分散的五个站,避免通讯丢包造成系统不稳定或是扫描周期丢包,未能及时发现故障隐患、联锁触发信号。

图2 系统结构
通过此模拟盘,流动显示各岗位关键参数或控制值,巡检人员只需关注控制参数是否正常,即可判断系统是否失控,将系统失控作为判断控制是否有效的根本。具体相关点位的控制交给系统、程序执行。若出现多点同时异常,也可在全流程上掌握全厂房状态变化趋势,进行全局分析。运行参数判断流程如图3 所示。
由图3 可以看出,合并后的控制系统拥有更加智能、多选择的运行参数调整算法,可根据实际参数变化自动进行工控选择、设备启停以达到参数稳定调节的目的。在整个调整环节中剔除了人的作用,值班人员只需要关注控制系统是否处于正常工作状态即可。
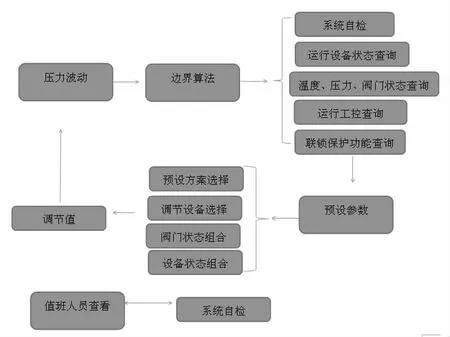
图3 运行参数判断流程
将分散在各个厂房的设备运行状态、阀门状态、管道压力、温度等参数实时远传至集中控制室。主要通过过程站及现场仪表、行程开关、通讯等方式实现。其中仪表及行程开关采用硬接线连接至模拟量输入板卡即可传递仪表信息。现场智能设备可通过通讯卡的方式进行运行参数读取,常见的包括modebus 、485 、232 等通讯方式[3]。通过硬接线可以方便单通道检测及维护,运行稳定性较高。重要的检测仪表、运行参数采用直接硬接线。通讯是以智能设备为集控基础,进行信息共享与控制,节约线缆,但采用通讯的方式存在着丢包、通讯中断等风险,担心大面积参数丢失,因此采集相对不重要的点位。通讯受大功率设备、环境影响较大。设置自动检测系统,将厂房内的各个关键控制点的运行参数采集进DCS系统,主要包括:运行相关的压力、温度、流量、阀门状态、开度、状态以及供电参数、冷却水系统参数等。
采用modbus 通讯的方式与DCS 系统进行合并,可以将独立的小系统低成本地进行系统整合,实现中央控制室对整个厂房的集控功能。但受限于通讯网络质量,该模式控制指令可能会因通讯网络延时、干扰等造成控制失效。因此采用一下方式进行优化:(1)通过通讯过来的控制设备,均为冗余或者具备长时间停机条件设备;(2)通讯设备涉及到的安全保护连锁、自动控制连锁均设置在就地异构过程站中,确保相应的及时性,消除了通讯质量对于控制功能的影响;(3)通讯指令采用循环发送、反馈校验的方式,能够确保每条指令执行到位。同时,消除反馈信号收通讯线路中大功率干扰信号的影响。
4.2 工艺参数调整
采用先控系统,对工艺参数调整进行学习、记录、诊断、给出运行建议,以此作为整个工艺系统质量控制,自动进行参数微调,并增设调整限值,对于异常波动、超过幅值的参数进行报警弹出、标记等。增设外挂软件、提供包括趋势分析、预先性参数调整判断、历史经验累积库等功能。优化PID 调节参数,对于控制不准点进行多段联锁限制设置,确保硬接线保护。主工艺参数优化:
4.2.1 外挂软件
增设外挂软件,提供包括趋势分析、预先性参数调整判断、历史经验累积库等功能,对于值班人员参数调整做出指导、参考,同时可作为岗位培训、学习的一个平台。
4.2.2 优化PID,转化人工经验为程序段
进一步梳理工艺日常操作,如温度超限调整、泵阀主备切换等,将人工经验转换为程序段,实现自投自复。人员的主要精力用在巡检控制系统是否稳定,而不是时刻观察运行参数是否变化。优化PID 控制程序,针对目前的难点控制,如调节阀开度、温度超限等进行双路PID 控制,确保调节曲线平稳、有效。增设关键点报警,趋势变化比较,出现异常立即进行备用方案自动切换。
4.2.3 增设硬接线保护
增设关键点硬接线切换、切断功能,提升自动运行可靠性。比如温度、压力类,设置硬接线强行超限切换、断电等功能,独立于现有控制系统外增设一套安全保底措施,确保安全措施可靠,提升控制系统信心。
4.3 空调工况切换
设计4 套四季工况,进行常规切换,再设计1 套自动调节运行模式,加装外部环境温湿度探测点、参数分析;调整厂房平均温湿度测点并优化计算方式,使其更加符合实际温湿度变化[4]。利用PID 算法进行比对分析,实时调整内外部设备运行状态。根据能耗控制要求,将人工经验翻译为运行陈谷,例如:夏季新风、春季新风等,停用热水器、制冷机组等,再确保厂房温湿度的同时,降低能耗,同时增设厂房各处门窗状态探测器,确保减少漏风情况。通讯的方式远传至中央控制室。优化空调平均温度计算方式,采集点,将位于房顶的采集点作为参考点,在设备相关位置设置平均温度计算点,同时分区域进行温度计算与传递,将大循环内设置小区域进行控制,有针对性地进行探测与控制。避免了PID大循环的滞后,提升厂房内温湿度控制能力与精准性,减少需要调整的环节。同时,根据日常经验、逻辑判断、理论分析,预设参数调整程序段[5]。当出现偏差时,直接执行补救措施,回归控制线。优化内外部温差探测、判断、切换程序,设计更加符合节能减排实际的控制程序段优化季节变化工况运行方案,以充分利用外部温湿度基础上进行气体温湿度再加工,利用已有资源进行控制,而不是将外部气体当成一中原材料进行直接的加工。
4.4 过程站设置
针对目前的大量就地阀门、设备、仪表、控制箱等,统一设置就地过程站,将其集控起来,同时通过通讯合并至DCS系统中,首先实现其远程集控。然后根据整个厂房运行要求,将日常泵阀切换、液位查看、主备切换、故障报警等进行程序化设置。新增包括事故保护、应急处置、远传、程序巡检等功能。
4.5 水处理系统设备切换
通过增设就地小型过程站的方式,将就地的泵阀、温度、压力、流量等参数集中远传至系统四值班室,同时,进行自动控制程序优化,将人工经验的判断、设备切换等操作固化为自动程序。比对风机的启停、故障切换、报警。同时对部分水阀、液位进行自动功能升级,使其具备远程集控功能。通过通讯线缆,将系统四值班室集控功能整体转移至中央控制室,实现中央控制室对水处理厂房的远控。
4.6 压空及局排控制
压空站目前采用就地启停设备的模式运行。现场设置一个过程站,集中控制整个压空站的运行设备、仪表参数、阀门状态等。同时,对部分手阀进行升级改造,更新为自动控制阀门。对运行设备控制接口进行改造,新增远控接口,部分进行技术升级,部分进行线路改造。对压空站新增事故护功能,新增缓冲端口。
局排设置就地过程站,将就地控制的局排风机、阀门、仪表等进行集中监控。同时,设置485 通讯网络,将整个分散厂房的排风机组网到该过程站,实现就地集控。采用MODBUS通讯协议,实现就地过程站与DCS 系统过程站的通讯,将整个就地过程站的信息打包送入DCS 系统。在中央控制室,通过二次算法的方式将就地过程站的信息解析出来,并进行监控组态。
5 结论
5.1 DCS 系统实现子系统集控升级改造方法可行,通过改造可实现中央控制室监控全厂房。
5.2 实现集控改造后,使用自动程序段代替人工操作,可大幅减少运行人员。



