杨省缺
(河北省科技工程学校,河北保定 071000)
论模具球面加工
杨省缺
(河北省科技工程学校,河北保定 071000)
本文针对模具类工件的球面加工提出了选用数控机床、采用标准刀具、利用宏程序可变量赋值、可循环、可跳转等功能。选用标准平底及球头刀具完成各种球面加工,大大降低了生产成本,提高了球面加工精度及效率。
球面加工 宏程序 螺旋运动加工
球面包括外凸、内凹球面,常见于各种模具,无论是热锻模、冲压模、拉伸模、注塑模均等均属于常用加工内容。其绝大多数属于单件、小批量生产类型,难以采用专用刀具及专用机床等方案,通常的加工方法为三维螺旋加工法,在加工中心或数控铣床上,依据球体数学模型,确定各要素之间的逻辑关系式,然后给相对应的变量赋值,利用宏程序可变量赋值、可循环、可跳转等功能,选用球头铣刀结合平底铣刀完成球面加工。无论是加工效率还是加工精度,都堪称当前制造业最佳方案。本文拟就对不同层面的球面加工中确定数学模型及逻辑关系、加工工艺及刀具选择以及各项加工参数确定、宏程序的编制等问题进行探讨。
1 数学模型及技术分析
1.1 半球体
1.1.1 凸半球体
如图1所示,此工件为凸半球体,加工这一球面体时,可依据勾股定理建立数学模型,确定各要素之间逻辑关系根据加工要求设置变量并给变量赋值。
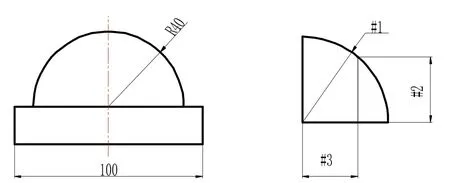
图1
如图1所示各项参数的设定及说明如下:
其中:
#1=40为球体半径。
#2=0为Z向以球心为起点的初始值。自下而上加工球体时为每一次循环Z向加工向上递增的变量值,据加工面精度要求给#2赋值,一般为0.05~0.1mm。
#3=SQRT[#1×#1-#2×#2]为X方向变量值,初始值为#1,依据上述数学逻辑关系,加工过程中逐步递减,当#2逐步递增到40时#3=0。
1.1.2 凹半球体
如图2所示,此工件为内凹半球体,其数学模型、相对逻辑关系、变量与赋值,基本参照图1外凸球体,所不同的是所选刀具为球头铣刀,循环变量为角度,加工方案自上而下。
如图3所示各项参数的设定及说明如下:
#1=40 为球体半径
#2=6 为球刀半径
#4=0 为角度变量初始值。自上而下加工球体时为每一次循环#4 加上递增的变量值,根据加工面精度要求给#4赋值,一般为0.5°左右。
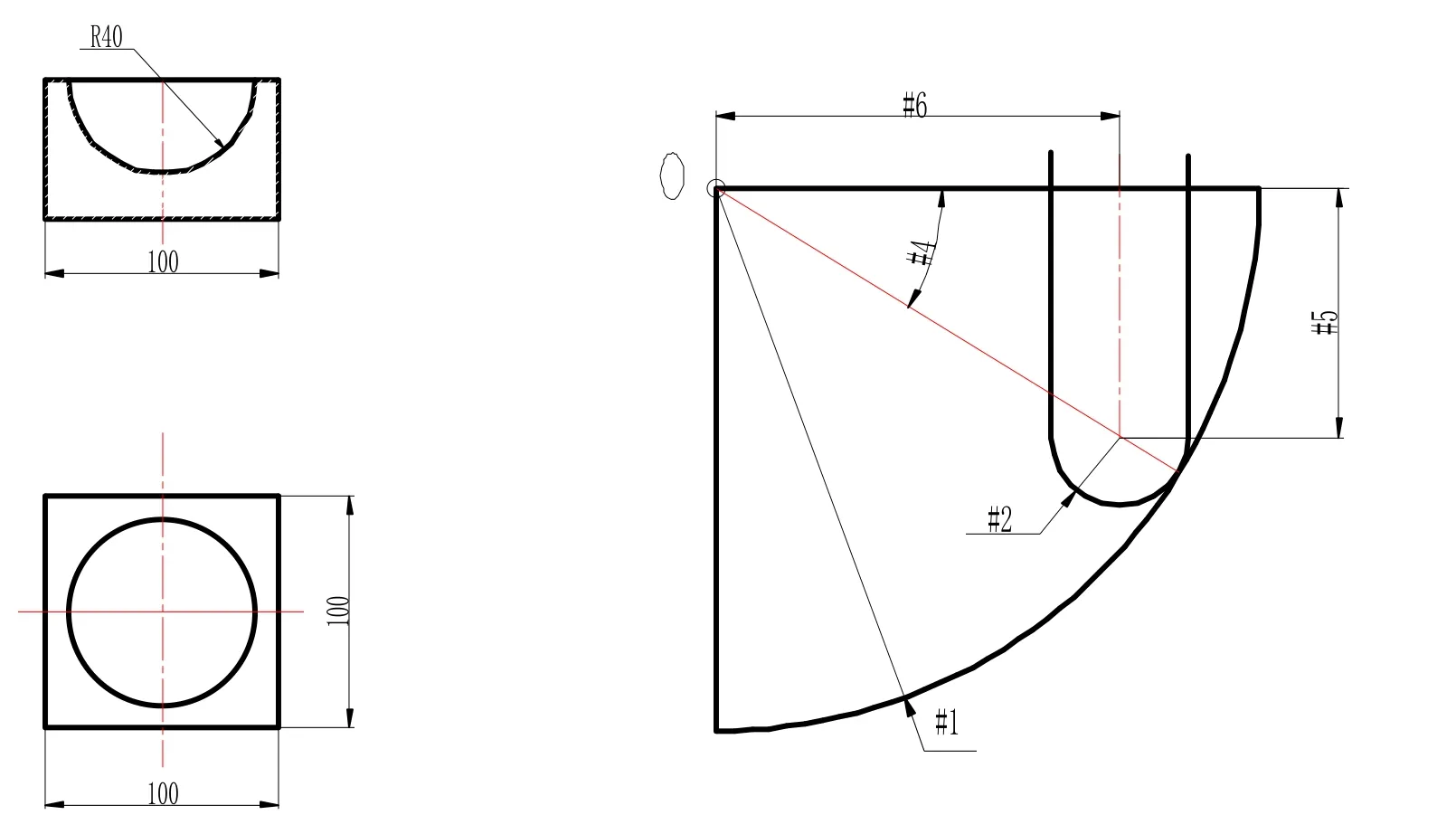
图2
#5=[#1-#2]×SIN[#4]为加工过程中球刀刀心轨迹的Z方向变量值,初始值#4=0时,#5=[#1-#2]×SIN[#4]=0
#6=[#1-#2]×COS[#4]为加工过程中球刀刀心轨迹的X方向变量值。初始值#4=0时,#6=[#1-#2]×COS[#4]=#1-#2=34
1.2 球缺
2.1.1 凸球缺
如图3所示:
#1=40 球体半径
#2=15 球体Z方向相对于球心起点,初始值为15
#3=SQRT[#1×#1-#2×#2] 为X向变量值,并依函数关系当#2逐层递加时,#3逐层递减,当#2等于40时,#3等于零。
2.1.2 凹球缺
如图4所示:
#1=40 球体半径
#2=6 球头刀具半径
#3=30; 铣削球面的深度赋值
#4=ASIN [[#1-#3]/#1]: 角度变量赋初始值
#5=[#1-#2]×SIN[#4]; 定义球刀刀心轨迹的Z向变量值
#6=[#1-#2]×COS[#4];定义球刀刀心轨迹的X向变量值
#5、#6分别为球刀刀心Z向、X向变量值,依函数关系当#4逐层递加时,#6逐层递减,当#4等于90时,#6等于零。
2 加工程序及工艺过程说明
2.1 凸半球体加工程序
O0001(程序名) 已粗加工完毕,自下向上只精加工球体。
N10 G90 M03 S1000;绝对坐标编程,主轴正转每分钟1000转
N20 G00 G54 X0 YO Z100; 建立坐标系,以球心为原点,设Z轴安全高度100
N30 #1=40; 球面半径赋值
N40 #2=0; Z向高度起始点赋值
N50 X80; 选用Φ 20立铣刀,X正向快速定位
N60 Z5; Z向快速下刀
N70 G01 Z#2 F50; Z轴下刀至球心,Z向零点位置
N80 G01 X#1 F200;X向切入,初始值为球面半径值,建刀补
N90 #3=SQRT[#1×#1-#2×#2]; 定义X向变量值
N100 G02 X#3 Z#2 I-#3; 自下而上螺旋加工
N110 #2=#2+0.1; Z向累加递增赋值,根据精度要求调整
N120 IF[#2LE40]GOTO 90 ; 判断语句当#2小于等于40时,无条件转移到N90语句循环加工
N130 G01 XO YO; 结束循环
N140 GOO Z100; 抬刀至安全高度
N150 M30; 程序结束,返回程序头
注意:对刀时注意Z轴零点在圆弧的球心,而不是上表面。N50句的X80与圆弧半径和刀具半径有关。
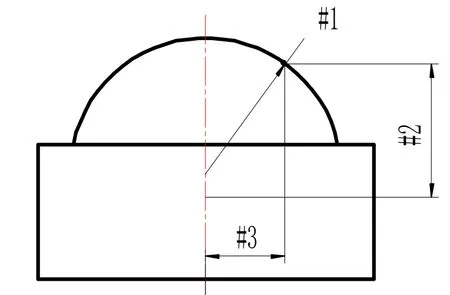
图3
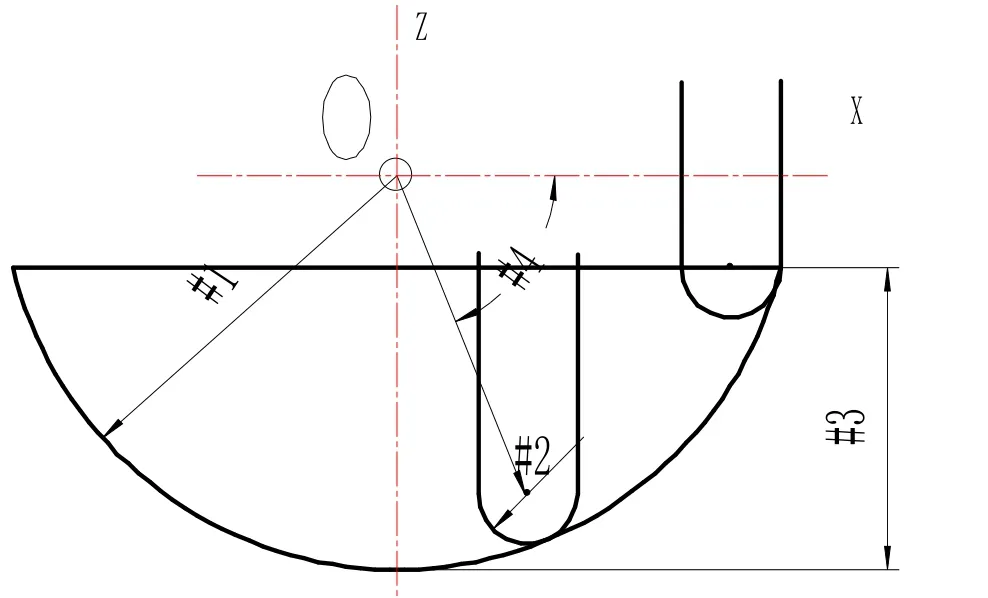
图4
2.2 内凹半球体加工程序
O1900(程序名)
N10 G90 M03 S1000; 绝对坐标编程,主轴正转每分钟1000转
N20 G00 G54 XO YO Z100;建立坐标系,以球心为原点,设Z轴安全高度100
N40 #1=40; 球面半径赋值
N50 #2=6; 刀具半径赋值
N60 #4=0; 角度变量初始值
N70 G01 X[#1-#2] YO F200 M08; 移动刀具到下刀点
N80 G01 Z#4 F50; 以切削进给速度Z轴下刀
N90 #5=[#1-#2]×SIN[#4]; 定义球刀刀心的Z向变量值
N100 #6=[#1-#2]×COS[#4]; 定义球刀刀心的X向变量值
N110 G02 X[#6]YO I[-#6]Z[-#5]; 自上而下螺旋加工
N120 #4=#4+0.5; 变量累加赋值,可根据精度要求调整
N130 IF[#4 LF 90] GOTO 90; 判断语句当#4小于90时,转移到N90语句循环加工
N140 G01 XO YO; 螺旋加工完毕,为Z向抬刀做准备,因FANUC系统圆弧插补语句不能快速抬刀
N150 GOO Z100; 快速抬刀
N160 M3O; 程序结束,返回程序头
2.3 凸球缺加工程序
可参照凸半球体加工程序将Z向变量#2的赋值加以修改,如图3所示:#2=40-25=15,调整N80句中X#1为X[SQRT[#1×#1-#2×#2]]。
3 结语
本文所提供的程序为螺旋加工,过程连续流畅,无停顿现象,加工精度高。
以上程序均在FANUC 0i系统上运行过,只需做适当调整,即可用于各类球面加工。今总结与此,此期与同行交流。
杨省缺,女,出生于1965年9月18日。籍贯:河北省石家庄市无极县,1988年毕业于河北轻化工学院机械系,现于河北保定市河北省科技工程学校机械系任教。



