徐天然 巩继涛
(山东中烟工业有限责任公司滕州卷烟厂,山东滕州 277599)
提高水环式真空泵抽真空能力
徐天然 巩继涛
(山东中烟工业有限责任公司滕州卷烟厂,山东滕州 277599)
本文在详细分析了水环式真空泵的工作原理以及滕州卷烟厂真空泵的运行现状;从真空泵吸入介质的温湿度、工作液流量、真空系统的泄漏、工作水的水质以及泵体内部保养情况等多个方面,详细介绍了如何提高水环式真空泵运行机械效率的措施方法和针对滕州卷烟厂生产现状的改进提出一些建议,从而保证真空泵经济、高效、稳定的运行。
水环式真空泵 改进 提高
1 工作原理及设备简介
水环式真空泵叶轮与泵体呈偏心配置,两侧由端盖封住。工作时泵内注入适量的水,当叶轮旋转时,水沿泵体内壁形成旋转的水环,水环内表面与叶轮表面及侧端盖构成密封工作腔,叶轮叶片将密封区域分成数个空腔。随着叶轮的旋转,此空腔在泵的吸气区体积逐渐增大,其内部压力下降,从而将气体吸入泵内;相反,气腔在排气区体积逐渐减小,其内部压力上升,从而将气体排出泵外,从而完成吸气、压缩、排气三个工作阶段;原理如图1所示。
我厂使用的真空设备是上海凯泉2BEX253-OBD4B水环式真空泵;能力为2400立方/小时;理论最高压力为-0.1MPa。电机额定功率75KW,转速740r/min。其配套设备有2台真空过滤器、2台循环水泵、一台冷却塔、一台缓冲管及压力温度流量检测仪器。
2 能源需求现状及设备运行情况
(1)卷包车间在小盒包装过程中需要利用真空泵产生的真空来吸附商标纸进行包装,我厂真空泵能力约为-0.055Mpa(具体数据如表1所示),随着我厂生产能力的增强硬盒包装机的安装,卷包车间生产过程中发现硬盒商标纸吸附困难,真空泵产生的真空不能够满足硬盒包装机的压力需求。(2)通过日常运行观察发现,每当卷包车间两生产班次交接过程中或卷包车间生产人员集体外出就餐时,真空泵压力会相对于其他时间降低大约0.01Mpa。(3)现场查看循环水流量为14.194立方/小时。
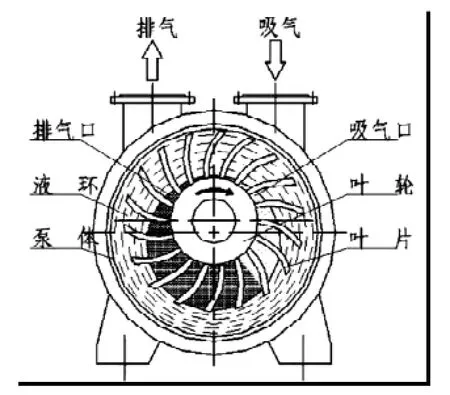
图1
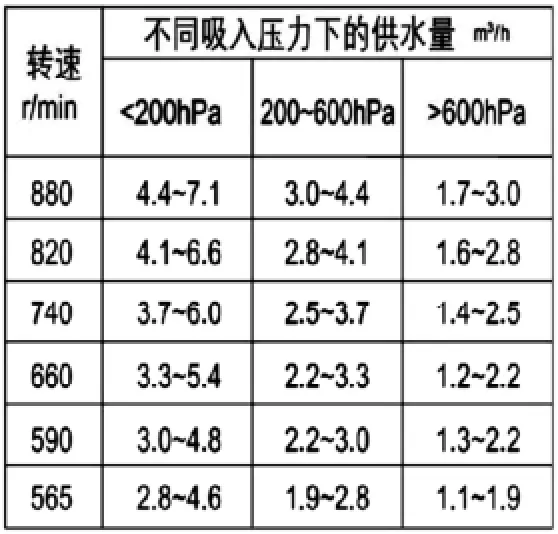
图2

表1 真空泵运行数据表
3 原因分析
真空吸附是指负压通过吸盘、吸管等元件与待吸附物体连接,吸盘与物体形成密闭空间,内部气压由常压变为负压,利用外界大气压和负压之间的压差作用,达到吸附住物体的目的。由于硬盒商标纸重量较普通包装纸重3倍,因此想要稳定吸附硬盒商标纸需增大系统真空度。而影响系统真空度的因素主要有吸气介质属性,管线长度及密封性,循环水温度及流量以及真空泵内水垢等。
由于卷包车间环境温湿度由工业自动空调控制,因此吸气介质属性为不可变因素,无法消除该因素对真空度的影响。
卷包车间各包装机组与综合站房真空泵之间通过密封管路连接,如真空管路密封性不良会造成真空泵入口压力值升高,真空度降低。
真空泵产气压力与循环水流量关系如图2所示,而我们的循环水流量却达到了14立方/小时,生产中所使用的循环水流量远大于设备需求量。
循环水中通常含有钙镁等碳酸盐及各类悬浮物等,真空泵长期运行后,该类物质就会逐步附着在叶轮/泵体等部件上,叶轮间间隙减小,吸气量减小,真空度下降。
4 应对措施
我厂动力能源保障要求中规定真空压力≤-0.04Mpa,但是现行标准不能满足硬盒包装机的需求因此进一步降低真空压力,根据卷包车间硬盒卷烟机操作工实验当真空负压≤-0.055Mpa时设备可稳定运行,因此需将真空泵抽真空能力提高到≤-0.06Mpa。
措施1:检查真空泵通往卷包车间各包装机组之间管路,检查管路密封性。措施2:控制循环水流量。通过查询我厂真空泵运行监控数据发现真空泵循环水流量约为14立方/小时,该型号真空泵技术说明中指出该型号真空泵在真空压力200-600hpa时循环水使用量2.5-3.7立方/小时,因此需要降低循环水流量。考虑到商标纸吸附时有一定的泄漏量,因此决定按循环水流量为5.5立方/小时设计。措施3:控制循环水温度,循环水温度过高的话,循环水在密封过程中会发生汽化现象造成真空度降低,因此对冷却塔进行了清洗并更换了冷却塔填料。措施4:清理真空泵内腔水垢,利用第奥克斯98高效除垢剂将内腔中的水垢清除干净,清理时转动电机转子,确保全面清除。措施5:由于每当卷包车间两生产班次交接过程中或卷包车间生产人员集体外出就餐时,真空泵压力会相对于其他时间降低大约-0.01Mpa,猜想卷包车间设备停产时未关闭真空进气阀门,实地验证发现未关闭。经与卷包车间协商,当设备停开时关闭设备真空进气阀门。维保结束后经运行验证真空泵能力较维保前有大幅提升,正常生产状态下真空值最高可达到-0.068Mpa,维保成功。



