姚瑶
摘 要:随着我国经济发展,汽车的数量与日俱增。我国以汽车“制造业”闻名于世。在现代科学技术飞速发展的背景下,大力推动小汽车壳体机械加工生产研发技术的迈进,以现代计算机数控加工为主,加之NC机床和MC为基础的柔性制造单元和柔性制造系统,从而建立具有自动化、集成化特点的体系,从而为小汽车壳体机械加工技术夯实基础。
关键词:机车壳体;汽车工业;金属切削;现状;趋势
中图分类号:TH16 文献标识码:A 文章编号:1671-2064(2017)10-0067-02
近年来,社会主义市场经济扩大化推动我国汽车制造业的发展。现阶段,人们以汽车为主要代步方式,吸取国外的生产加工技术,不断汲取研发经验,从而提升自身行业的水平。
1 国内汽车机械加工技术发展与现状
近几十年来,社会经济随着国民素质的水平的提切而不断提高,汽车机械制造业及相关的关联性产业也得到飞速的进步。20世纪下半叶,以第一汽车制造厂为基础而发展的第二汽车制造产业朝着多种专用设备和多条自动线条的方向迈进。21世纪初期,小汽车研发成为汽车机械加工产业的重中之重,但国内机床的生产研发并没有满足日常生产的需求,造成汽车所需的多数装备和制造技术只能依赖国外的引进,从而耗费巨大财力。简而言之,虽然我国汽车机械加工技术得到升级和完善,但同国外先进的生产水平相比仍存在着巨大的差距,主要表现在以下几方面:
1.1 硬件设备落后
就当前形势而言,我国的小汽车壳体机械加工生产研发实力还无法实现当前汽车安全所需,缺乏基础的安全保障和性能保障,硬件设备的落后和传统早已无法满足汽车制造过程中对其可靠性、精准度以及使用寿命的要求。
1.2 自主研发能力亏欠
由于自主研发能力和创新能力不足使汽车产业处于瓶颈期,自主创新体系在加工技术和现代制造产业方面得到不提升,无法发挥自主研发的主动性,缺乏创新能力。在机械加工技术中片面地强调如何解决制造中出现的诸多问题,而不是通过自己的能力去升级改造,从而落后于世界。
1.3 软件应用范围狭隘
小汽车壳体加工主要以集成化的流水线生产方式为主,为实现生产的高效率,流水作业成为制造厂中的主要工作形式。流水线的生产方式局限于一个版块,单一片面的生产一项软件,从而形成软件应用范围的狭隘性。
2 汽车壳体机械加工技术的发展趋势
2.1 汽车壳体机械加工技术的深入
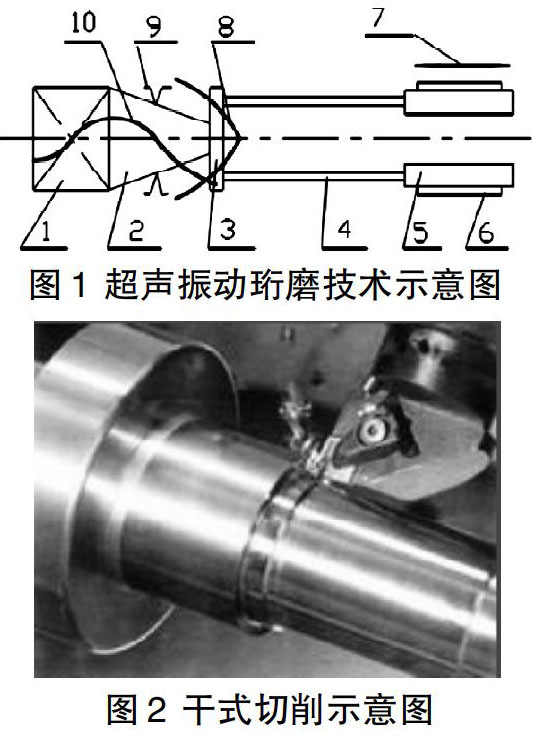
随着科学技术的引起,汽车壳体机械加工技术也逐渐的得到改良优化。主要以集中工序,简化流程为主,为尽量缩短工艺流程,多采用复合工艺,如一刀多刃、一工位多工序,滚、插、铣削由拉削、搓、挤、滚压等代替,磨削由车、铰等代替。与此同时,为提高切削效率,高速刀具技术、高速机床也被运用到生产中。柔性制造技术、珩磨新技术和干式切削技术是新型加工技术中佼佼者。柔性制造技术能实现多个结构不同的产品的同时生产,其设备采用模块化设计,需要柔性制造系统和制造工厂,以及CNC机床和自动化技术。珩磨新技术通过不断研发新型珩磨技术并应用于生产作业,如自动更换珩磨头、柔性夹具、实现珩磨的模块化等。而干式切削技术主要依赖于切削液,切削液是传统切削过程中不可或缺的生产要素之一,但其对环境有着负面影响。为减少切削液对操作人员以及环境的负面影响,两种干式切削技术应运而生。一种干式切削技术完全不用切削液。而另一种准干式切削,则是在微量润滑剂中混入气体,完成切削。图1为超声振动珩磨技术示意图,图2为干式切削示意图。
2.2 壳体机械加工技术对汽车变速器的重要性
以汽车变速器壳体为例,汽车变速器壳体是变速器的基础设施和配件,壳体能够保证整个变速器处于一个完整的状态。汽车变速器壳体将变速器中各类零件进行安装匹配,将输入轴总成、输出轴总成、换挡机构总成等多个零散部件依照一定的规则和布局结构使整个变速器完成汽车在工作时所需的能量,并且汽车变速壳体还能够保障支撑输出轴按一定的传动比关系输出转矩,使汽车变速器能够顺利通畅的运行工作。除此之外,汽车变速器壳体的加工质量直接影响整个变速器总体装备的精准度和运动性能、汽车换挡的灵活性以及阻挡噪声,保证变速器性能始终处于一个密封的状态,延长其使用寿命和功效。因此,变速器壳体的质量决定着变速器总成的性能。
2.3 汽车壳体高速加工技术
在汽车壳体机械加工中,对高速加工技术的研究需要将机床、刀具与零件结合起来系统分析。随着进入信息化时代步伐的逐步提升,高速加工技术涉及的领域十分广泛,主要包括系统工程、自动化管理、经营信息技术管理等。就当前形式分析,我国众多汽车机壳数控生产多以自动化为主,其来源渠道主要以日本、欧美等国家。高速加工技术主要以机床、刀具与其他多个零件结合系统分析为主,由于小汽车壳体加工零件孔多为复合式结构,所以主要通过新兴技术的应用,使其能够在一次性走刀过程中完成精加工。例如,刀具多采用Ti基陶瓷、CBN、SiN陶瓷等超硬材料。随着时代的进步,汽车壳体机床结构突破早期的传统形式,为实现生产线各加工工位、加工工序生产节拍对质量和精度的要求,专用成型刀具、高速多刀和加工工艺主导了机床的结构设计。除此之外,在汽车壳体机床技术升级层面,主要朝着复合加工中心模块化、加工速度化的方向发展,实现加工技术数字化、管理技术网络化、加工模式系统化,实现高速加工技术的优化。
3 结语
综上所述,从全局的观念出发分析我国汽车制造业机械加工技术近几年的发展历程及现状,指出缺陷、不足及未来发展建设所需的必备条件。从软件创新、科研能力创新、机械加工技术创新等多个方面精益求精,积极主动的吸取国外优异先进的加工技术,结合自身实际发展的状况,不断提升小汽车壳体机械加工水平,在未来建设道路上以高速加工技术和发动机制造技术为主,从而实现经验、实践层面“质”的提升,逐步达到世界领先水平。
参考文献
[1]邓朝晖,刘战强,张晓红,等.高速高效加工领域科学技术发展研究[J].机械工程学报,2010,46(23):106-120.
[2]兰天旭.汽车发动机企业刀具管理模式的分析[J].制造技术与机床,2013(3):131-133.
[3]王长梅,李晓舟.模块化的可重构制造系统研究[J].机械与电子,2014(8):38-40.



