郭春雷+吴景华+李文轩+孟敏
摘 要:为了改善香料配制系统存在的问题,香料配制系统新技术得到了不断革新和发展,如成品料移动罐输送方式、RFID(Radio Frequency Identification)控制系统和阀的位置检测等。通过成品料移动罐输送方式结合RFID控制系统,避免了管道清洗不彻底造成的混料;实现了生产过程中现场加料加香点使用的成品料的信息与香料配制生产的成品料的信息之间的电子化比对,提供错牌停机和报警提示功能,解决了混料错料等问题;降低了输送料液损耗;缩短了牌号更换时间。通过成品料输送方式的研究分析,成品料管道输送方式适合应用场所:牌号较单一且大批量生产的制丝线;成品料移动罐输送方式适合应用场所:牌号非单一特别是牌号较多的制丝线。
关键词:香料配制;成品料输送方式;移动罐;RFID;应用场所
中图分类号:TS432 文献标志码:A 文章编号:2095-2945(2018)05-0049-03
Abstract: In order to improve the existing problems of spice preparation system, the new technology of spice preparation system has been continuously innovated and developed, for instance, the delivery mode of the finished material moving tank, the RFID (Radio Frequency Identification) control system and the position detection of the valve. Through the way of transporting finished material moving tank combined with RFID control system, the mixture caused by pipeline cleaning is avoided. The electronic comparison between the information of the finished product and the information of the finished product prepared with the spice during the production process is realized, and the function of stopping the wrong card and warning the alarm is provided. The problems such as mixing mismatch and so on are solved. The liquid loss of the conveying material is reduced; Shortened brand replacement time. Through the research and analysis of the transportation mode of finished product material, the way of pipeline transportation of finished material is suitable for application: single grade and mass production of silk wire; The conveying mode of the finished material moving tanks is suitable for the application place: the brand number is not single, especially the silk wire with more grades.
Keywords: preparation of spices; delivery mode of finished material; moving tank; RFID; place of application
引言
香料配制是卷烟工艺的重要环节,直接影响卷烟的香型及品质[1-4],为进一步提高“中式卷烟”的核心竞争力,保障卷烟品牌的技术安全,国家烟草专卖局已将卷烟调香工程列为重大战略进行重点研究,香料配制系统得到了不断革新和发展[5-6]。香料配制系统中成品料的输送方式,以前国内各卷烟厂因生产牌号少,基本采用了管道输送方式,但随着生产牌号的增加,因更换牌号管道输送方式存在输送料液损耗大,管道清洗不彻底造成混料,牌号更换时间长等缺点[5],难以适应有些卷烟厂生产需求与品质要求;为了改善该问题,移动罐输送方式出现并开始在某些卷烟厂得到应用[7]。本文分析了香料配制系统的组成、工艺流程及一些新技术,比较分析了成品料输送方式——管道输送方式和移动罐输送方式,并研究各自优缺点及适合应用场所。
1 香料配制系统分析
香料配制系统从功能上由原料预配层、原料贮存和计量层、调制层、成品料贮存和输送层、糖香料现场施加层等组成。采用悬浮式静态称重方式检测料液重量,原料罐、调制罐、储存罐等都装有称重传感器,用来检测罐内料液的重量,选用高精度电子台秤计量原料配制量,完成从原料到成品料的配制,最终实现制丝生产过程中加料加香的精准、可靠、经济控制。
香料配制系统新工艺流程:
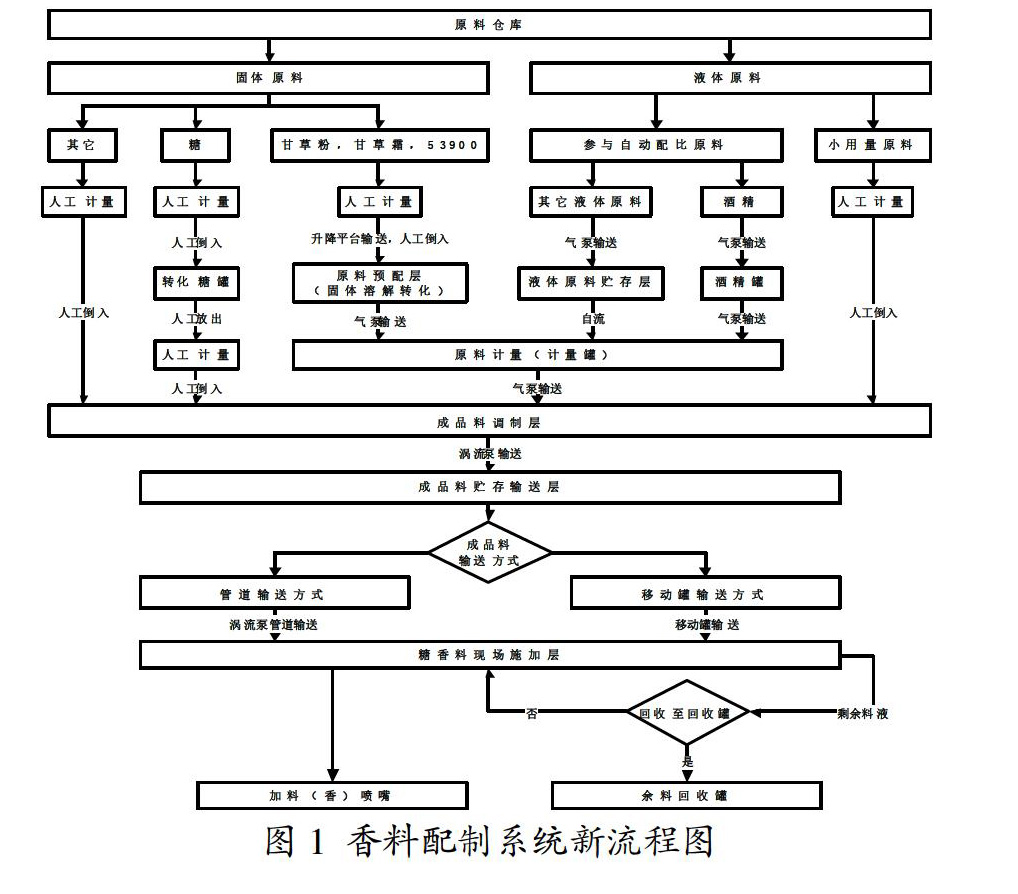
香料配制系统新工艺流程详见图1。原料从仓库按各自相应工艺路线经预配(如有)、计量、调制成为成品料,成品料经贮存、输送并按配方要求及时、准确的施加到烟叶上。
原料预配层将固体原料进行溶解和转化,使其成为液体。原料贮存和计量层完成对各种料液的贮存,并根据相应配方要求,将各种原料计量后(计量罐或人工计量)输送至调制层相应的调制罐。
调制层将原料贮存和计量层送来的各种原料进行搅拌、混合(其中糖料还需加热、保温)等调制过程,再将调制好的料液经压力过滤器过滤后输送到贮存输送层相应的储存罐内。
成品料贮存和输送层用来暂存各种调制好的成品糖香料,根据“中控”传来的各生产线的生产品牌和要料信号,将相应的成品糖香料选择相应输送方式(成品料输送方式有管道输送方式和移动罐输送方式)输送至糖香料现场施加层。
糖香料现场施加层在系统接收到电子皮带秤的烟叶流量信号后,结合施加比例和料液检测流量计的反馈值,经PID调节后驱动加料泵,使得料液能够按配方要求及时、准确的施加到烟叶上。
2 香料配制系统新技术
2.1 成品料移动罐输送方式
香料配制系统中成品料的输送方式,以前国内各卷烟厂因生产牌号少,基本采用了管道输送方式,但随着生产牌号的增加,因更换牌号管道输送方式存在输送料液损耗大,管道清洗不彻底造成混料,牌号更换时间长等缺点,难以适应有些卷烟厂生产需求与品质要求;为了改善该问题,移动罐输送方式出现并开始在某些卷烟厂得到应用。
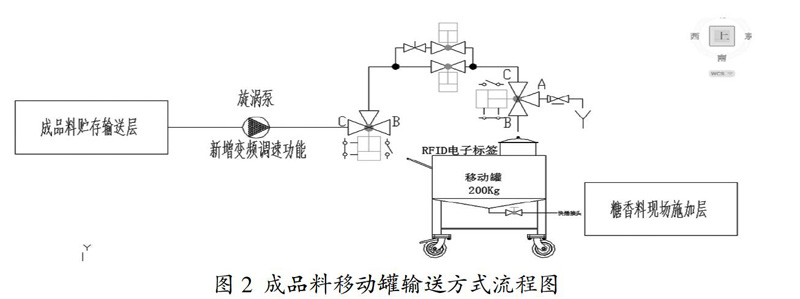
成品料采用移动罐输送方式的流程见图2,成品料调制完成后,暂存在储存罐内,利用成品糖、香料储存罐罐体自带称重系统控制出料量,通过输送泵、出料管路将料液灌入移动罐,然后人工或AGV(Automated Guided Vehicle) 自动导引运输车将移动罐运至加香加料现场待用(移动罐下部安装移动轮),为了保证灌装速度和精度,输送泵变频控制,灌装阀门采用大小阀和针型阀。
移动罐的性能:a.罐密封效果好;b.罐底部设置人工放料口,采用快速接头与现场加香加料装置连接;c.罐顶部设有快速开关盖,方便灌装和清洗;d.罐底部带带2个定向轮和2个万向轮(同时兼容AGV拖运),用于移动罐的移动;e.罐顶部安装RFID载码体(即电子标签);f.糖料移动罐具保温功能;g.罐体侧面预留手写信息卡片插口,以便于信息的跟踪。
2.2 RFID控制系统
RFID(Radio Frequency Identification)射频识别技术为一种无线识别技术,采用专用的读写器对贴在物品上的电子标签进行扫描和识别。RFID系统本身包括载码体(即电子标签)与读写器,电子标签被安装在移动罐上,与移动罐一一对应;而RFID 读写器通过网关模块接入现场分布式I/O,通过Profinet网络与主控PLC通信。RFID技术操作方便快捷,无须直接接触,无须光学可视,无须人工干预即可自动完成信息输入和处理,具有体积小,信息容量大,读写速度快等优点[7]。
移动罐装料RFID控制系统:定量灌装结束后RFID控制系统将成品料牌号、代码、批次、质量、装料开始及结束时间等信息写入移动罐的电子标签上。移动罐出料RFID控制系统:操作员将移动罐顶部的电子标签靠近读写装置,RFID控制系统自动比对移动罐的电子标签上的信息是否与制丝中控下发的信息一致,信息一致后人工将移动罐的出料快插接头与相应现场罐的进料口对接好,选择该现场罐进料后,系统自动通过气动隔膜泵将移动储存罐内的料液吸入该本地罐内,进料结束自动对吸料管路进行吹扫清洗;如果不一致声光报警,并监控画面出现信息提示。
采用RFID控制系统后,实现了生产过程中现场加料加香点使用的成品料的信息与香料配制生产的成品料的信息之间的电子化比对;同时可以提供两侧成品料的信息的在线显示和实时更新,提供错牌停机和报警提示功能,解决了传统的人工记录信息,查看不方便,容易出现混料错料等问题。
2.3 阀的位置检测
控制系统具备一键检测功能,实现:(1)系统中所有关键位置的阀门都装有位置检测开关,这些到位信号参与程序控制;(2)检测每个阀门从接受信号到实现功能的动作时间,并和新阀门的动作时间对比。
该技术目的在检测到任何一个阀门出现异常状态时,与之相关的动作都停止,并且自动生成报警提示,保证加香精度;同时得到每个阀门的健康状况,从而可以提前检修维护或更换。如果没有阀的位置检测,加香加料时阀门动作缓慢甚至不到位,造成加香精度降低影响产品质量。
3 成品料输送方式的研究
3.1 成品料管道输送方式及其优缺点分析
3.1.1 成品料管道输送方式
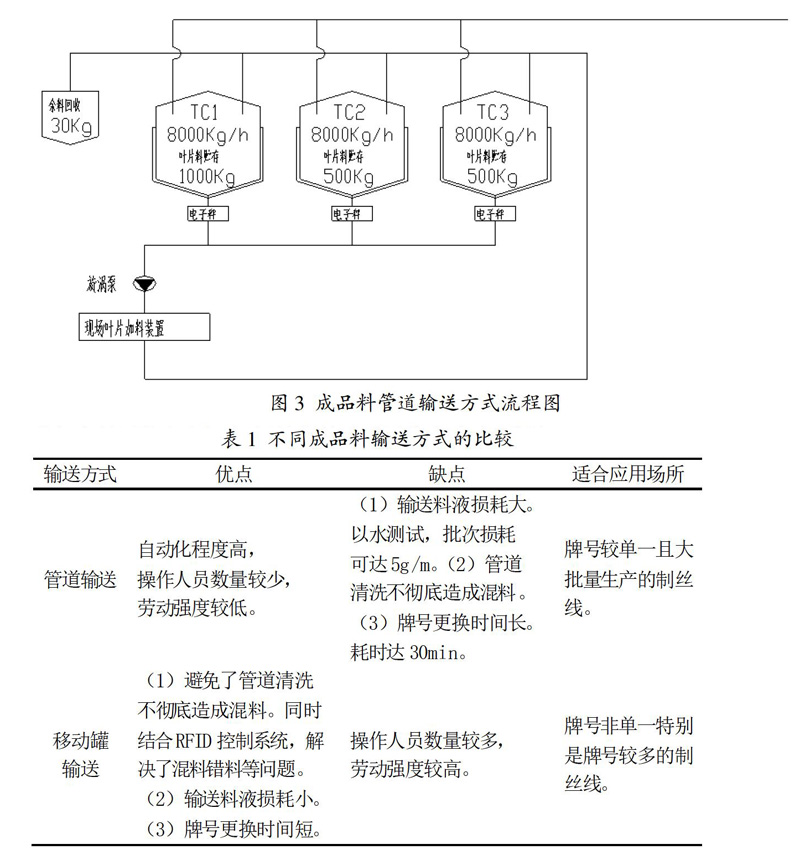
成品料管道输送方式的流程见图3。中央控制器根据制丝线工艺段传来的要料信号及生产牌号,通过对选定的出料储存罐进行信息对比,将相应的成品料通过送料管路输送至各现场施加点。生产结束后,系统自动对送料管路进行余料回收和吹扫清洗(糖料管路采用热水清洗,香料管路采用常温水清洗)。送料管路的余料既可回收至相应的储存罐内,也可回收至相应的余料回收罐内。
3.1.2 成品料管道输送方式优缺点分析
成品料管道输送方式优点:自动化程度高,操作人员数量较少,劳动强度较低。
成品料管道输送方式缺点:(1)输送料液损耗大。因管道内壁对料液的吸附、输送管路较长和存在高差问题,料液在输送过程中有损耗现象,据测试,批次损耗可达5公斤以上。(2)管道清洗不彻底造成混料。直接影响卷烟的香型及品质。(3)牌号更换时间长。在牌号更换过程中,要经过料液返回、管路清洗、喷吹等环节,耗时达30分钟以上,既影响正常生产秩序,又增大了设备能耗。
成品料管道输送方式适合应用场所:适合于牌号较单一且大批量生产的制丝线!避免了因更换牌号成品料管道输送方式产生的混料、更换时间长等问题,输送料液损耗也会降低;同时,自动化程度高,操作人员数量较少,劳动强度较低。
3.2 成品料移动罐输送方式优缺点分析
成品料移动罐输送方式优点:(1)避免了管道清洗不彻底造成混料。同时结合RFID控制系统,实现了生产过程中现场加料加香点使用的成品料的信息与香料配制生产的成品料的信息之间的电子化比对,提供错牌停机和报警提示功能,解决了混料错料等问题。(2)输送料液损耗小。(3)牌号更换时间短。
成品料移动罐输送方式缺点:操作人员数量较多,劳动强度较高。
成品料移动罐输送方式适合应用场所:适合于牌号非单一特别是牌号较多的制丝线!避免了成品料管道输送方式因更换牌号而产生的混料、输送料液损耗大、更换时间长等问题。
3.3 不同成品料输送方式的比较
成品料管道输送方式和成品料移动罐输送方式的概括比较见表1。
4 结束语
分析了香料配制系统的组成、工艺流程及系统存在的问题,为了改善该问题,香料配制系统新技术得到了不断革新和发展,如成品料移动罐输送方式、RFID控制系统和阀的位置检测等。通过成品料输送方式的研究,分析出成品料管道输送方式和成品料移动罐输送方式各自优缺点及适合应用场所,成品料管道输送方式适合应用场所为牌号较单一且大批量生产的制丝线;成品料移动罐输送方式适合应用场所为牌号非单一特别是牌号较多的制丝线。
参考文献:
[1]Dwo Lynm, Brain M. Lawrence.加香技术——料液和香精[J].中国烟草学报,1999,5(4):12-15.
[2]基于均匀设计分析烟丝加香工艺参数对感官质量的影响[J].科技创新与应用,2016(13):29-30.
[3]陈良元.烟草生产工艺技术[M].郑州:河南科学技术出版社,2002.
[4]钟庆辉.浅谈卷烟加香加料技术的应用[J].烟草科技,1996(4):30.
[5]汪庭春,刘广洲.香料配制系统的最新技术分析与研究[J].信息技术,2012(5):142-143.
[6]马庆文,张胜利,黄晓东.香料配料监管系统的设计应用[J].烟草科技,2011(6):23-25.
[7]吴国忠,吴玉生.浅谈新型调香配送系统[J].SiliconValley,2011(3):28.
[8]姚栋.基于Profinet的制丝线移动加香加料RFID控制系统[J].烟草科技,2015,48(3):103-106.



