肖 驰
(天门职业学院,湖北 天门 431700)
工业自动化生产线在我国制造业的飞速发展下,正朝着智能化、集成化的方向发展。生产线集成控制系统集计算机技术、通讯技术和自动化技术于一体。工业以太网具有开放性、成本低且支持多种软硬件的特点,在集成控制系统中有着广泛应用。虚拟调试技术则是利用仿真平台对集成系统进行有效监督与控制,有助于设计人员提高设计速度、提升设计质量,使设计流程发生革命性的转变,以便更好地满足不断发展的制造业需求。
1 集成控制软件的开发
工业以太网具有开放性,能够支持数种软硬件且成本造价比较低的特点,因而在集成控制软件开发中发挥着明显优势。集成控制软件由机器人应用程序、OPC 客户端和监控程序组成,该软件的开发主要以C语言为主,借助VS2015 平台进行相应操作。机器人应用程序可以对所有的机器人控制器实现在线搜索,之后对目标控制器进行自动选择并进行连接。机器人应用程序的功能是对机械单元信息的读取,它既可以读写I/O 信号,又可以读取和调用RAPID 程序。OPC 客户端可以对OPC 服务器进行搜索和连接,以读写OPC数据,从而对OPC 组属性进行设置。监控程序能够实现截屏、录像等操作[1]。
机器人应用程序,利用PCSDK 进行开发,其结构如图1 所示。机器人应用程序包括的功能域有6 个,PC 访问的应用编程接口也在其中,其主要作用是对ABB 机器人控制器进行访问。根据实际开发需求,与功能域相关的类建立了联系。
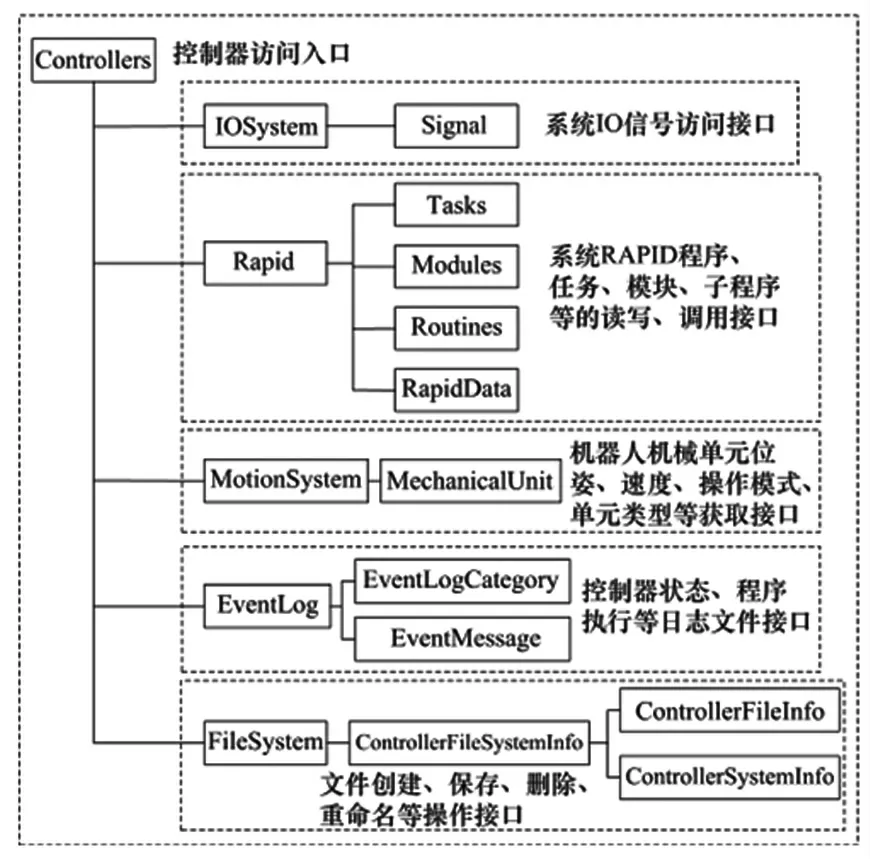
图1 机器人应用程序结构
OPC 客户端的开发。程序需要先对一些信息进行获取,包括计算机IP、相关名称等内容,由于OPC 服务器在计算机注册表中,通过点击鼠标,则会自动建立连接,如果点击之后弹出报警弹窗,则代表着计算机中并没有设置服务器,需要选择相应的选项建立连接。如果计算机中设置了服务器但是没有连接成功的话,则需要继续尝试直到连接成功为止。服务器连接成功之后,系统会自动建立并默认为缺省组,当然了,如果想要建立自定义组的话,可通过手动设置完成。这样一来,便可以完整地获取这一组中的所有数据项。在需要对相关数据进行读取时,可借助这一程序,在已经清空的列表中将需要读取的数据全面地显示出来。如果需要对一些程序进行编写的话,通过选定需要改变的变量,在写入编辑框中添加需要编写的数据信息。值得注意的是,不论是读取数据,还是编写数据,在进行过程中都不可将该程序退出来,要待这些读写操作全部完成之后,才能进行程序退出的操作。退出程序之后,OPC 服务器便断开与系统的连接,随着相关资源的释放,代表着相应的读写操作就此完成。这样一来,PC 端便可以将数字孪生模型与PLC 数据连接,进行虚拟调试[2]。在开发集成控制软件时应用多线程技术,可以提高该软件的执行效率,从而实现对资源的合理利用。该软件开辟了A、B、C 3 个线程,其中A 线程的任务,主要是用来控制PC 机与机器人之间的通讯。当机器人与A 线程建立连接之后,不仅可以获取与机器人相关的所有信息数据,同时还可以对机器人RAPID 加工程序进行远程读取、加载和调用;B 线程的任务主要负责连接OPC 服务器,以对OPC 组属性进行修改和获取。同时还可以获取OPC 项的详细信息,以对OPC 项中的具体信息加以修改和获取;C 线程主要负责的任务是连接所有监控设备,不仅支持画面截屏功能,还支持录像功能,从而对整个工业生产线设备进行实时监控。不同的线程无法同时操作同一个对象,如果执意操作的话,容易增加程序运行过程中的风险,情况严重的话,甚至还会使整个程序陷入瘫痪状态。线程同步技术可以很好地解决这个问题,通过使用互斥锁排他的方式,避免共享对象被多个线程同时访问[3]。机器人线程与PLC线程对集成控制系统共享数据的读取同步的逻辑关系如图2 所示。
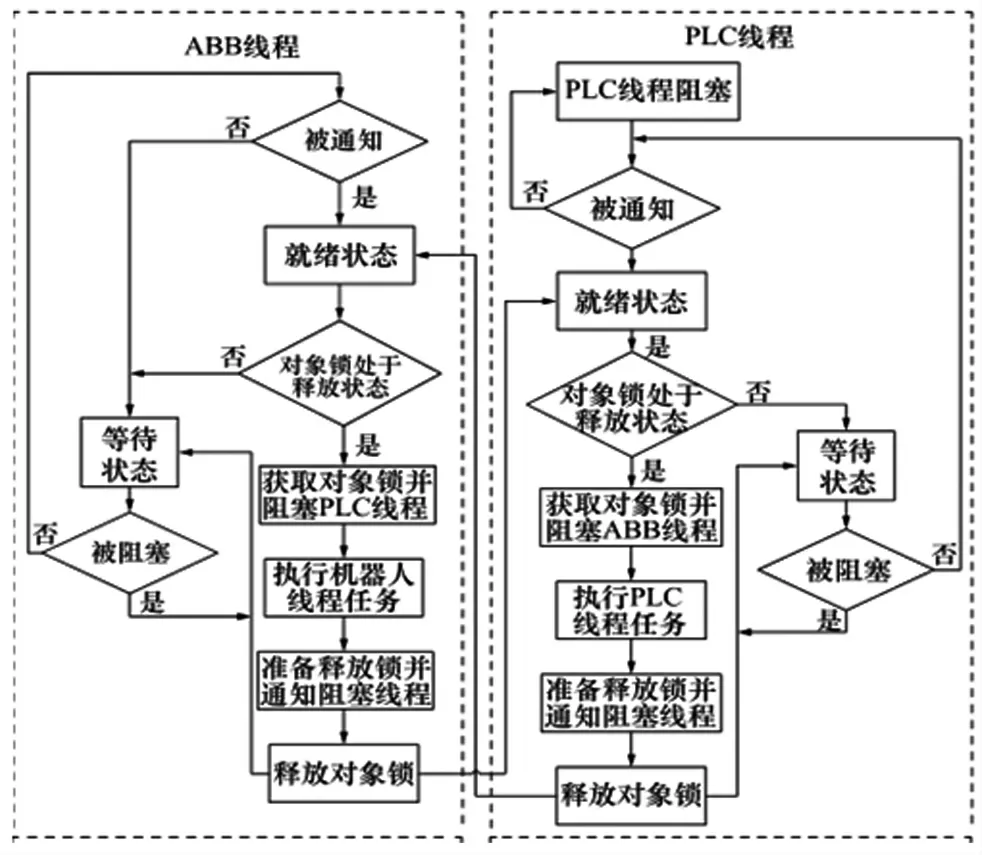
图2 机器人线程与PLC 线程同步逻辑图
2 虚拟调试
虚拟调试的目的是为了让相关工作人员对一些重要的数据信息进行完整的获取,以全面了解整个系统的动态性能,同时为相关工作人员直观了解系统运行的具体情况提供便利。除此之外,虚拟调试有助于相关人员对系统的软硬件进行同时设计。在调试过程中,通过及时发现并解决系统运行过程中的障碍,让系统软硬件的设计更加完善。实现虚拟测试,自然离不开系统模型的支持,当然,构建系统模型还需要借助NX MCD 平台,调试过程中,还需要运用集成控制软件[4]。
2.1 机器人焊接工作站的虚拟调试
构建机器人焊接工作站的主要设施包括1 台IRR6700-175-305 型机器人和3 台IRB1600-6-145型机器人,并在工作站的外围配置一些必要的设施,包括控制柜、固定柱等设施。IRR6700-175-305 型机器人的主要功能是夹持待加工工件,并将这些工件搬运至焊接区,因而需要将该机器人固定在地面底座上。IRB1600-6-145 型机器人在待加工工件焊接过程中发挥着协同控制作用,通过对工件焊接工作进行多方位协助,以提高焊接工作的效率和质量。因此,在布置这3 台机器人的位置时,应结合实际生产需求,对这3 台机器人的位置进行合理设置。机器人控制器的执行程序主要由RAPID 语言编写而成。程序开始执行时,会对各个机器人的起始位置进行检测,如果检测到在起始位置,那幺这4 台机器人均会处于等待状态,其中IRR6700-175-305 型机器人会将加工工件搬运到加工位置,之后进入等待状态。当系统检测到待加工工件到达加工位置时,3 台IRB1600-6-145 型机器人则会从之前的等待状态进入到工作状态,开始对工件上表面进行加工。当这些工件的上表面加工完毕之后,这3 台机器人会自动回到起始位置,重新进入到等待状态。当系统检测到3 台IRB1600-6-145 型机器人均回到起始位置后,IRR6700-175-305 型机器人会将工件的上表面翻转至下表面,之后进入等待状态。这时3 台IRB1600-6-145 型机器人则会由现在的等待状态转换到工作状态,开始对工件进行下表面的加工。当这些工件的下表面全部加工完毕之后,3 台IRB1600-6-145型机器人则会返回到最初的起始位置,之前的工作状态在机器人返回到起始位置后重新转换为等待状态,准备迎接下一个加工任务的到来。这个时候,IRR6700-175-305 型机器人会向起始位置运送加工完成的工件,它的运行状态也由之前的工作状态转换为等待状态。这就是自动化工业生产线的整个加工流程。想要系统与建立完成的机器人焊接工作站建立连接,还需要借助集成控制软件的支持,从而实现对机器人焊接工作站虚拟构建数字孪生模型,对现场进行虚拟调试。在进行虚拟调试过程中,可以及时发现不合理之处,如机器人的位置不合理、相关程序存在运行问题等,则可以结合实际需求进行合理调整,确保工件加工工作顺利高效的进行。
2.2 生产线的虚拟调试
自动化工业生产线的搭建需要借助NX MCD 平台,通过建立PLC 和OPC 服务器之间的连接,对设备进行控制。自动化工业生产线一共包括5 个单元,分别是货物分拣单元、AGV 小车单元、贴标单元、自动化立体仓库单元和机器人拆垛单元,不同单元承担着不同的任务和功能。
货物分拣单元主要由4 个部分构成,包括输送带、荷载生成器、链式移栽机、传感器等。货物产生过程中,货物分拣单元中的荷载生成器可对其进行模拟。按照规范标准,通过控制链式移栽机,可以将不同颜色的货物放置在输送带上。
小车(AGV)单元也是由4 个部分构成,包括AGV小车、导轨、车辆控制器和目标选择控制器,为了提高工作效率,根据实际生产需求,在货物运输方面可以配备2 台以上的AGV 小车。
贴标单元的任务是在货物表面的指定位置上准确地贴上条形码。传感器在这一单元运行中发挥着重要作用,通过传感器对货物进行检测,随即自动完成条形码的粘贴任务。
钢结构构成的货架是自动化立体仓库单元的重要组成部分,货架的尺寸不是随意定制的,而是需要根据货物的规格与大小进行标准定制,以便更好地满足货物存放需求。巷道堆垛起重机主要负责货物的存取放工作,也是这一单元的重要构成部分。对自动化立体仓库单元的管理,主要通过计算机技术结合条形码技术实现。
对PLC 与机器人集成控制主要是通过集成控制系统软件实现的,通过连接OPC 服务器和PLC,搭建NX MCD 平台。自程序开启之后,荷载生成器会随着程序的开启而自动生成货物,而输送带也会在程序开启之后开始运转。这个时候,货物会随着输送带的运转接触到传感器,而传感器具有辨别颜色的功能,可以对货物的颜色进行准确的辨别。如果货物的颜色为蓝色时,移栽机则不会做出任何的动作;如果货物的颜色为绿色时,移栽机则会上升,输送机电动机则会开始正转;如果货物的颜色为棕色时,移栽机也会上升,与之前不同的是,输送机电动机的运转方向是发转。当蓝色货物在传输过程中触碰到贴标传感器时,贴标传感器可以对货物的颜色进行准确识别,如果识别到货物的颜色为指定颜色时,便会在货物指定粘贴条形码的位置上,自动地将条形码粘贴上去。货物粘贴完条形码之后,会随着输送带的运转来到传感器的尾部,整个货物传送程序就此完成,而输送带电动机也会就此自行停止运转,同时将相应的消息指令传输给AGV 小车。接收到指令之后,小车(AGV)可以对输送带上是否有需要等待运送的货物进行自动检测。如果检测到货物输送带上有货物滞留,便会将货物输送带上的货物自行装好,然后将这些货物运送至仓库中空闲的入库平台上。这个时候系统会对入库平台进行自动检测,以查看平台上是否有储存的货物,如果检测到有货物等待储存的话,会将相应的指令传送至巷道式堆垛起重机,由该设备将货物存储到仓库的空货架上。如果将出库命令发送至自动化立体仓库时,巷道式堆垛起重机会将需要出库的货物从仓库中取出来,之后在出库平台上摆放出库的货物。这个时候,AGV 小车会对出库平台进行自动检测,以查看平台上是否有需要运送的货物,如果检测到有货物正在等待运输时,便会自动将这些货物运送至拆垛输送带上,最后向拆垛机器人所在的位置运送这些货物。当拆垛机器人检测到需要拆垛的货物,会自动在货物的传动带上放置这些需要被拆垛的货物,生产线的整个生产流程就此结束。
2.3 虚拟调试中存在的问题及解决方法
在虚拟调试过程中,发现分拣货物环节存在着一些问题,主要表现为:一是不同颜色的货物经过链式移栽机时,传感器并没有对这些货物进行准确识别,以至于输送带电动机始终保持运行状态;二是只能识别两种颜色的货物。之所以出现这些问题,是因为梯形图程序的设计缺乏一定的合理性,如果这些问题出现在实际调试中,那幺势必会对设备造成不同程度的损坏。而虚拟测试则很好地解决了这些问题。通过虚拟测试,可以将这些异常情况进行有效规避,同时针对运行过程中存在的问题,可以及时制定与之相应的解决方法,保障设备始终维持良好运行状态。
其次,AGV 小车装卸货目标选择出错。生产线的实际情况非常复杂,对AGV 小车的应用有着较高要求,这是因为AGV 小车的目标选择非常的重要。在装卸货过程中,比较容易出现一些不符合操作流程的行为,如AGV 小车从仓库的出库平台取货后直接放到入库平台等情况。想要对这一问题进行有效解决,可以将两个目标选择控制器添加到小车单元(AGV)中。其中一个控制器用来监视贴标单元输送出来的货物,另一个控制器则是用来监视仓库单元输送出来的货物,然后将这些货物准确地传送至拆垛单元输送带上。控制贴标单元的控制器有两个控制点,其中一个用来连接贴标单元输送带的末端,另一个连接进库平台,同时将Targets 控制点连接拆垛输送带。启动PLC 程序之后,PLC 内部数据可通过OPC 客户端进行远程读写,这样一来,便可以有效控制系统模型的运行,经过虚拟调试证实,系统内的各单元模块均处于良好运行状态[5]。
3 结束语
综上所述,将集成控制系统应用在工业生产线中,可对机器人和PLC 建立集成通讯。集成控制软件的开发,可对机器人焊接工作站虚拟构建数字孪生模型,对现场进行虚拟调试。对于各模块间的信息交互机线程分配问题,多线程编程技术对此进行了有效解决。通过虚拟调试,可以发现并解决PLC 编程与系统模型中的一些问题,从而将设备运行中的各种异常情况进行有效规避。



