李鑫 李长胜 王嘉男
摘 要:目前我国工业生产所使用的设备大多已经实现了数字化和自动化。数字化和自动化的设备在使用的过程中非常便捷,因此在现有的工业企业中使用得非常频繁,效果也是非常显着。水泥磨机在工业的生产中的应用也是非常广泛的,因此设备的电控设计质量和使用质量就显得非常关键。
关键词:水泥磨机;电控系统;控制器;设计;微处理机
文章阐述的水泥磨机的电控设计是根据现场的实际较好的设备进行分析的。根据设计过的ψ3.5×15m的水泥磨的电控系统的设计要点和设计需要注意的设计构成等问题进行阐述。文章阐述的水泥磨机电控装置的控制核心有两个方面。第一个方面是可编程的控制器;第二个方面是可编程的单片机。通过这两个控制核心的控制,能够很好的对设备的三大动力和辅助部件进行控制。第一个部件是水泥磨机的主电机。第二个部件是水泥磨机的辅助电机。第三个部件是水泥磨机的三个润滑站。水泥磨机的三个润滑站分别是:第一设备主电机润滑站;第二设备主减速机润滑站;第三是主轴承润滑站。通过上述的控制,能够很有效的对设备进行控制。在设备启停方面的控制之外,电控系统还可以对设备的主轴承的温度进行控制和显示,同时对设备的负载情况也有一个非常好的显示。电控系统中选用的控制柜形式有两种,第一种是高压开关控制柜。第二种是液体电阻控制柜。这两种电控柜的联合作用可以有效的保障设备在高压的状态下安全的启动和运行。水泥磨机采用的操作方式为三级操作,这样就有效的提升了设备集中控制的效率和控制因数。在水泥磨机电控系统的升级换代过程中算是一种技术上的突破。
1 水泥磨机概述
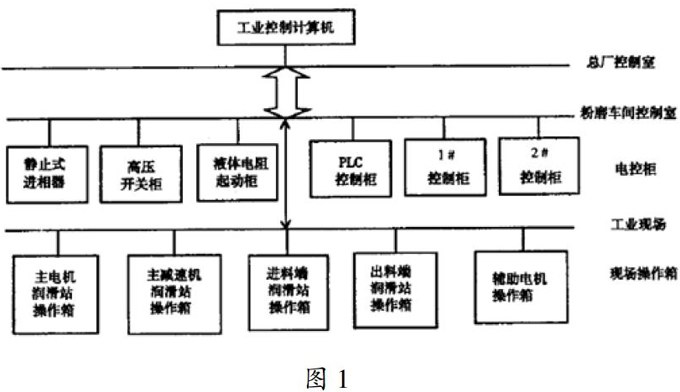
在现有的水泥厂中,水泥磨机是粉磨车间的主要设备。水泥磨机的主要作用就是将水泥的熟料经过一定的研磨机细磨,让水泥熟料达到生产的要求力度的水泥。在水泥磨机正常的运行过程中,水泥磨机的筒体会实现高速的旋转。水泥熟料在圆筒内经由钢球的一系列碾压,实现熟料的力度改变。我国目前水泥厂中,使用的设备电控系统通常采用的是一体式的单机电控系统,但是伴随着我国的科学技术不断的发展和我国经济不断的发展,我国的水泥磨机的电控系统的设计形式已经变成全厂集散型的电控系统。这种电控系统的主要要求就是将设备的电控信号和厂区的中控室中的电控信号进行双向逆向连接,这样就可以实现设备控制和中控室控制的双重控制,不会因为中控室的控制失效导致设备的运行失控。上文提及的三级电控操作模式,主要指的是总厂控制室,车间和设备现场的三级控制。文章的设计思路主要是参照现有的最新的电控系统的设计思路进行设计,这样的电控设计可以有效的提升效率。
2 ψ3.5×15m水泥磨机的电控设计
关于ψ3.5×15m水泥磨机的电控设计的阐述和分析,文章主要从四个方面进行阐述。第一个方面是ψ3.5×15m水泥磨机电控设计过程中的控制要求。第二个方面是ψ3.5×15m水泥磨机电控系统设计中的总体设计方案。第三个方面是ψ3.5×15m水泥磨机在电控系统设计过程中的硬件电路的设计方式。第四个方面是ψ3.5×15m水泥磨机在电控系统设计过程中的软件设计。下面进行详细的分析。
2.1 ψ3.5×15m水泥磨机电控设计过程中的控制要求
(1)水泥磨机的设计参数
第一,设备的电机设计功率选用的是1000kW电机,预计的选用型号是YP1000-8,所选的电压由业主选定为6000V。
第二,设备的辅助电机设计功率选用的是18.5kW电机,预计的选用型号是Y225S-8,所选用的电压由业主选定为380V。
第三,设备的主电机润滑站预计选用的型号是TE521。
第四,设备的减速机润滑站预计选用型号是TS525。
第五,设备的主轴承润滑站,预计选用的型号是TE332X,并且要提供轴承保护功能。
(2)水泥磨机磨机的设计要求
第一,根据上述的设备设计参数,可以得出,设备的电机功率大,电压高,因此在进行设计电控系统的过程中要对高压电机进行重点的控制保护,增加高压过载启动装置。同时常规的电控设计中的电流保护,电压测量保护,断相保护和失压保护等。根据设备的运行特点,我们在控制设计过程中要增加温度控制保护,在电机定子运行温度为65摄氏度以下时,设备正常运转;一旦电机定子的运行温度高于65摄氏度是,设备就会自动启动保护控制,停止工作运行。
第二,设备的辅助电机必须具备正传和反转的功能,以实现设备的互锁功能。
设备中的各种润滑站要求在正常电压和正常温度下运行,一旦出现异常就会启动润滑控制保护,发出声光报警信号。主控显示屏上要实时的显示设备的运行温度及设备的各个主要组成部分的运行实际温度,这样可以让中控室的工作人员进行相应的运行控制,避免设备出现故障,发生事故。
2.2 ψ3.5×15m水泥磨机电控系统设计中的总体设计方案
本次的电控设计主要是以PLC控制和单片机控制为主。PLC控制的有两个部分,第一个部分是设备的所有的润滑站;第二个部分是设备的辅助电机。本机的电控系统在设计的过程中使用的操作形式是常见的六柜五箱标配。水泥磨设备的自身控制方式有两种。第一种是集中/现场控制;第二种是本柜/机旁控制。控制系统的PLC控制面板显示的是设备控制中的温度测量仪中显示的实时温度。
2.3 ψ3.5×15m水泥磨机在电控系统设计过程中的硬件电路的设计方式
第一,主电机控制:主电机是高压大功率电机,它是一种长期工作制的恒转矩类负载。这类机械不要求调速,但带载起动困难,所以应采用高压开关柜加液体电阻起动柜的方式控制。高压开关柜采用ZN28-A-10/1000-20型的真空断路器为主要元件,设有电流回路、电压回路、分闸回路、分闸指示、储能指示和储能装置等回路,并具有过流速断保护、接地断相保护、失压保护等措施。
第二,PLC控制系统:磨机中有四个润滑站,I/O总数为240个,将其全部控制放入PLC系统中。PLC选用日本光阳公司的SU-6系统,该系统属于中小型的PLC,属组合式可编程控制器。
2.4 ψ3.5×15m水泥磨机在电控系统设计过程中的软件设计
本次水泥磨机的软件控制设计主要有四方面的目的,采用梯形图式的软件设计。这四方面的目的是:第一方面是要保障设备全部的润滑站的泵站自动的供给投入;第二个方面是设备使用的加热器和阀门等都要具有自动开启、自动停止的功能;第三个方面是PLC控制要对设备连接的中间继电器进行绝对控制;第四个方面是要有效的控制信号灯和报警信号。
参考文献
[1]谭思方,李志明.水泥厂粉磨系统回路自动控制方法综述[J].四川水泥,2003(3):35-37.
[2]许世铎.可编程控制器原理、应用、网络[M].合肥:中国科技大学出版社,20001.



