朱舜
链轮齿形数控铣加工工艺研究及宏程序编制
朱舜
(四川鸿舰重型机械制造有限责任公司,四川 攀枝花 617063)
链轮的齿形加工通常采用成型刀具在滚齿机或插床上加工,一把刀具只能加工一种尺寸的链轮,通用性不强,且成本高。国标GB/T 1243-2006中链轮的齿槽形状由三段圆弧组成,可以利用数控机床的计算功能编制宏程序,输入链轮图纸上的参数后计算出各段圆弧的半径和起点、终点坐标,再利用数控机床曲线加工能力,用铣刀沿着链轮齿形轮廓行进,加工出链轮齿形。只要立式铣刀半径小于链轮齿沟圆弧半径,就能满足加工要求,从而大大节省了成型刀具的费用。编写出的宏程序具有通用性,适用于所有国标GB/T 1243-2006中所有链轮的齿形加工。
链轮;GB/T 1243-2006;数控加工;宏程序;Siemens
链轮是一种常见的机械加工零件。以往采用在滚齿机或插床上进行加工,需要使用成型刀具,但刀具的制作周期长、成本高,不适合急快件加工,也不符合降本增效要求,而且刀具与工件的接触面大,加工中会产生较大的振动,从而影响链轮齿形的精度和表面光洁度。
本文利用数控铣床的曲线加工功能以及强大的计算能力,采用立铣刀加工方式,来研究GB/T 1243-2006中链轮的齿形加工加工工艺。为保证加工程序的通用性,不指定某一个尺寸的链轮齿形来分析,全部采用参数化的形式表示链轮尺寸。
1 链轮加工的工艺分析
1.1 链轮齿形结构分析
采用GB/T 1243-2006[1]中规定的链轮齿形进行结构分析,如图1所示,一个链轮齿槽的形状由三段圆弧构成。图中:d为滚子直径;为节距;为分度圆直径;d为齿顶圆直径;d为齿根圆直径;为齿沟角。以单个槽为例,左右两边的圆弧称为齿槽圆弧、半径相等为r,齿槽底部的圆弧称为齿沟圆弧、半径为r,每个槽之间的角度为360°/(为齿数)。
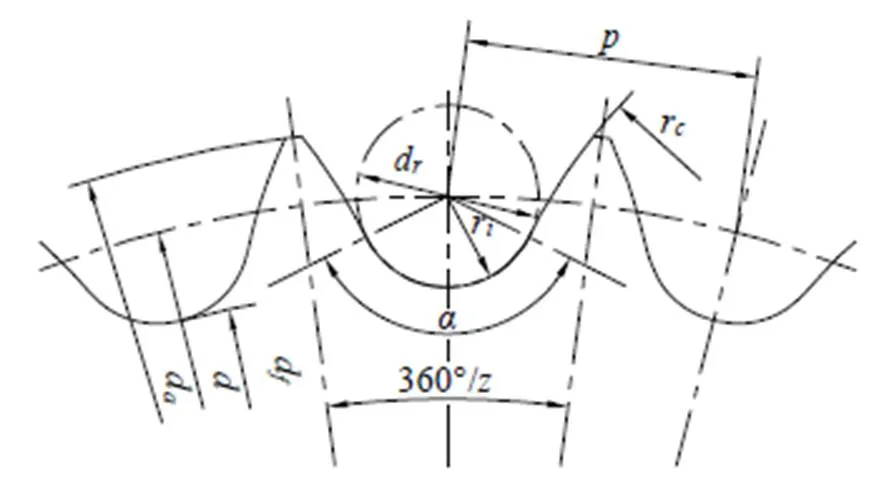
图1 链轮齿形图
1.2 链轮齿形加工路径分析及选择
由于数控铣具有曲线加工的能力,因此数控加工的刀具路径可以采用让刀具沿着齿槽轮廓行进的方式来加工。
为避免刀具与链轮碰撞,加工起刀点位置要选择在齿顶圆之外的位置。为方便计算以及保证曲线的连续性,让刀具起点位置位于齿槽圆弧的延长线上。
1.2.1 加工工艺路径方案
加工单个槽时,其终点位置有两种加工工艺路径方案可供选择:
一种是,终点位于另一侧齿槽圆弧的延长线上(刀具离开工件),如图2(a)所示;
另一种是,加工到另一侧齿槽圆弧的终点时,沿着齿顶圆继续行进到下一个齿槽圆弧的起点上(刀具不离开工件),如图2(b)所示。
1.2.2 两种加工工艺路径方案的优劣分析
第一种加工路径中,开始时刀具由链轮外切入链轮,结束时刀具由链轮内切出到链轮外,此时刀具离开了链轮,可以采用快速进给的方式移动到下一个槽的刀具起点位置,非加工行程时间短、加工效率高。由于刀具多次切入、切出链轮,在这个过程中刀具和链轮就要受到多次冲击,从而影响刀具的寿命和链轮的精度。
第二种加工路径中,刀具在加工第一个槽时从链轮外切入后一直到加工结束,刀具和链轮都处于接触状态,这样刀具和链轮所受到的冲击力就少,刀具的寿命和工件的精度都比第一个方案要高。由于刀具和链轮始终保持接触,刀具从一个槽的结束位置移动到下一个槽的起点位置时,不能用快速进给方式,只能用加工的进给速度行进。这样加工效率就会降低,尤其是当链轮齿顶圆弧的弧长尺寸较大时更影响加工效率。
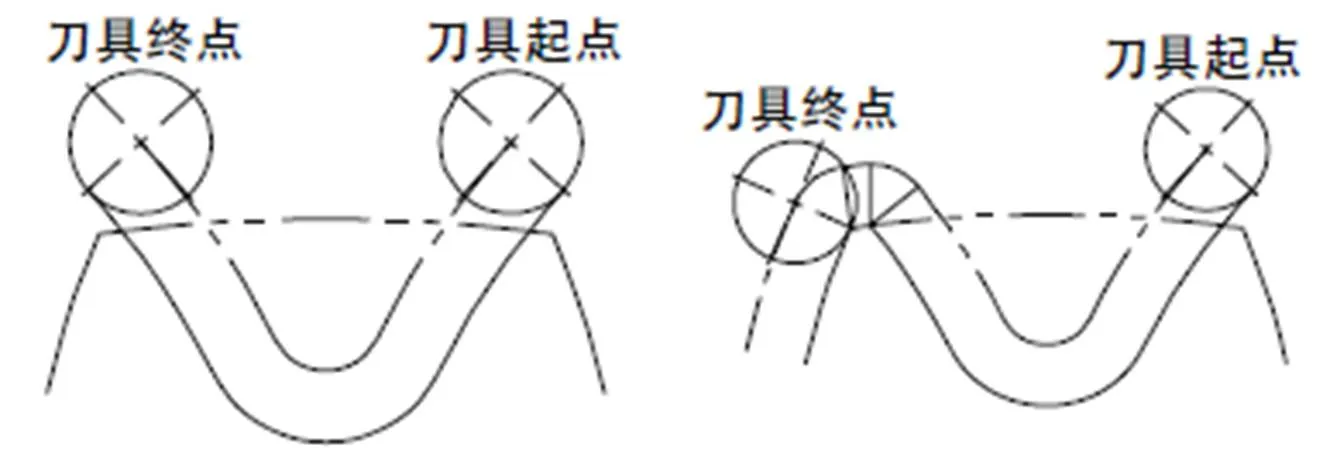
(a)方案一 (b)方案二
1.2.3 加工工艺路径方案的选择
生产过程中效率是要考虑的一个重要因数,综合上述加工工艺路径优劣分析,决定选择第一种加工效率高的加工工艺路径方案。而刀具的寿命和链轮精度的问题,通过后面的刀具选择来加以解决。
1.3 刀具的选择
链轮齿形加工之前,其齿顶圆已经加工好。图3中网格线部分是需要去除的部分,由于加工余量很大,一次加工达不到链轮精度及粗糙度要求,需要一次粗加工和至少一次精加工。
粗加工刀具切入后,刀具的半个圆弧面要与工件接触,刀具受力很大。刀具半径越大,与工件接触面积也越大,因此刀具受力也越大。所以,粗加工时,在保证刀具刚度的情况下选择尽量小的刀具,这样刀具与工件接触面积小,切削力也小,同时切削的量也小,相当于把余量部分整块切割下来,而非切屑(图4(a))。
精加工时,刀具与工件接触面积小,为保证链轮精度和光洁度,选用直径大的刀具来加工,刀具半径只要≤r即可(图4(b))。大刀具由于刚度好,受切入和切出的冲击力的影响小,从而确保链轮的尺寸精度和表面光洁度。
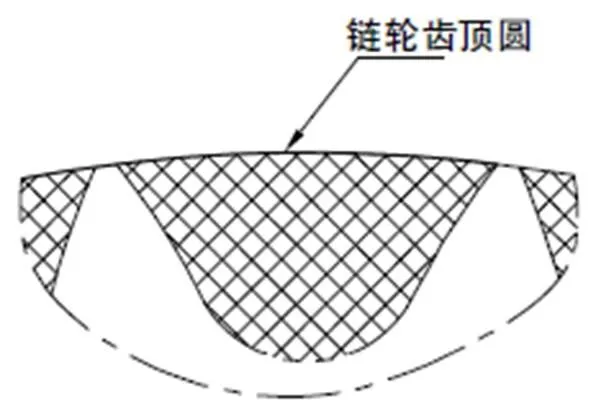
图3 加工余量
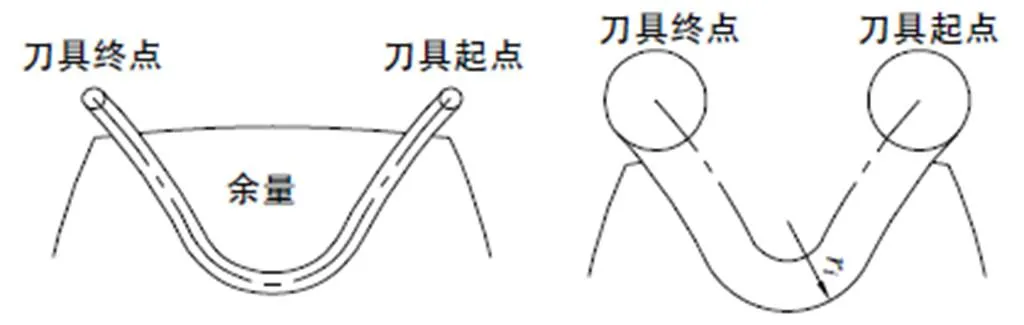
(a)粗加工 (b)精加工
2 链轮数控加工程序的编制
确定好加工路线和刀具后就可以开始编制数控加工程序,本文采用Siemens 840D系统[2-3]的数控铣削加工程序格式来编写。
2.1 数控加工坐标系的建立
数控加工程序中各节点的值是以一个坐标系为基准,要计算出各节点的值,就需要建立一个工件坐标系,计算出各节点在该坐标系下的坐标值。链轮的齿形均布在一个圆周上,为便于计算,将工件坐标系中、的零点建立在圆心上,为便于对刀,将的零点建立在链轮的上端面上,如图5所示。
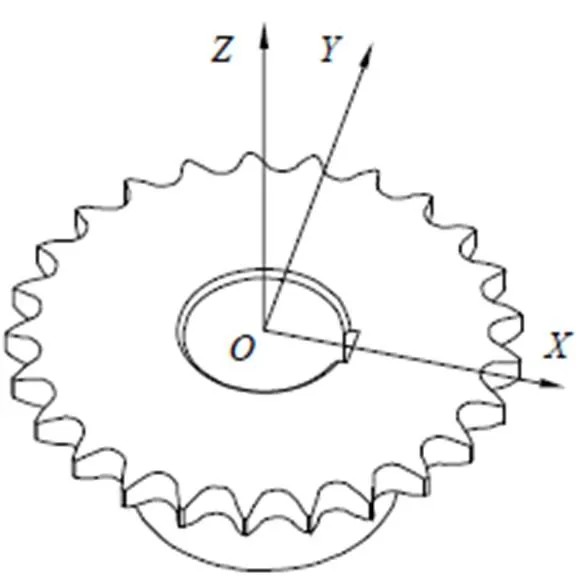
图5 链轮工件坐标系
2.2 数控加工节点坐标计算
2.2.1 节点的选定
为计算方便,将第一个加工的槽放在轴向上、槽的两侧对称于轴。这样只需计算一侧槽上的节点,另一侧槽上节点的坐标值与计算出那一侧的坐标值完全一致、坐标值则大小相等而符号相反。
如图6所示,加工一个槽只需要、、、四个点的坐标值。、两点为齿沟圆弧与齿槽圆弧的切点,、两点为两侧齿槽圆弧延长至与齿顶圆同心的一个圆上的交点,该同心圆的半径比齿顶圆半径大一个值(值即是刀具离开链轮外圆的一个安全距离)。
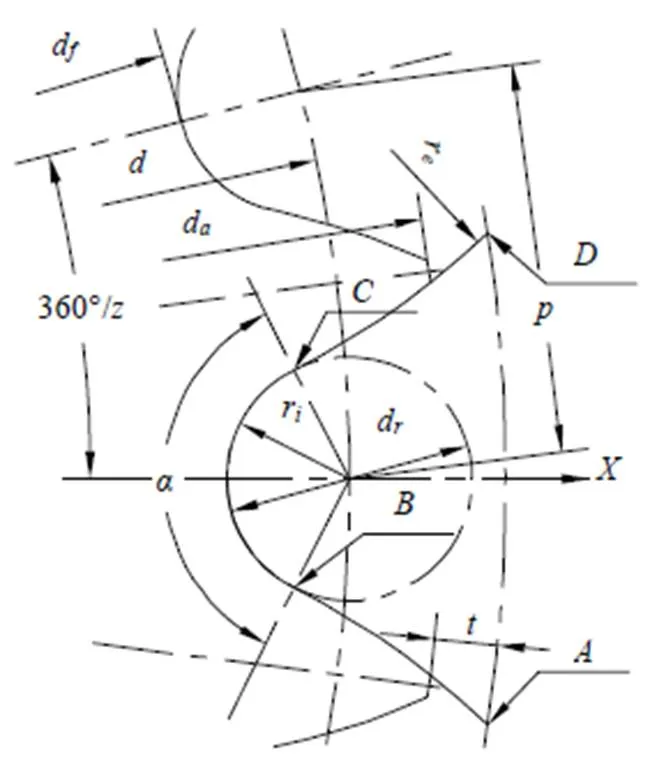
图6 节点计算
这样只需计算出、或、两点的、坐标值即可编制出槽型的加工程序。
2.2.2 节点坐标的计算
如图1所示的链轮,已经给出齿顶圆直径d、滚子直径d、节距、齿数,利用这些参数就可以求出其它编制加工程序需要的参数。
根据GB/T 1243-2006中的相关规定[1],按照最大齿槽形状计算,链轮各参数的计算公式如下:
计算出、两点在图5定义的坐标系中的、坐标值。
图6中可看出点的、坐标值为:
这里不能直接求出点的、坐标值,需要先建立圆弧的圆方程,然后与圆弧的圆方程联立求解出点的、坐标值。
圆弧和圆弧相切,可求出圆弧的圆心、坐标值为:
则圆弧的圆方程为:
圆弧的圆方程与圆弧的圆方程联立求解,即可求得两圆交点的、坐标值:
则X、Y值可简化为:
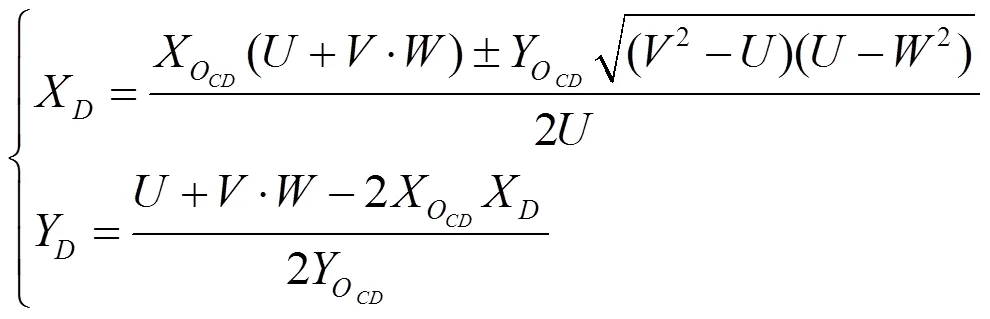
由图6可看出圆弧与圆弧交点的X值,为一个较大的值,所以上述X值中的“±”号应取“+”号。
至此,编制数控加工程序所需要的全部数据都计算出来,下面就进入数控加工程序编制。
2.3 数控加工程序的编制
数控机床的加工程序有其特有的格式,不能直接使用常用数学运算方式来计算。数控机床加工程序中带运算的程序称之为“宏程序”。数控机床系统不同,使用的参数也不尽相同,Siemens系统为“R”参数,Fanuc系统为“#”参数。为了能让数控机床识别上面的算式,就需要将其转换。采用Siemens 840D铣床系统,上面的算式就得转换成相应的数控加工程序。
2.3.1 宏程序参数的设定
首先确定已知参数:滚子直径d,节距,齿数,齿顶圆直径d。
设:R0=d,R1=,R2=,R3=d,R4=,根据公式可以得到:
分度圆为R5=R1/SIN(180/R2)
齿沟圆弧半径r为R6=0.505*R0+0.069* EXP(LN(R0)/3)
齿槽圆弧半径r为R7=0.008*R0* (R2*R2+ 180)
齿沟角为R8=120-90/R2
点坐标为R9=R4/2-R6*COS(R8/2)
点坐标为R10=R6*SIN(R8/2)
圆弧圆心坐标为R11=R4/2-(R6+R7)* COS (R8/2)
圆弧圆心坐标为R12=(R6+R7)*SIN (R8/2)
圆弧半径r为R13=R3/2+R4;
为R14=R11*R11+R12*R12;
为R15=R13+R7;
为R16=R13-R7;
点坐标为R17=(R11*(R14+R15*R16)+
R12*SQRT((R15*R15-R14)*(R14-R16*R16)))/(2*R14);
点坐标为R18=(R14+R15*R16-2*R11* R17)/(2*R12)
2.3.2 宏程序流程的设定
根据加工工艺,链轮槽采用逆铣加工,即按、、、四点的顺序加工。加工程序首先要将刀具移动到点位置,然后落刀,加工到点后,让工件坐标系逆时针旋转一个360°/的角度,然后程序跳转到前面的刀具移动到点的程序段,继续下一个槽的加工。如此旋转坐标系后,再加工槽,这样循环下去,直到完成全部槽的加工。
2.3.3 完整的加工宏程序代码
N10 R0=rR1=R2=
N20 R3=aR4=
N30 R5=R1/SIN(180/R2)
N40 R6=0.505*R0+0.069* EXP(LN(R0)/3)
N50 R7=0.008*R0*(R2*R2+180)
N60 R8=120-90/R2
N70 R9=R4/2-R6*COS(R8/2)
N80 R10=R6*SIN(R8/2)
N90 R11=R4/2-(R6+R7)*COS(R8/2)
N100 R12=(R6+R7)*SIN(R8/2)
N110 R13=R3/2+R4
N120 R14=R11*R11+R12*R12
N130 R15=R13+R7
N140 R16=R13-R7
N150 R17=(R11*(R14+R15*R16)+R12*
SQRT((R15*R15-R14)*(R14-R16*R16)))/(2*R14)
N160 R18=(R14+R15*R16-2*R11*R17)/(2*R12)
N170 R19=1
N180 T1D1
N190 G54G90G40G0Z100
N200 M3S500F100
N210 REPEAT
N220 ROT Z=(R19-1)*360/R2
N230 G42G0X=R17Y=-R18
N240 Z1
N250 G1Z-30
N260 G3X=R9Y=-R10CR=R7
N270 G2Y=R10CR=R6
N280 G3X=R9Y=R10CR=R7
N290 R19=R19+1
N300 UNTIL R19==R2+1
N310 G0Z100
N320 M05
N330 M30
程序中:R0~R4的参数需要按照图纸中的尺寸和刀具的大小输入。
N170句的R19参数表示当前加工的第几个槽。当中途更换刀具或其它原因停止程序后,将R19参数改为当前要加工的槽数,程序就直接从这个槽加工,而不会从第一个槽开始加工。
N180~N200、N240~N250和N310语句根据机床的性能和链轮参数可自行设置。
至此GB/T 1243-2006中的链轮的通用加工宏程序就编写完成,不论该标准链轮的大小,只要按图纸和刀具输入几个参数就能加工出符合要求的链轮。
4 小结
GB/T 1243-2006链轮通用加工宏程序应用到生产实际后,极大地方便了加工,节省了成型刀具的制作费用。链轮图纸一到机台就可以立即投入生产,免去了以往需要制作成型刀具,工程技术人员计算节点的工作,极大提高了工作效率,保证了产品质量。该链轮通用宏程序的编制到应用的这种模式,还可以推广到其它标准类工件中去,为提高加工效率和产品质量打下坚实的基础。
[1]GB/T 1243-2006/ISO 606:2004,传动用短节距精密滚子链、套筒链、附件和链轮[S].
[2]Siemens AG. 编程说明SIUMERIK 840D/840Di/810D基础部分[Z]. 2004.
[3]Siemens AG. SIUMERIK 840D/840Di/810D/FM-NC编程指南高级篇[Z]. 2001.
Research on CNC Milling Process of Chain Sprocket and It’s Macro Programming
ZHU Shun
( Sichuan Hongjian Heavy Machinery Manufacturing Co. Ltd., Panzhihua 617063, China)
Groove profile machining chain sprocket usually adopts the forming tool in gear hobbing machine or gear slotting machine, the processing forming tool, a tool can only process a dimension chain sprocket, the generality is not strong, and the cost is high. Groove profile GB/T 1243-2006 chain sprocket is composed of three sections of arcs, can use the calculation function of CNC machine, write a macro program, input parameters of chain sprocket on the drawing, reuse CNC machine curve processing ability, End mill along the sprocket groove contour traveling, machining sprocket groove. As long as the end mill radius is less than the sprocket groove arc radius, can meet the processing requirements, thus greatly save the cost of the forming tool. Write a macro program is generality, applicable to all the GB/T 1243-2006 sprocket groove processing.
chain sprocket;GB/T 1243-2006;CNC;macro program;Siemens
TG547
B
10.3969/j.issn.1006-0316.2018.03.018
1006-0316 (2018) 03-0069-06
2017-11-03
朱舜(1974-),男,四川资阳人,本科,机械工程师,主要从事数控加工工艺及程序编制和冶金、矿山类成套机械设备的设计研发工作。



