杜爱民,陈垚伊,丁宏军,孟宪明,吴昊
面向多单位协作的自冲铆接工艺数据库共享平台设计
杜爱民1,陈垚伊1,丁宏军1,孟宪明2,吴昊2
(1.同济大学 汽车学院,上海 201804;2. 中国汽车技术研究中心有限公司,天津 300300)
自冲铆接技术是铝合金连接的重要方法之一。本文通过研究自冲铆接的工艺生产过程,发现目前自冲铆接工艺信息生产时研究对象多但研究信息更新有壁垒等缺陷。针对此种缺陷设计开发了一款可供自冲铆接工艺生产全过程使用的数据共享平台。该平台采用前后端分离技术,基于B/S架构,后端使用SpringBoot开发框架,前端使用Vue开发框架。可供材料厂商、零部件厂商、整车厂和科研单位使用。提供了自冲铆接相关法规与标准文件检索,零部件选用、试验设计工艺参数选用以及成形接头质量的无损检测功能,提高了自冲铆接工艺的研发速率。
自冲铆接;数据共享;工艺参数;质量检测;B/S
铝合金作为主要的轻金属广泛地被运用到了车身轻量化、地盘轻量化、发动机轻量化以及热交换系统轻量化中。铝的密度为2.7 g/cm3,是钢密度的1/3,用铝合金代替钢制造汽车可以使整车质量下降30%~40%。但这限制了传统的热连接技术的使用,并显示出对经济高效的机械和粘合连接技术的需求[1-4]。1993年英国的亨罗布公司首次将自冲铆接技术(Self-Piercing Riveting,SPR)运用到了奥迪A8上。SPR技术产生的接头具有较高的静强度和疲劳强度,在接头区域可存在润滑剂或粘合剂,有防水的作用。对于难以焊接的材料,SPR技术适应性更好,更加地符合智能化、自动化[5-7]。
SPR过程中涉及到的零件有:冲头、铆钉、板料、凹模,零件的工艺参数之间相互影响,是SPR工艺产品质量的重要影响因素。S. A. Westgat等[8]提出5 mm直径铆钉的SPR接头的静态剪切和剥离性能优于电阻点焊,并且超过了薄铝合金的点焊强度。刘瑞军等[9]通过比较矩阵建立了SPR工艺参数的评价指标体系,确定了各项评价指标的权重,并根据对影响铆接质量的工艺参数的分析,建立了完全独立性的工艺参数影响模型。张学奇等[10]研究发现铆钉的分布形式和到板料边缘的距离同样对铆接性能有影响。邰加琪等[11]提出SPR准静态力学性能指标主要为失效强度,失效模式,能量吸收值。刘洋等[12]在探究工艺参数对接头性能影响时时运用了灰色关联分析理论。黄舒彦[13]提出为适应大规模自动化生产的需要,无损式监测和分析技术是SPR质量控制的发展方向。目前无损式监测技术主要依靠力和位移传感器获取的数据进行分析。
由以上研究可知前人对SPR工艺的研究主要集中在对零部件的工艺参数的研究和探究工艺参数对铆接接头的疲劳性能和力学性能等方面的影响[14],但目前未有可指导SPR工艺全过程的数据共享平台以整合SPR工艺信息。本文在此背景下设计开发了一款基于B/S架构可供材料厂商、零部件厂商、科研单位和整车厂在SPR工艺生产时使用的数据共享平台。该平台基于MySQL数据库,使用Spring Boot、Spring Cloud、Vue.js、Element UI等主流前后端技术,提供了角色权限管理、质量检测和相关标准法规搜索、零部件选材、试验设计与工艺参数选用和无损质量检测窗口等功能,大大地提高了SPR工艺的研发效率。
1 自冲铆接数据共享平台设计需求
1.1 自冲铆接工艺简介
自冲铆接的工作原理是将一个典型的半管状铆钉推入材料的目标堆中,在此期间材料和铆钉的塑性变形使得材料堆内形成机械锁[14]。SPR技术各零部件示意图如图1所示,包括冲头、压边圈、上下板料、铆钉和凹模。成形过程如图2示,可分为夹紧阶段、刺穿阶段、扩张阶段、铆接完成四个阶段[15-16]。
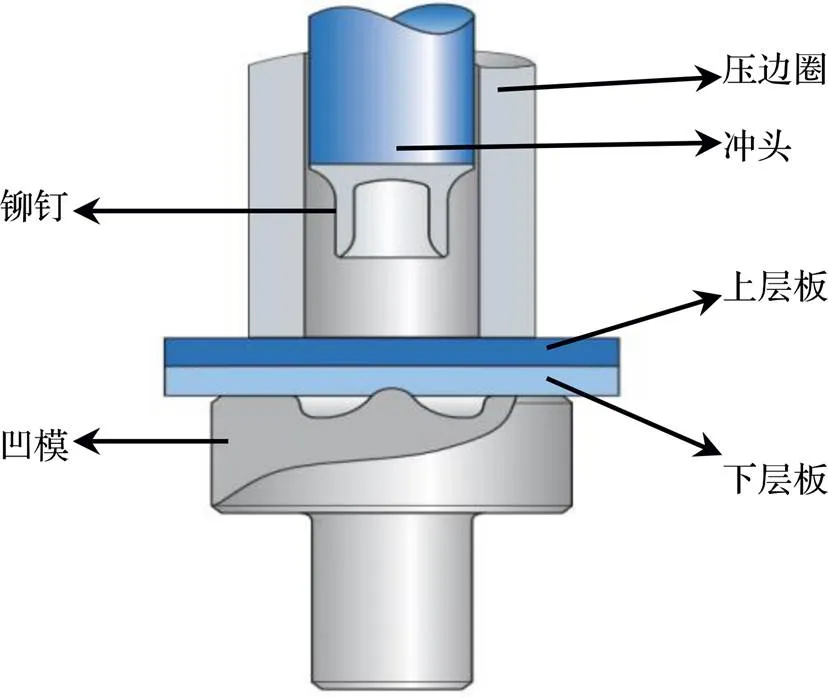
图1 SPR工艺过程初始状态图
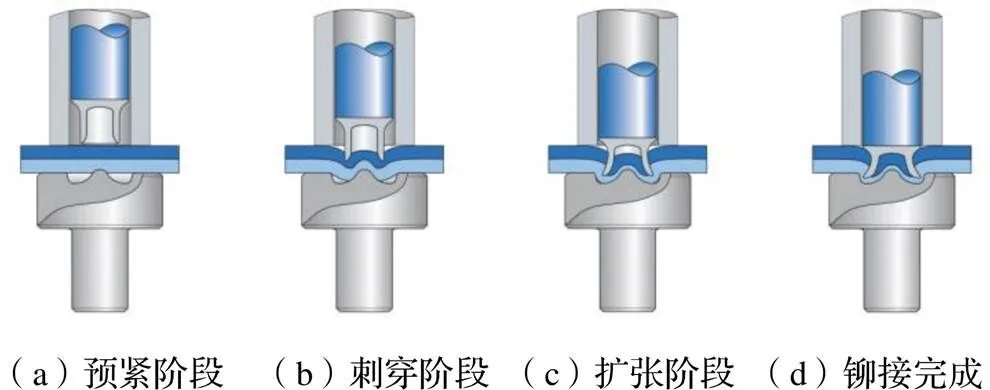
图2 SPR工艺成形过程
(1)预紧阶段
冲头开始向下运动,压边圈和铆钉在冲头垂直驱动力下对板料施加预紧力,如图2(a)所示。
(2)刺穿阶段
铆钉在冲头的作用下刺入上层板料,并使上层板料完全断裂,与此同时下层板料在凹模内发生塑性变形,如图2(b)所示。
(3)扩张阶段
铆钉刺穿上层板料之后在下层板料中腿部向两侧张开与并带动下层板料一起发生塑性变形,如图2(c)所示。
(4)铆接完成
铆钉与下层板继续在凹模的容腔内发生塑性变形并完成自锁,冲头开始回弹,如图2(d)所示。
1.2 功能需求
自冲铆接工艺数据共享平台主要实现以下功能需求:用户权限管理,自冲铆接零部件与工艺参数的选用以及接头质量的检测,相关检测方法的查阅。
在权限管理方面,能够实现以下功能:
(1)数据库用户通过个人账号能够登陆数据库系统,并对用户信息进行修改和管理。
(2)通过用户账号与角色之间的多对多的关系,实现对用户的权限管理功能,即不同角色的用户拥有不同功能的使用权限。
(3)实现不同机构对其公司人员信息的集中管理和机构对其公司人员权限分配等功能。
在自冲铆接材料选用和质量检测方面,能够实现以下功能:
(1)根据各零部件工艺参数的要求,实现对零部件的选用,例如对铆钉长度、直径或者强度的要求选用不同型号的铆钉。
(2)根据场景所需的接头强度要求选用不同的接头工艺参数,接头工艺参数包括:三层板材料的工艺参数、铆钉型号及其工艺参数、试验设备型号及参数、凹模型号等。后台存储优化结果,可以根据接头质量和强度要求进行工艺参数的选型。
(3)根据特征参数窗口法实现针对铆接接头的无损检测。
(4)查阅自冲铆接相关的标准与法规。
此款数据库管理系统是可供汽车车身材料生产全过程使用的材料生产应用数据库共享平台。应用过程如图3所示。

图3 自冲铆接工艺数据共享平台
2 数据库功能设计
本平台主要设计了权限管理模块、零部件选材、工艺数据选材和接头质量特征窗口检测功能。数据库功能设计之间的关系如图4所示,在用户进行登录之后可根据需要直接选择满足其需求的接头工艺参数;若用户想自行设计试验可选用数据库现存的零部件然后利用试验设计功能完成试验,获得最佳工艺参数;若数据库中不存在用户所需的材料可将材料进行上传。在获得接头之后可以将接头的位移-力曲线上传利用特征窗口的公差带对接头的成形质量进行检测。
图5为各单位的权限管理示意图,材料企业、零部件厂和整车企业可在各自的权限范围能对信息进行编辑和修改,由科研单位作为统一管理者经审核后通过各单位操作的信息。
2.1 权限管理功能
本软件采用Spring Security框架作为安全登录的框架,在第一次登陆时需要输入验证码和进行权限认证,通过权限认证后在指定的时间内浏览本软件的所有网页均可放行;若没有经过权限认证就直接访问软件内部网页则会被拦截并跳转到登陆页面进行登陆验证。图6为软件的登陆页面。
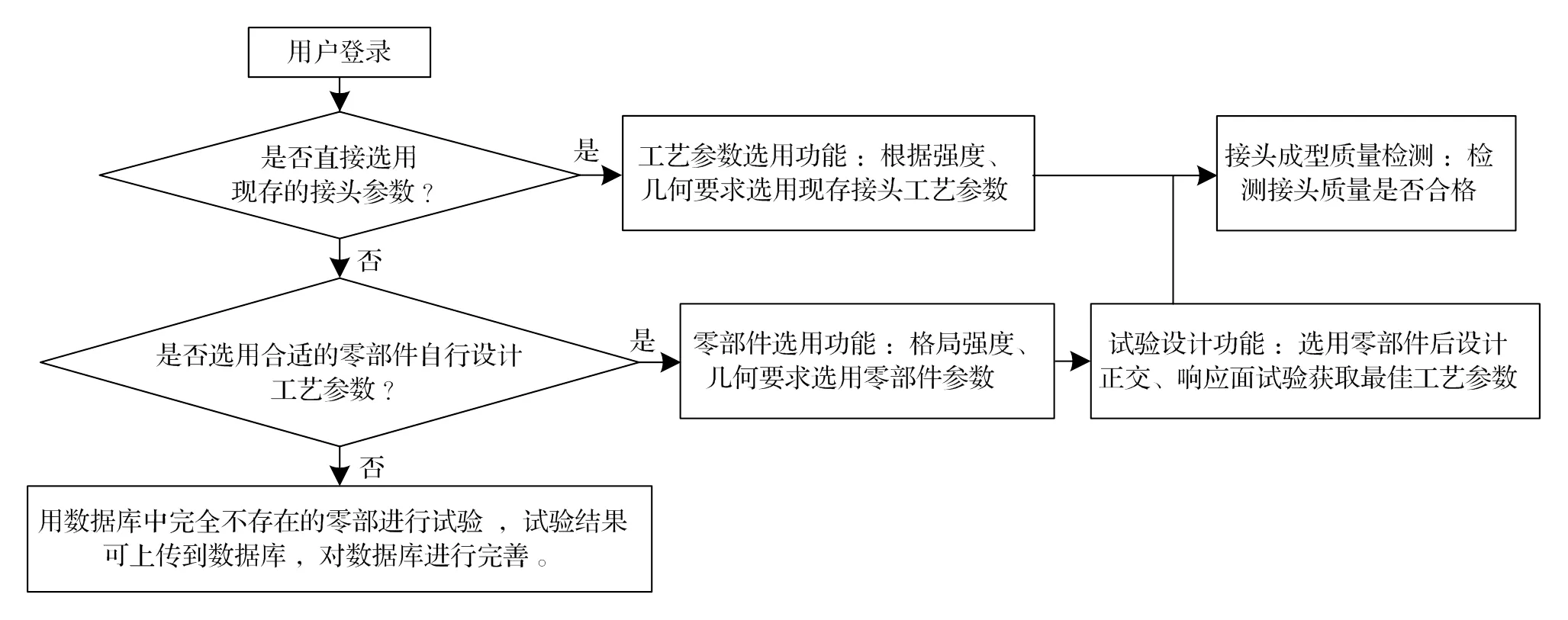
图4 数据库功能设计
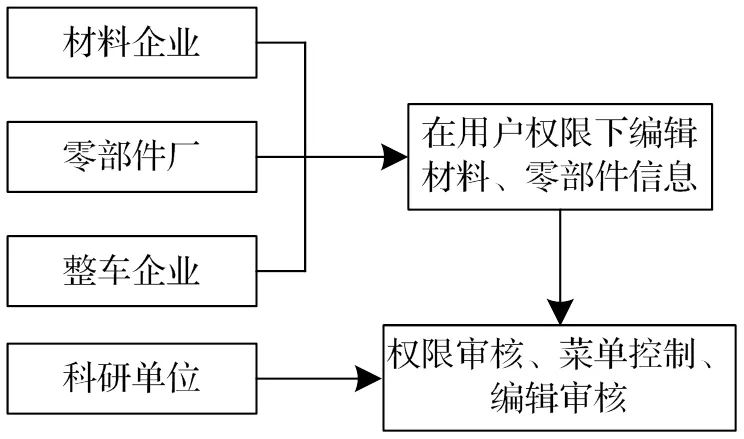
图5 权限管理示意图
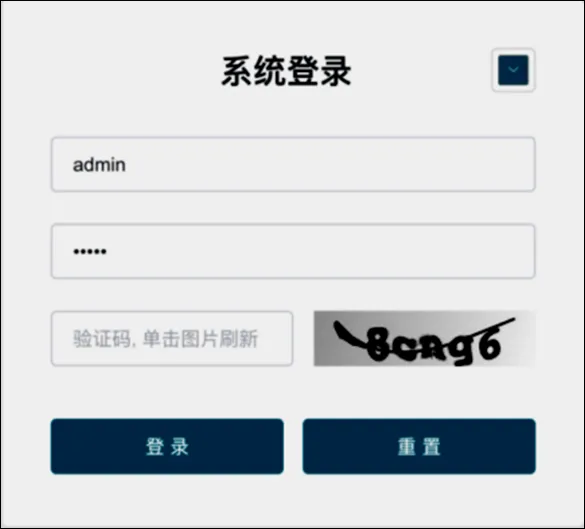
图6 软件登录界面
管理员通过权限管理功能设置之后数据库的主页面如图7所示,可以对本系统的用户信息、角色权限管理和系统配置等进行设置。
2.2 法规与标准文件检索功能
如图8所示,数据库中存在包括环保法规标准,材料性能标准,材料检测标准在内的三种类型的标准文件,在需要查阅相关法规与标准文件时,可以通过对标准文件的类型、标准号和标准名称的模糊搜索检索所需要的标准文件。对检索出的标准文件可以进行预览、编辑、删除以及批量删除工作。
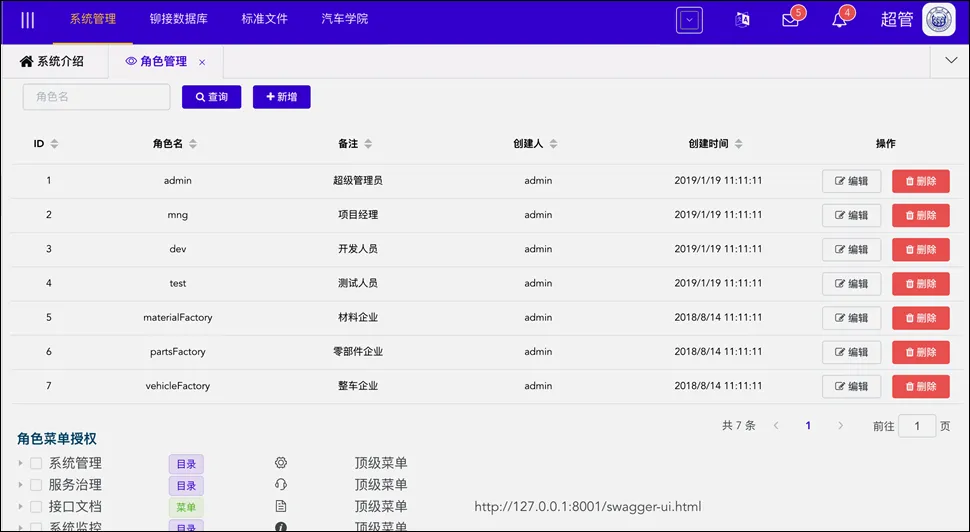
图7 管理员登陆后主页面
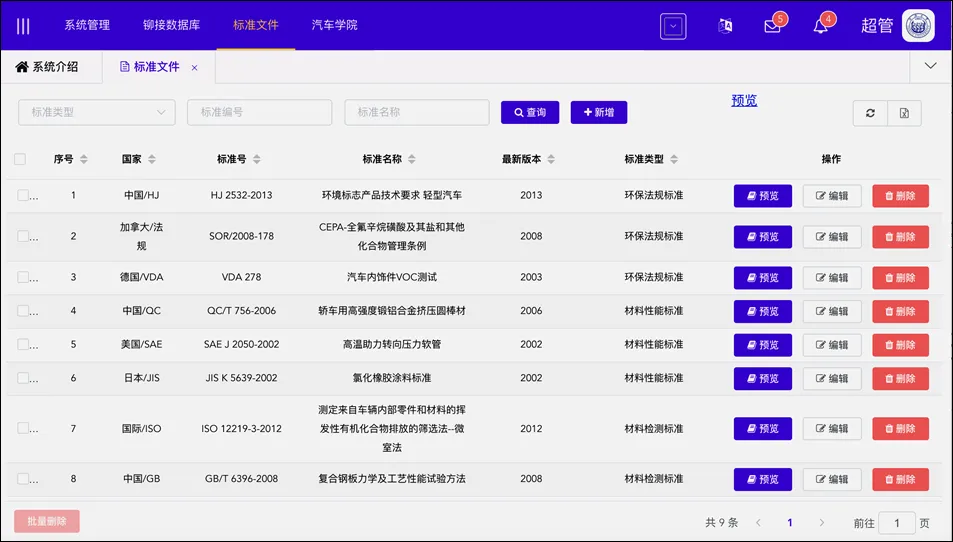
图8 标准文件显示页面
管理员可以通过编辑功能对数据库已经存在的文件信息进行编辑,包括对文件新版本的更新上传。用户可以通过如图9所示的新增页面上传数据库中还未存在的标准与法规文件,管理员通过对用户上传的文件进行审核,审核通过后可以在数据库中被检索。
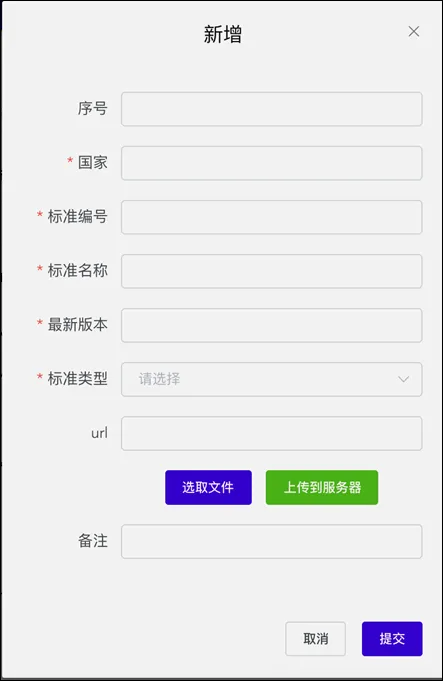
图9 新增标准文件页面
2.3 零部件选用功能
在自冲铆接工艺试验过程中,需要选择合适的零部件进行试验。但是零部件的参数没有参考标准,只能通过网上购买或者试验等方法得出。本数据库提供零部件工艺参数及性能检索功能。
整车厂的用户在对车身零部件进行设计时需要对所用材料进行选材,如图10所示。

图10 材料查询功能
可根据材料的名称、牌号、分类以及泊松比、弹性模量、抗拉强度、屈服强度、疲劳强度和布氏硬度的范围进行材料的筛选查找。在没有查找条件的情况下默认显示所有材料。对于材料生厂商,可以根据自身所生产材料的工艺参数和性能对数据库中的材料进行增加、编辑和删除。以供其他用户可以即使的选材。
能够生产自冲铆钉的厂商根据所生产的铆钉性能上传铆钉参数,上传之后,其他用户可以根据试验情况对铆钉进行选用,如图11所示,可以根据铆钉的名称、类型、所用材料和公称长度、铆钉头部直径、铆钉腿部外径和内径的范围进行铆钉的筛选查找,默认显示全部铆钉数据,同时对厂商提供新增、编辑和删除功能。

图11 铆钉增删改查页面
能够生产板材、凹模、拉伸设备或者铆接设备的厂商上传其产品的工艺参数和性能,提供给整车厂进行选用。零部件提供如图12~图14所示的板料查询、凹模查询和试验设备的全部查询与条件查询功能,并支持零件的新增、批量删除以及修改。
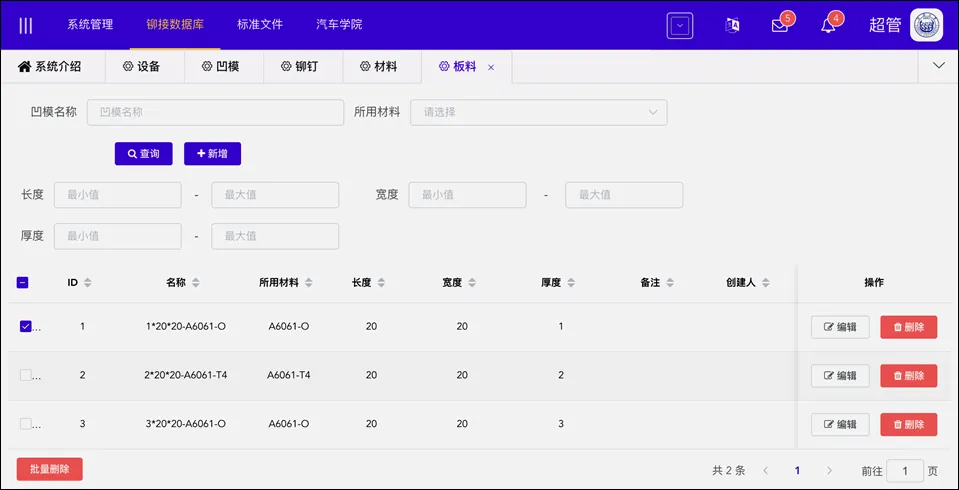
图12 板料增删改查页面

图13 凹模增删改查页面

图14 试验设备增删改查页面
2.4 试验设计与工艺参数选用
在数据库中有用户所需要的材料和工艺参数时,用户可根据需要直接选用相关参数;若没有这些参数,用户可以通过SPR工艺常用的两种试验设计方法:正交试验设计、响应面试验设计自主设计相关试验并进行试验分析后得出合适的工艺参数,还可以将工艺参数上传至数据库中以供后续研究人员参考。
如图15和图16所示,为正交试验表和响应面中心试验表设计功能,可根据因子个数和水平数设计符合标准的试验表。

图15 正交试验设计表
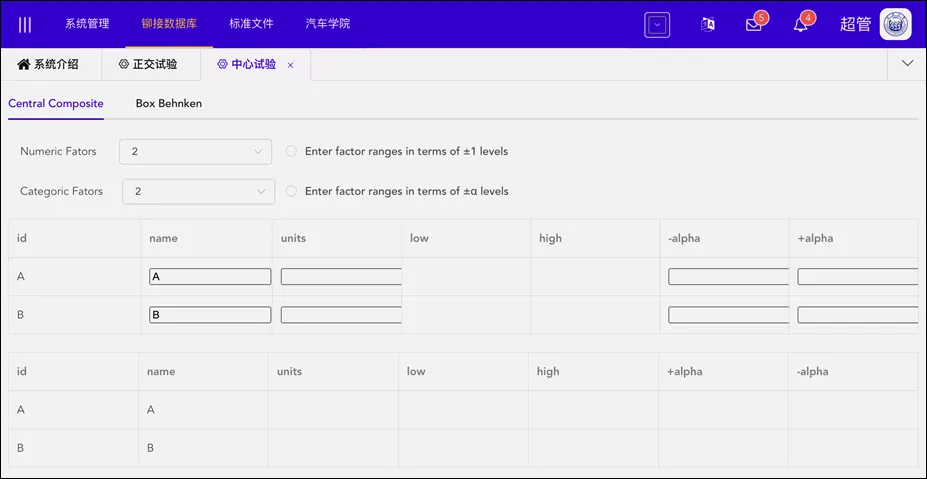
图16 响应面试验设计表
自冲铆接试验完成之后获得接头以及接头性能、试验过程工艺参数。接头性能包括位移-力曲线、抗拉强度、剪切强度、自锁量、最小底部厚度,过程工艺参数包括冲头速度、所用零部件编号、总厚度、总层数。通过接头的新增功能可将本次试验所获接头的参数上传。合格接头的位移-力曲线是在线质量检测的基础。
2.5 接头质量特征窗口
将接头的参数上传后,可以在质量检测窗口中选用已经存在的位移-力曲线,并且选用相同参数下的接头位移-力曲线。所有选中接头的位移-力曲线将会绘制在质量特征窗口中。如图17所示为数据库中的质量检测窗口,可多选数据库中的现存的接头参数,所选接头的位移-力曲线都将绘制在如图18所示的窗口中。可以通过位移-力曲线是否在公差带内来判断接头的成形质量是否合格。如图17中的8 mm-2模型明显不在公差带内,可知该模型发生了铆接失效。
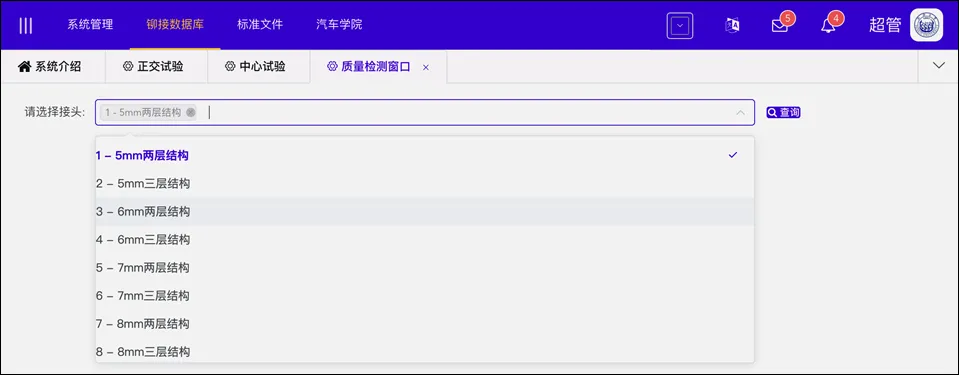
图17 质量检测接头多选窗口
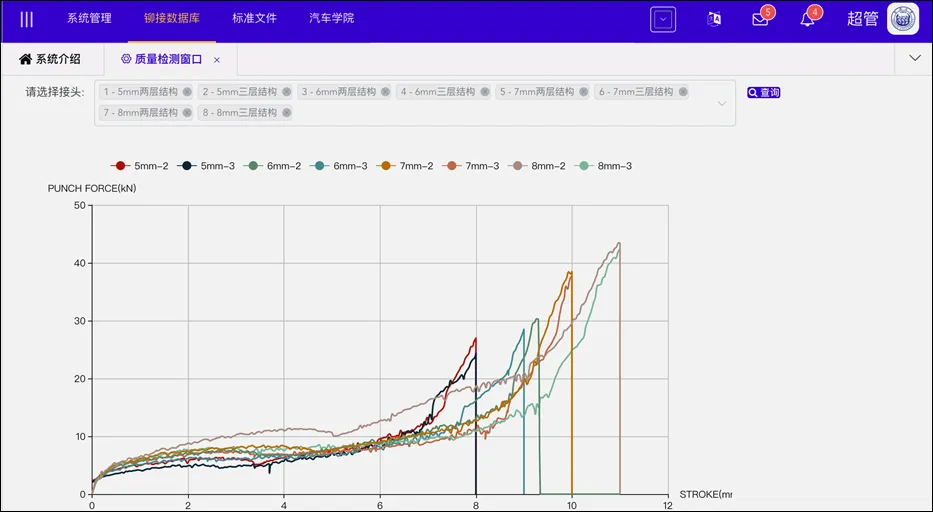
图18 位移-力特征窗口
此种方法可以作为在线检测的基础,当合格接头的位移-力曲线公差带存在于数据库中之后,通过铆接设备上的位移传感器、力传感器可以实时获得自冲铆接过程的位移-力曲线,将实时获得曲线通过软件接口绘制在特征窗口中,如果有超出公差带的曲线出现,数据库可以通过发出警报的方式来提示用户此次自冲铆接试验的成形质量不合格。
3 结论
针对自冲铆接工艺参数多,研究范围广和应用性强等特点,设计开发了一款可供材料厂商、零部件厂商、整车厂和科研单位在研究自冲铆接工艺全过程时可使用的数据共享平台,利用MySQL作为底层数据库,后端运用JAVA语言搭建SpringBoot三层微服务架构,前端利用HTML+CSS+JS语言结合VUE框架搭建了数据库人员、系统、用户管理和数据管理的综合性数据平台。该数据平台可实现的功能如下:
(1)权限管理:不同用户赋予不同角色,不同角色所持有的权限不同,对应角色在其权限内进行操作;超级管理员可以对人员的权限进行管理,修改系统的初始配置和对系统菜单、功能进行修改。
(2)法规与标准文件检索:在数据库中存储了环保法规标准、材料性能标准和材料检测标准文件,可供全生产过程的相关文件查阅。并赋予用户上传和修改标准文件信息的权限,管理员对用户上传和修改的文件信息进行审核通过。
(3)零部件选用:铆接零部件铆钉、板料、设备的全部查询和条件查询,并提供了批量删除、修改和新增功能。自冲铆接常用材料以及汽车车身常用材料的工艺参数的查询。
(4)试验设计与工艺参数选用:对自冲铆接工艺过程常用的试验设计方法可在数据库中设计试验并下载试验方案,根据试验方案完成试验。可将成形质量合格的接头参数上传到数据库中。
(5)质量检测:根据合格接头的位移-力曲线公差带对接头质量进行检测,并提供可扩展为在线检测的软件接口。
[1]钟丽慧,孔淑华,高荣波,等. 无铆钉冲连质量检验及其影响因素[J]. 电焊机,2018(6):37-44+54..
[2]Li Dezhi. Influence of local surface texture by tool impression on the self-piercing riveting process and the static lap shear strength[J]. Journal of Manufacturing Processes,2017(29):298-309.
[3]Sartisson V,Meschut G. Self-locking self-pierce riveting: a new self-pierce riveting technology for multi-material applications in lightweight car body structures[J]. Welding in the World,2017,61(5):1049-1056.
[4]John Sprovieri. Advances in Self-Piercing Riveting[J]. Assembly,2018,61(9):42-45.
[5]张赛,孟宪明,吴昊,等. 材料数据库系统在车身设计选材中的应用研究[J]. 新技术新工艺,2018(2):59-63.
[6]张鸿羽,余敏,丁腾飞,等. 不同材质航空用沉头铆钉装配数值模拟[J]. 机械,2019,46(8):32-37.
[7]邓聪,何晓聪,张先炼,等. TA1钛合金自冲铆接与点焊连接抗拉剪性能的对比[J]. 热加工工艺,2017(7):43-46.
[8]Westgate S A,Doo R,Liebrecht F,et al. The Development of Lightweight Self-Piercing Riveting Equipment[C]. SAE 2001 World Congress. 2001.
[9]刘瑞军,于胜武,朱翠娟,等. 自冲铆接工艺参数权重分析[J].汽车技术,2007(7):49-51.
[10]张学奇,董万鹏. 半空心铆钉自冲铆接的研究进展[J]. 热加工工艺,2016(9):5-8.
[11]邰加琪,邢保英,何晓聪,等. 连接形式与基板厚度对自冲铆接头静力学性能的影响[J]. 热加工工艺,2017(13):41-44
[12]刘洋,何晓聪,邢保英,等. 基于灰色理论和神经网络的自冲铆接头力学性能预测[J]. 塑性工程学报,2017,24(4):71-76.
[13]黄舒彦. 自冲铆接质量无损监测技术进展[J]. 机电技术,2017(6):94-96.
[14]Zhiqiang Xie,Weiming Yan,Cheng Yu,et al. Improved shear strength design of cold-formed steel connection with single self-piercing rivet[J]. Thin-Walled Structures,2018(131):708-717.
[15]杜爱民,陈垚伊,朱忠攀,等. 自冲铆接工艺参数对接头性能影响的研究[J]. 新技术新工艺,2020(4):1-7.
[16]赵新华,姬琳辉,孟宪明,等. 半空心铆钉自冲铆接的研究进展[J]. 新技术新工艺,2019(10):1-6.
Design of Database Sharing Platform for Self-Piercing Riveting Technology for Multi-Unit Cooperation
DU Aimin1,CHEN Yaoyi1,DING Hongjun1,MENG Xianming2,WU Hao2
(1.School of Automotive Studies, Tongji University, Shanghai 201804, China; 2.China Automotive Technology&Research Center Co., Ltd., Tianjing 300300, China )
Self-piercing riveting technology is one of the important methods of aluminum alloy connection. By studying the production process of self-piercing riveting, this paper finds out that there are many research objects in the production of self-piercing riveting process information, but the research information update has barriers and other defects. In order to solve the defect, a data sharing platform that can be used in the whole process of self-piercing riveting process is designed and developed. The platform adopts the front-end and back-end separation technology. On the basis of the B/S architecture, the back-end uses the SpringBoot development framework, and the front-end uses the Vue development framework. This platform is accessible to material manufacturers, component manufacturers, automakers and research units. It provides the functions of self-piercing riveting related regulations and standard document retrieval, parts selection, experimental design process parameter selection, and non-destructive testing of the quality of formed joints, which improves the research and development rate of the self-piercing riveting technology.
self-piercing riveting;data sharing;process parameters;quality inspection;B/S
TG938
A
10.3969/j.issn.1006-0316.2021.06.007
1006-0316 (2021) 06-0041-07
2021-03-09
国家重点研发计划(2017YFB1303501)
杜爱民(1971-),男,山东菏泽人,博士后,副教授、博士生导师,主要研究方向为混合动力汽车、全铝车身,E-mail:nicky_cyy@163.com;陈垚伊(1996-),女,重庆人,硕士研究生,主要研究方向为全铝车身。



