张选顺 侯琪琛 杨 刚 马 敬 陈映衡 李 迪
(红塔烟草(集团)有限责任公司玉溪卷烟厂,云南 玉溪 653100)
目前产品的市场竞争越来越激烈, 卷烟产品市场同样如此,消费者对卷烟产品的感官品吸和内在品质要求越来越高, 质量已成为企业追求利润的主题。薄板烘丝机是烟草制丝生产线中的关键设备之一,它是一种蒸汽加热的滚筒薄板式烘丝机,采用传导-对流干燥的综合方式,使叶丝通过与筒内的热风、筒壁及抄板的有效接触对烟丝进行快速干燥定型,增加烟丝卷曲度、弹性和填充值,提高烟丝品质和吸味,达到烘丝工艺所要求的含水率[1]。薄板烘丝机在生产过程中,由于料头开始时电子秤上流量较少,而烘丝机的热风温度、筒壁温度均已预热到正常的生产温度,会将烟丝烘干,出口含水率远远低于工艺标准设定值,进而导致卷制工序造碎率大大提高,原材料消耗增大,对烟支的感官品吸质量具有重大影响。
本文为有效、准确控制烘丝过程中的干头烟丝量,研制了干头自动攒料装置, 通过在NH13 型烘丝机入口振槽上增设自动攒料装置,同时在烘丝机控制程序中设计相对应的功能块,实现了干头烟丝量的自动攒料控制。
1 干头烟丝产生原因及分析
在薄板烘丝机正常生产过程中,《卷烟工艺规范》规定薄板烘丝机批次干头重量应小于批次重量的0.6%[2]。车间生产线投料量为1000 Kg 批,因此每批次干头干尾质量应不超过6Kg,对车间生产正常批次进行随机取样,取20 批干头烟丝称量结果统计见表1, 平均每批次干头干尾质量为6.85 Kg, 占投料量的0.685%。
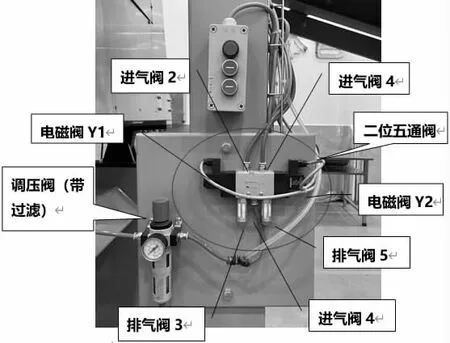
图3 气动控制线路图
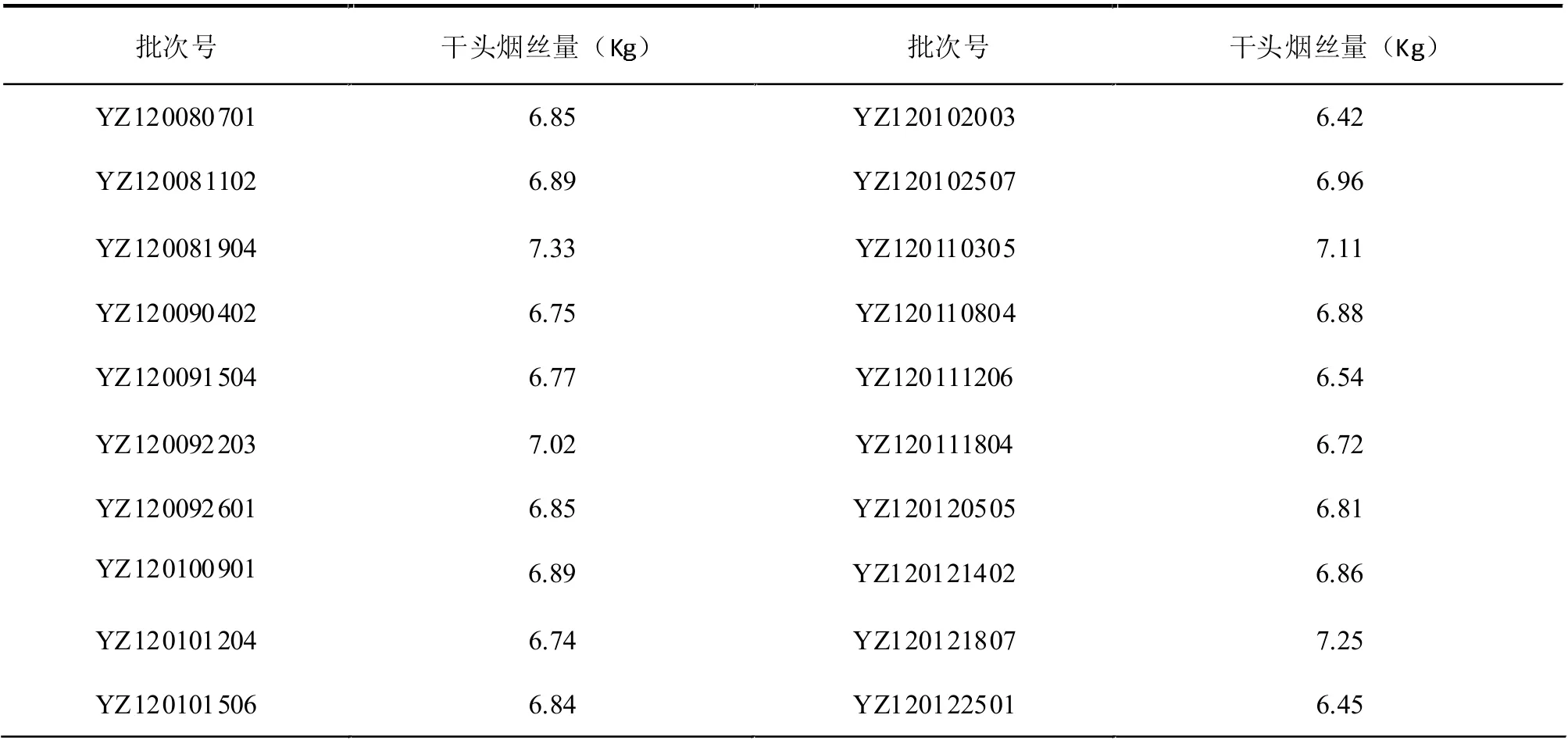
表1 目前生产干头烟丝量统计表
由表1 可知,目前生产批次的干头烟丝量均大于《卷烟工艺规范》规定的值6Kg,因此目前的生产工艺和设备控制无法达到工艺要求。NH13 型烘丝机在料头阶段产生干头原因主要是由于料头阶段由于烟丝流量远远小于设定值,烘丝热风温度值、筒壁温度值等关键参数均已达到工艺标准设定值, 烟丝进入滚筒会造成烟丝加工过度,不能满足工艺考核要求,就会出现一定量的干头烟丝,在后续风送至烟丝卷制加工过程中出现造碎率大,影响成品烟支的质量、产量。
2 干头控制方案设计及实施
2.1 烘丝机入口振槽自动攒料装置设计及实施
通过对工艺控制相关参数分析, 由于工艺标准规定对控制参数(例如:热风温度、混合风门开度等)进入正常生产状态不允许修改,因此通过相关分析试验得出,增加料头烟丝的流量能够有效降低烟丝干头量。本车间采用的方案是在烘丝机入口振槽上设计一个干头自动攒料装置, 通过气缸控制的翻板活门装置进行攒料,并在槽体上增加收窄装置,防止烟丝从槽体边缘漏料,达到最佳攒料效果。
干头自动攒料装置气动控制原理原理图如图1,具体装置实施如图2-3, 从图1 可知压缩空气空过调压阀连接到二位五通阀上,用于控制气缸动作,进而控制活门开闭状态。
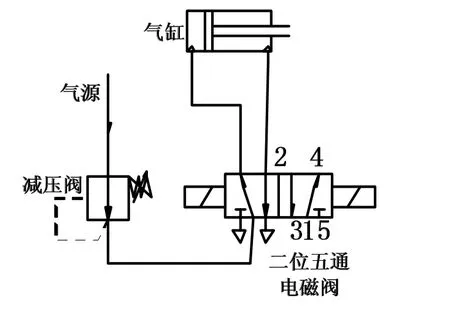
图1 干头自动攒料装置气动控制原理图

图2 翻板活门和槽体收窄装置设计安装图
2.2 PLC 控制程序设计
PLC 控制原理:当批次开始时,生产线正常运行,烘丝机预热达到正常设定值时等待烟丝进入滚筒内加工, 当烟丝到达烘丝机前的电子皮带秤时, 烟丝的流量信号就会产生一个上升沿送给PLC,PLC 模块检测到该信号后立即触发IEC 定时器T1 启动计时(T1 的设定时间为入口振槽持续攒料的设定时间)控制入口振槽进入自动攒料状态,当入口振槽攒料装置到达设定的攒料时间后通过双向电磁阀控制气缸打开, 烟丝进入烘丝机正常生产,程序设置有手动和自动模式两种功能,实现双重保护机制,其中在自动模式状态下入口攒料装置执行攒料功能,攒料的持续时间通过试验确定最佳值为13Kg,手动模式下通过操作工人手动开关活门实现攒料功能。
3 实际应用效果
3.1 干头烟丝量验证
按照以上方案在NH13 型薄板烘丝机入口振槽上加装干头烟丝量自动攒料装置后, 随机抽取20 批次干头烟丝量进行统计,见表2。
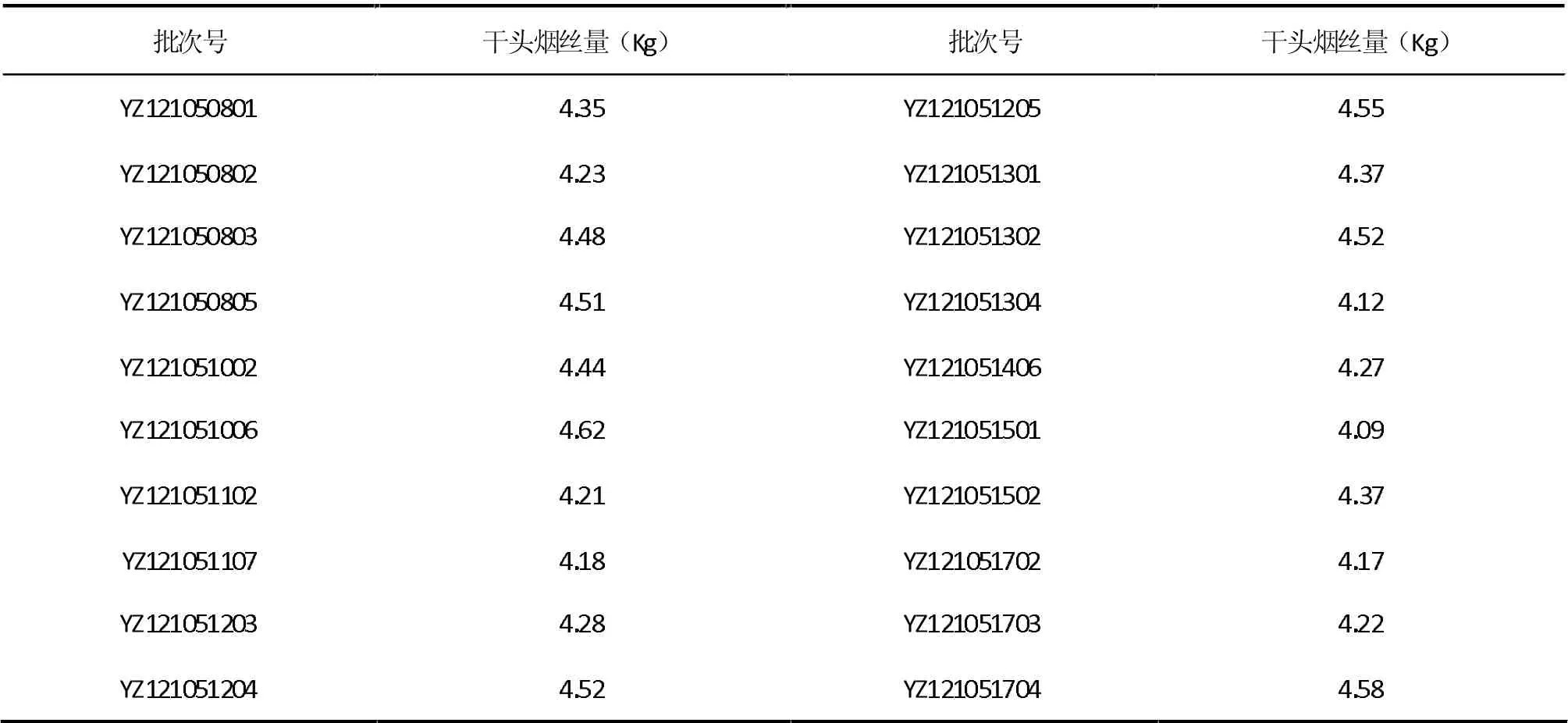
表2 改进后干头烟丝量统计表
由表2 可知, 批次干头烟丝量平均值由原来的6.85 Kg 降低到4.36 Kg,干头烟丝量下降36.3%,达到了较好的改进效果。
3.2 产生的经济效益
烟丝价格按所生产牌号平均价格计算,烟丝价格为123.5 元/Kg,干头烟丝需反掺加入到混合型牌号中,其烟丝价格为41.01元/Kg,按照日饱和生产6 批,2020 年生产按215 天计算,产生的最大效益计算如下:烟丝产出增加的收益=烟丝节约价格×干头节约量×批次×天数=(123.5-41.01)×(6.85-4.36)×6×215≈26.4 万元。从以上分析可知,年烟丝产出增加的效益约为26.4 万元,具有较大的经济效益,降低了企业的成本。
4 结论
本设计分析了NH13 型薄板烘丝机干头烟丝产生的原因,提出方案在烘丝机入口振槽上设计了烟丝自动攒料装置。实际运行结果表明,该系统运行稳定可靠,干头烟丝量明显减少,降低了烟丝的造碎率,减少了原材料的消耗,提高了烟丝利用率和产品质量,达到了设备改进的预期效果,在烟草行业制丝线具有较大的推广价值。



