张玲玲 蒋纪新 刘智宇
摘 要:工业纯钛棒材在航空、航天、舰船、核能、军工等高科技领域,均具有广泛的用途。文章借助一条专用于轧制钛及钛合金棒线材的新型热连轧生产线,通过工艺探索,优化?椎73mm大规格纯钛棒材的热连轧生产工艺,并选取适宜的棒材成品热处理制度,获得满足技术条件GB/T13810-2007、ISO5832/2中均匀且5级以上晶粒度评级要求的成品棒材。
关键词:工业纯钛;热连轧;力学性能;显微组织
中图分类号:TG335 文献标志码:A 文章编号:2095-2945(2019)29-0106-03
Abstract: Industrial pure titanium rods have a wide range of applications in high-tech fields such as aviation, aerospace, naval ships, nuclear energy, and military industry. In this paper, a new type of hot continuous rolling production line for rolling titanium and titanium alloy rods is used to optimize the hot continuous rolling process of φ73mm high-specification pure titanium rods, and a suitable heat treatment system for finished rods is selected., so as to obtain finished rods that meet the technical conditions GB/T13810-2007, ISO 5832/2 uniform and grade 5 or above grain rating requirements.
Keywords: industrial pure titanium; hot rolling; mechanical properties; microtissue
前言
工业纯钛棒材在航空、航天、舰船、核电、医疗等高科技领域,均具有广泛的用途。由于金属晶粒越均匀、越细小,越有助于提高材料的强度和塑性等综合性能。因此大规格纯钛棒材制备过程中的显微组织和晶粒尺寸的控制,具有十分重要的作用。传统工艺主要采用250横列式轧机或精锻机生产的纯钛棒材,因受设备能力及生产工艺的限制,不能实现晶粒尺寸的进一步细化。
本文主要研究通过一种新型热连轧生产线,探索优化φ73mm纯钛棒材的热连轧生产工艺,并选取适宜的棒材成品热处理制度,获得满足技术条件GB/T13810-2007、ISO 5832/2中均匀且5级以上晶粒度评级要求的成品棒材。
1 试验
实验所采用的材料是宝钛集团生产的两次真空熔炼铸锭,又经3150吨锻造机锻制成φ150mm棒坯。然后进行一火800℃/90min箱型孔型粗轧轧制至□82mm,分别以680℃/70min和800℃/70min制度进行在加热轧制至Ф73mm,最后分别经650℃/90min,AC、680℃/90min,AC热处理。通过分析轧制过程组织演变规律,获得最佳的Ф73mm大规格纯钛棒材的生产工艺方案。轧制方案如表1所示。
2 结果分析与讨论
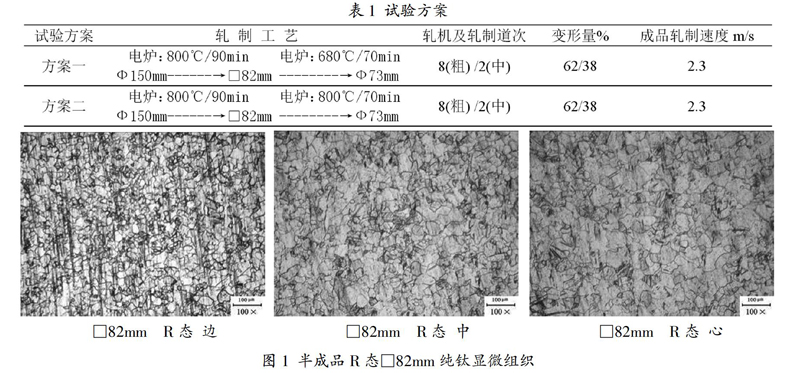
2.1 □82mm半成品显微组织
经8道次粗轧后的□82mm半成品R态,纯钛显微组织如图1所示。
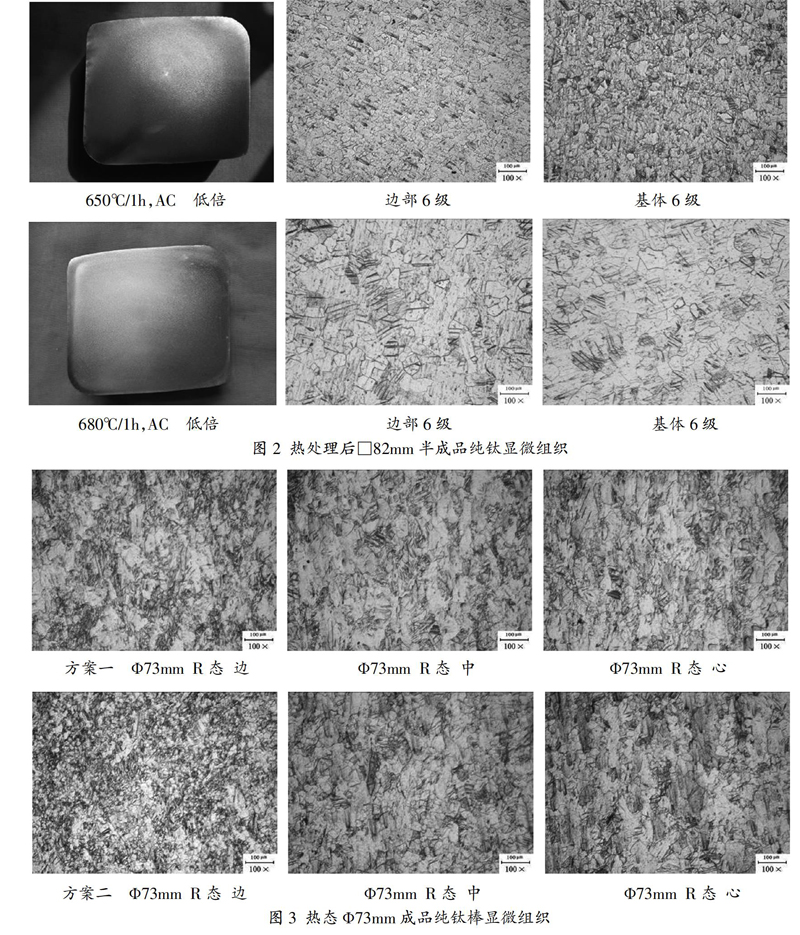
经650℃/1h、680℃/1h热处理后□82mm半成品显微组织如图2所示。
通过对图1、图2观察,可以看出采用8道次热连轧后的热态半成品边部破碎充分,晶粒细化明显,中部至心部晶粒尺寸逐渐粗化。分别经650℃/1h和 680℃/1h热处理后晶粒度评级均达到6级。但680℃处理后的棒材晶粒更为粗大。
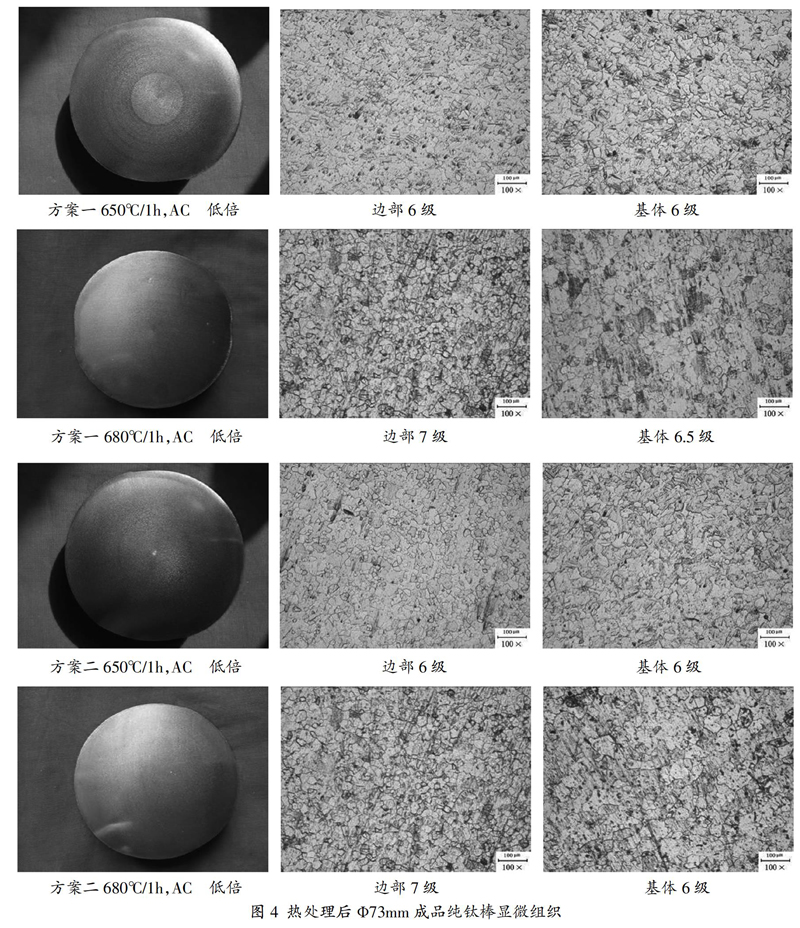
2.2 Ф73mm成品显微组织
经2道次粗轧后的Ф73mm成品纯钛棒R钛显微组织如图3所示。
经650℃/1h、680℃/1h热处理后Ф73mm成品纯钛棒显微组织如图4所示。
通过对图3、图4观察,可以看出采用2道次热连轧后的热态Ф73mm棒材显微组织从边部到心部均得到一定程度的破碎,但是方案二生产的棒材边部组织明显比方案一生产的棒材更为细小,这是由于加热温度过高,材料软化更加明显,在材料变形量不是特别大的轻卡下,变形主要集中在材料的边部所致。
经过650℃/1h和 680℃/1h热处理后可以看出,不同工艺下的纯钛棒材组织均发生充分的再结晶行为。但经680℃/1h热处理后的棒材显微组织比650℃/1h热处理后的棒材显微组织更为细小,同时方案一生产的棒材心部显微组织比方案二生产的棒材心部显微组织更为细小。
3 结论
(1)一火800℃轧制到□82mm方,经650℃和680℃热处理后试样边部与基体晶粒均匀一致,晶粒度5~6级。
(2)二火分别采用680℃和800℃轧制到Ф73mm,试样经650℃热处理后,试样边部与基体晶粒均匀一致,晶粒度均为6级。经680℃热处理后,两种温度轧制获得的棒材基体区晶粒大小基本一致,相差不大,分别为6.5级、6级,但边部均出现一圈细小晶粒区,晶粒度可以达到7级。
参考文献:
[1]黄张洪,曲恒磊,邓超,等.航空用钛及钛合金的发展及应用[J].材料导报,2011,25(1):102-107.
[2]颜鸣皋,刘伯操,吴世平,等.中国航空材料手册(2版)[M].北京:中国标准出版社,2002.
[3]张翥,王群骄,莫畏.钛的金属学和热处理[M].北京:冶金工业出版社,2009.
[4]E.A鲍利索娃,等.钛合金金相学[M].北京:国防工业出版社,1986:370-384.



