黄志强,刘召杰
(无锡职业技术学院,江苏 无锡 214121)
智能制造工程离散行业自动化生产线工作流程主要有主件供料、次品分拣、旋转物料、方向调转、产品组装及产品分拣等一系列步骤,实现把主料件(开关基座)、辅料件1(推杆及弹簧垫片的组合体)及辅料件2(顶丝)装配为合格的直动式限位开关,如图1所示,并依据该产品的种类进行分拣的功能。由于原系统的每一个工作站都是独立存在的,所以当同时有多个物料进入工作站时,将会影响系统的运行效率和稳定性,因此需对控制系统进行改进。

图1 生产流程设备图
利用工业物联网智能网关,设计并实施生产线工作站边缘计算解决方案,实现数据共享。实现关键数据的动态监视、云端数据传输与获取等功能。
1 系统部分
1.1 西门子S7-1200控制器
本设备控制器采用西门子引领小型化系统的最新产品S7-1200。西门子S7-1200控制器使用灵活、功能强大、可靠性高和抗干扰能力强,可用于控制各种各样的设备以满足自动化需求。S7-1200具备设计紧凑、组态灵活的强大功能,在各种小中型化工业生产设备中应用,能够通过以太网与物联网网关通信,且价格比S7-300/400低。如图2所示。

图2 西门子S7-1200控制器
1.2 工业物联网智能网关10T2050
利用工业物联网智能网关10T2050和Node-RED与腾讯云平台连接设计并实施生产线工作站边缘计算解决方案,实现数据共享。实现关键数据的动态监视、云端数据传输与获取等功能需求分析工业云平台,针对工业现场完成并实现生产线信息化,通过MQTT协议将工业现场设备与云服务器相连,采集、传输现场设备数据到云端,从而可以及时地监控、分析和处理数据,提高工业生产效率。针对次品分拣站的工业现场,工业云平台能够实时将现场检测信号和现场设备运行状态及过程中采集到的物料高度及生产情况进行分析和处理。如图3所示。

图3 西门子智能网关IOT2050
1.3 系统搭建
智能网关、各类客户端等,相互之间依靠MQTT协议进行数据传输。10T智能网关采集PLC(可编程逻辑控制器)为实现生产线信息化需要搭建一个工业云平台,其中包括云服务器、现场各类型设备和10T2050的数据,主动发送到已配置好的腾讯云服务器,10T智能网关也可以从腾讯云服务器中获取指令发送给PLC等现场设备:客户端可以通过MQTT协议向服务器订阅相关信息,也可以用HTML(超文本标记语言)网页或工业APP实时动态地显示出来。工业云平台的系统搭建如图4所示。
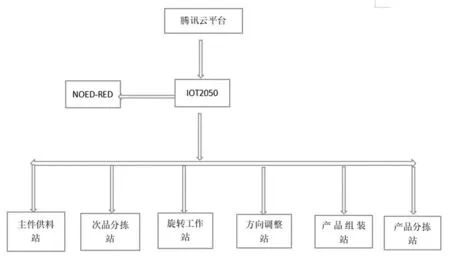
图4 智能网关搭建网络图
1.4 网络架构设计
此次工业生产流程主件供料站部分PLC采用西门子S7-1200引领小型自动化系统的产品西门子S7-12001214cdcdcdc;操作站与西门子S7-1200控制器之间采用以太网通信方式,控制器与仿真服务器之间采用以太网通信。如图5所示。

图5 网络连接拓扑图
2 控制系统设计
2.1 逻辑控制流程图
第一站逻辑控制流程图如图6所示。

图6 逻辑控制流程图
2.2 控制回路、控制算法流程图
控制回路及算法流程图如图7所示。

图7 控制回路及算法流程图
3 人机交互设计与实施
3.1 登陆界面
登录界面属于用户管理模块,为了生产和数据的安全,这些参数只能允许指定的账户登录,禁止没有得到授权的人对重要数据进行访问和操作,登录界面对不同用户进行区分并设置不同的访问级别,以保证生产和数据的安全。如图8所示,是人机界面的登录界面,需要登录用户名和密码来进行人机界面的操作功能。

图8 登录界面操作图
3.2 主界面
主界面用于切换各个界面,是管理员登录后的界面,方便管理员操作。如图9所示。

图9 主界面操作图
4 系统安全分析
4.1 生产模式切换保护
如果生产线需要切换模式,只有在拍下急停按钮后才可进行模式切换或选择。松开急停即可启动。
4.2 生产设备故障保护
生产线在生产运行过程中发生故障时会报警并会第一时间触发报警信号灯和报警器,并自动断开运行模式。
4.3 限位软件保护
生产线在运行过程中,生产线传送带的前后两端设有传感器开关,当电机接触到传感器,PLC通过程序检测到前后两端信号,就会立即停止电机。
4.4 限位硬件保护
在生产线传送带的前后两端设有限位开关,当电机触碰到限位时,立即停止向当前方向运行。
4.5 系统紧急停止
当发生突发情况时,按下急停按钮时,系统无论出于何种状态都应该立刻停止运动,停止并保持在当前状态。
4.6 系统短路保护
在生产设备生产工作中发生短路或过载时,空气断路器会瞬间自动跳闸,以防止任何意外事故的发生。
4.7 系统设备维护
系统由互联网实时上传到云端并监控系统当前的运行状态当发生故障时,腾讯云服务器会根据数据分析自动反馈维护建议,系统根据维护建议进行设备维护。
4.8 漏电危险
自动化设备若发生漏电现象,可能会使操作人员触电而受到伤害,为防止触电伤害,设备应定期检测线路,设备外壳接地,防止漏电。
4.9 工位与工位之间互锁与联动安全
设备中有电机、模式切换和工位等。当电机正反转时,应当实现互锁;当模式切换时,自动和单步需实现互锁。在工厂中,有可能出现人为的错误操作,比如当设备正在自动运行时,突然有人把开关打到单步运行挡。
4.1 0工业物联网与数据危险
随着工业物联网技术广泛应用,工业设备可以通过某种协议接入互联网,实现数据采集和信息交互。然而这种开放的网络化使得工控系统极容易受到入侵,被黑客修改工业设备参数,对工业环境造成破坏,比如造成停机、生产中断和人员安全等问题。
4.1 1系统误操作危险
在一些没有设置登录权限的人机交互界面中,任何人都可以通过WINCC(视窗控制中心)对系统参数进行修改,如设置界面参数被篡改,导致系统不稳定运行而崩溃。
5 结束语
目前全球化经济环境稳定,工业生产的企业中更应该使用行业最新的自动化设备,从而使企业具有更高的效率及生产质量,从而减少产品的可变性,降低生产过程中的成本及不必要的能源消耗,从而达到节能减排的绿色生产指标。低碳节能成为共识。本设计采用PLC为S7-1200控制器,其使用灵活、功能强大,可用于控制各种各样的设备以满足自动化需求。在各种小中型化工业生产设备中应用,且价格比S7-300/400低。PLC具有自行诊断、故障报警、体积小、重量轻和能耗低等优势,通过在面板上的各种指示便于操作人员检查调试,大大减少了工作人员的工作量,有助于提高中小型企业向智能制造方向转型。



