杨旭,颜浩
椭圆轴装配零件工艺设计与加工
杨旭,颜浩
(成都工贸职业技术学院,四川 成都 611731)
椭圆轴装配零件是数控车床常见的车削对象,此零件主要技术难度在于内外轴及螺纹配合和局部椭圆面车削加工,为解决内外螺纹配合要求、椭圆面车削,对零件进行合理加工工艺设计、确定装夹方案、选择刀具和切削用量,从而加工出合格零件,保证零件加工尺寸和质量,达到图样设计要求。
椭圆轴;配合零件;工艺设计
数控车床技能竞赛、高级工及以上实际操作考核项目大都以组合零件进行鉴定考核,主要考核学员对零件加工工艺设计、加工参数和刀具的选择与加工精度控制[1]。轴类组合零件也是数控车床生产中常见的加工对象,为了提高效率、保证加工质量,需要设计合理的加工工艺、装夹方案、优化走刀路线及切削用量。研究工艺与夹具设计,保证高效加工,具有实际意义[2]。组合零件还包括薄壁套零件,加工容易变形,导致产品合格率低[3-4]。为使零件很好的配合,需把尺寸精确控制在公差范围内,达到图样设计要求。
数控机床是为了解决复杂、精密、小批多变零件加工的自动化要求而产生,它可以完成像椭圆、双曲线、抛物线等规则形曲面无法通用机床加工或难保证加工质量的部分[5]。
1 零件工艺分析设计及装夹方式选择
1.1 零件工艺分析
如图1所示三件套组合零件,表面的形状由内外圆柱面、内外锥度面、槽、内外螺纹和椭圆组成,材料为45钢,毛坯为55 mm×240 mm棒料。零件形状相对复杂精度高,在通用机床上很难保证加工精度。零件带公差尺寸都在0.005 mm及以内,尺寸精度极高,表面粗糙度为3.2 μm。因公差值较小编程时不好处理,即取基本尺寸进行编程,尺寸标注完整,符合数控加工。根据实际情况,选择配备Siemens 801数控系统的CK6140卧式车床进行零件加工。按照基轴制的原则,先加工件1、再加工件2和件3。
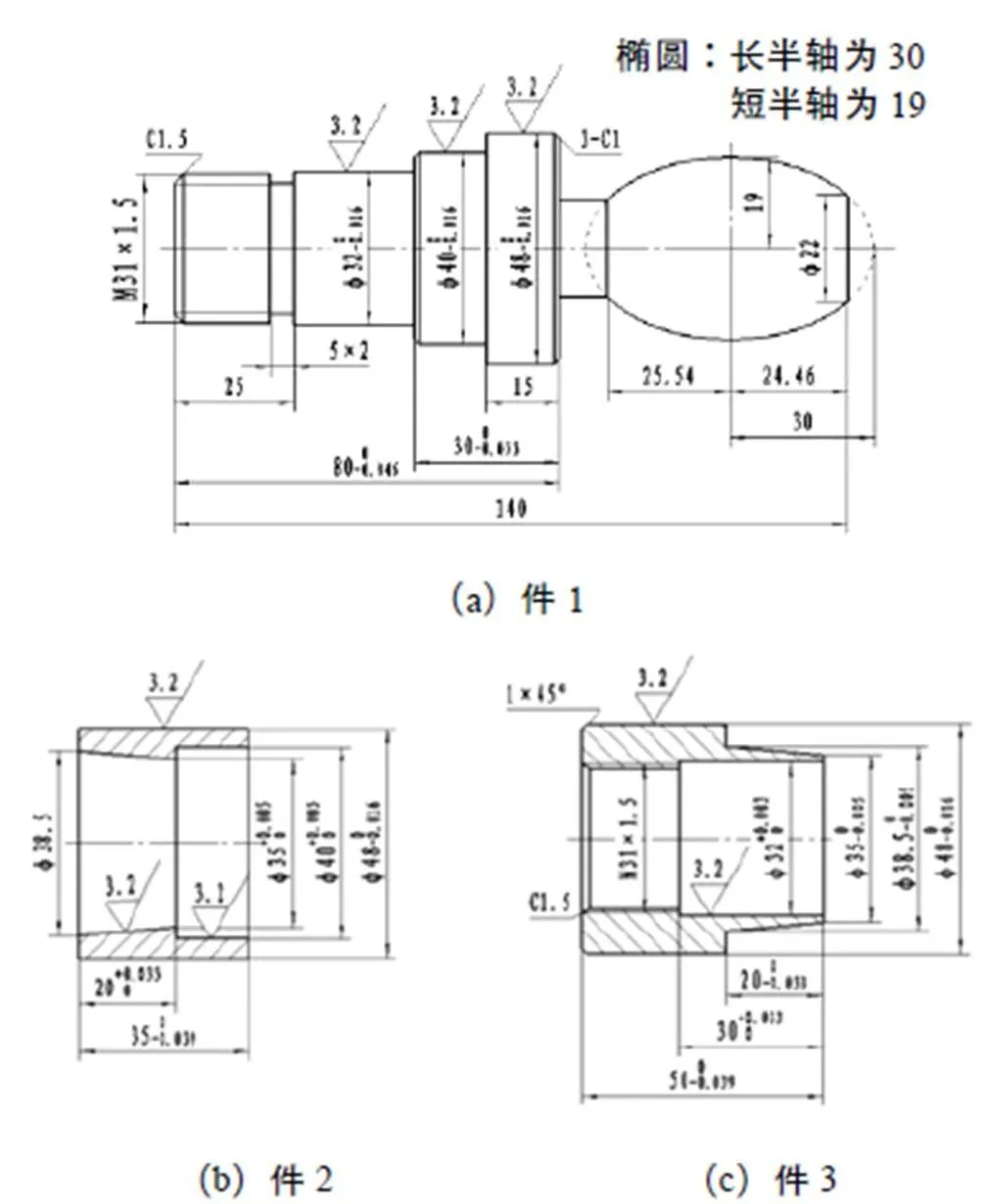
图1 三件组合零件图
件1左端加工:平端面→钻中心孔→夹右端椭圆部分支出100 mm→车削外圆48×85 mm,留0.5 mm余量→车削外圆40×65 mm,留0.5 mm余量→车削外圆32×50 mm,留0.5 mm余量→M31×1.5外圆→设置精车速度→倒角C1.5→精车外圆M31×1.5→精车外圆32×50 mm→倒角C1→精车外圆40×65 mm→精车48×85 mm的外圆→切槽5×2 mm→车外螺纹M31×1.5。
件1右端加工:平端面,控制总长度140 mm→夹持32表面→车削外圆40×60 mm→倒角C1→换用30°偏刀→车削椭圆。
件2加工:平右端面→钻孔→车台阶内孔→车外圆48→切断→夹48外圆→平左端面→车内锥度。
件3加工:平右端面→钻孔→车台阶内孔→车外圆48→车外锥度→切断→夹48外圆→平左端面→倒角C1、C1.5→车内螺纹。
1.2 装夹方式选择
件1车削时采用三爪自定心卡盘一夹一顶方式装夹。件2先采用一次性装夹把能车削的表面车削完,再用开口套夹48外圆车内锥度。件3采用一次性装夹把能车削的表面车削完,再用开口套夹48外圆车内螺纹。为保证已车工件外圆表面不被夹坏,且件2、件3都属于薄壁零件,所以为了防止变形,需要增加接触面积,使用自制开口套进行装夹,如图2所示。
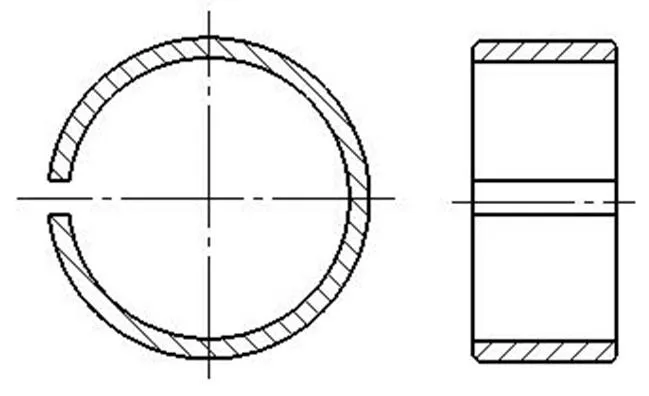
图2 开口套
2 刀具及切削用量确定
切削用量包括切削深度a、主轴转速和进给速度。结合零件实际加工情况利用数控车床的操作面板上各种倍率开关随时进行调整,实现切削用量合理配置。如表1所示。
3 零件加工关键技术及效果
3.1 关键技术
车削三角形内螺纹时内孔直径会缩小,所以车削内螺纹前的孔径要比内螺纹小径略大些,可采用下列近似公式计算:
塑性金属内螺纹底孔计算公式:
内螺纹牙深(直径值)计算公式:
内螺纹零件采用手工编程加工比自动编程生成的程序要简单的多[6]。因为内螺纹刀杆强度差,所以背吃刀量依次递减且比外螺纹要更小,不然很容易打刀。根据公式可以算出内螺纹加工深度为1.6 mm,吃刀深度依次为1 mm、0.4 mm、0.1 mm、0.05 mm、0.05 mm、0 mm。
椭圆表达有两种方式,即:
因图上椭圆只有长半轴和短半轴,所以用标准方程进行编程。此方程为平面的方程,转变成平面的方程和表达式分别为:
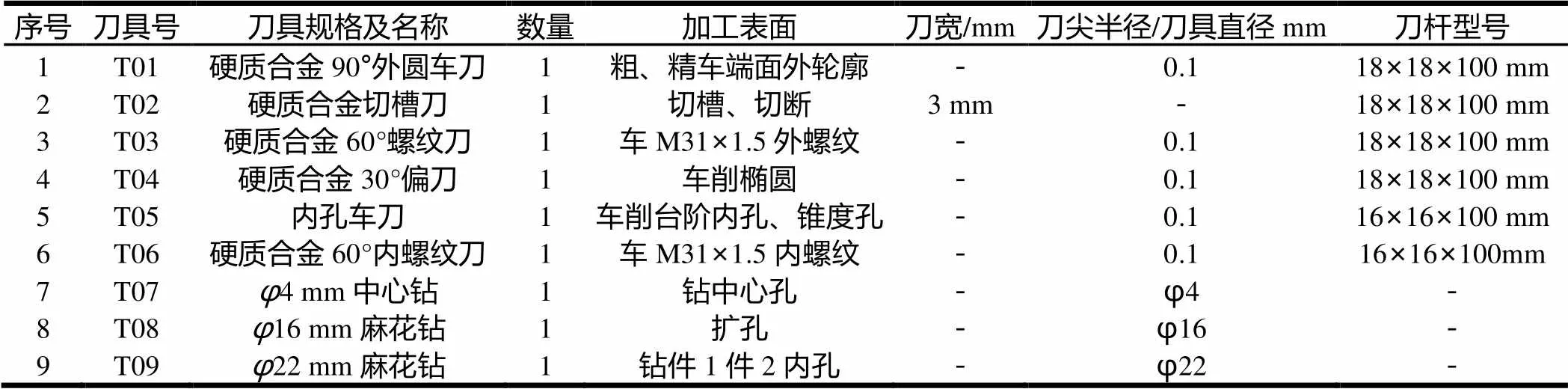
表1 数控加工刀具表
采用宏程序进行椭圆编程,车削出局部椭圆[7],椭圆余量采用同心圆思路进行切除,而不是一次性切除,降低刀具背吃刀量。走刀路线如图3所示。
采用宏程序进行椭圆编程加工,程序段少、结构简明、通用性强、易修改且逻辑性强。为加工制造不同规制曲线提供可靠的技术支持。不同椭圆的加工只需在程序中改变基本参数即可完成。
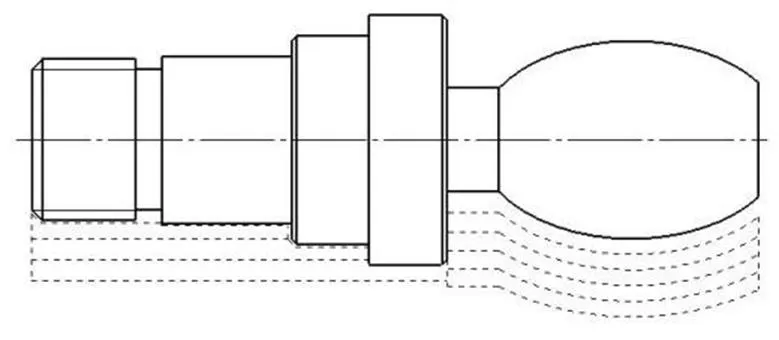
图3 走刀路线设计
3.2 零件加工结果
图4为椭圆轴三件组合零件实物图。选择合理的工艺,采用开口套装夹,减少工件变形小,表面质量无振动。通过检测零件全部尺寸达到图样尺寸和技术要求。

图4 椭圆轴三件组合零件图
[1]刘军. 数控车削深沟槽零件工艺设计与实践[J]. 机床与液压,2015,43(2):42-43.
[2]吴霞,周太平. 数控加工中的工艺与夹具设计若干问题探讨[J].煤矿机械,2010,31(2):96-98.
[3]商涛,曾熹. 薄壁套加工夹具的设计及应用[J]. 机械工程师,2015(12):279-280.
[4]肖利,孙朝海. 薄壁零件的车削加工技术研究[J]. 机床与液压,2014,42(16):27-30.
[5]王娟平. 回转体零件的数控加工工艺性分析[J]. 机床与液压,2011,39(22):3,49-50.
[6]于世忠. 内螺纹零件数控手工编程加工实例分析[J]. 科协论坛(下半月),2013(12):65-66.
[7]杨旭. 华中数控铣/加工中心宏程序编程实例[M]. 北京:国防工业出版社,2013.
Process Design and Machining of Elliptical Shaft Assembly Parts
YANG Xu,YAN Hao
( Industry and Trade Technical College of Chengdu, Chengdu 611731 , China )
The elliptical shaft assembly parts is a common turning object of CNC lathe.The main technical difficulty of this part is turning on the internal and external shaft, the thread matching and the local ellipse surface. In order to meet the requirements of the internal and external thread matching, the ellipse turning is made. The reasonable machining process design, the clamping scheme, the selection of tools and cutting parameters, so as to process qualified parts, guarantee the size and quality of parts processing, and meet the requirements of drawing design.
elliptical shaft;composite parts;process design
TG519.1
B
10.3969/j.issn.1006-0316.2018.03.019
1006-0316 (2018) 03-0075-03
2017-09-01
杨旭(1985-),男,四川遂宁人,本科,讲师、高级铣工、高级数控铣工,主要研究方向机械制造及数控编程加工。



